27 patentes, modelos y diseños de AISAPACK HOLDING SA
Procedimiento y dispositivo de sobremoldeo por inyección.
Sección de la CIP Técnicas industriales diversas y transportes
(15/07/2020). Inventor/es: HERMANT,ETIENNE. Clasificación: B29C33/00, B29C45/26, B29C43/08, B29C33/36, B29C45/64, B29C45/06.
Dispositivo de sobremoldeo por inyección que comprende al menos una mesa rotativa en montaje revólver en la que van embarcados moldes refrigerados, comprendiendo cada molde una pluralidad de cavidades , y estaciones fijas dispuestas alrededor de dicha mesa, entre cuyas estaciones al menos una primera estación , una segunda estación y una tercera estación se utilizan, respectivamente, para efectuar las operaciones de posicionamiento de los insertos en las cavidades del molde, de inyección del material plástico en las cavidades del molde y de desmoldeo de los objetos al menos parcialmente enfriados, comprendiendo dicho dispositivo, para cada cavidad , medios de inyección independientes.
PDF original: ES-2814006_T3.pdf
Procedimiento de realización de un objeto multicapa y objeto así obtenido.
(15/07/2020) Procedimiento de fabricación de un objeto multicapa de resina sintética mediante moldeo por compresión de una dosis de resina fundida multicapa que comprende al menos una capa funcional , estando cada capa de la dosis en estado fundido durante la compresión; el procedimiento consiste en la coextrusión de las resinas a través de una matriz, cortando el extruido periódicamente para obtener una dosis y, a continuación, depositando la dosis en estado fundido en la cavidad de un molde; un procedimiento que define de tal modo en la dosis una dirección de extrusión y una disposición de la capa funcional paralela a la dirección de extrusión; un procedimiento que se caracteriza por que la dosis se comprime según un eje de compresión que intersecta la dirección de extrusión y que no es un eje de simetría rotacional de la dosis, para…
Procedimiento y dispositivo para soldar un embalaje plástico tubular y embalaje así obtenido.
(16/04/2019) Procedimiento de soldadura de un embalaje de material plástico de forma tubular, procedimiento que incluye al menos las siguientes operaciones:
a. una operación de enrollado durante la cual se enrolla un laminado ,
b. una operación de puesta en disposición durante la cual se disponen los extremos del laminado en las cercanías uno de otro,
c. una operación de extrusión durante la cual se extruda y deposita sobre los citados extremos un cordón de resina en estado fundido,
d. una operación de fusión durante la cual se hacen que se fundan los citados extremos por medio del citado cordón ,
e. una operación de compresión durante la cual se somete a presión la zona de soldadura ,
f. una operación de enfriamiento…
Procedimiento y dispositivo de extrusión y etiquetado de un tubo de envase.
Sección de la CIP Técnicas industriales diversas y transportes
(13/03/2019). Inventor/es: THOMASSET, JACQUES, KELLER, GERHARD. Clasificación: B29C65/02, B29C63/06.
Procedimiento de extrusión y de etiquetado de un tubo de envase que comprende las etapas sucesivas siguientes realizadas en una línea de extrusión-etiquetado:
a) formación de una etiqueta parcial o totalmente tubular a partir de una película ,
b) introducción de la etiqueta en un elemento de calibración ,
c) extrusión de un cuerpo tubular en el lado de la cara cóncava de la etiqueta ,
d) puesta en contacto de la cara externa del cuerpo tubular con la cara cóncava de la etiqueta ,
siendo realizada la etapa c) en el interior del elemento de calibración.
PDF original: ES-2719719_T3.pdf
Estructura multicapa flexible para tubos.
Sección de la CIP Técnicas industriales diversas y transportes
(08/11/2017). Inventor/es: THOMASSET, JACQUES, MATHIEU, STEPHANE. Clasificación: B32B27/32, B32B1/08, B29C65/50, B65D35/02.
Tubo flexible para envase formado por una disposición estratificada que comprende al menos una primera capa y una segunda capa , caracterizado por que la primera capa está constituida por un material cuyas propiedades hacen posible la soldadura de la primera capa consigo misma y por que la segunda capa está constituida por un material cuyas propiedades no hacen posible la soldadura de la segunda capa con la primera capa , formando la primera capa y la segunda capa , respectivamente, la capa interna y la capa externa del tubo, estando hecha la primera capa a base de poliolefina y la segunda capa a base de polímero con doble orientación.
PDF original: ES-2654545_T3.pdf
Cuerpo tubular de embalaje soldado de extremo a extremo.
Sección de la CIP Técnicas industriales diversas y transportes
(09/08/2017). Inventor/es: THOMASSET, JACQUES, KELLER, GERHARD. Clasificación: B65D35/02.
Cuerpo tubular de embalaje formado a partir de una película de un espesor e, cuyas extremidades están soldadas de extremo a extremo y recubiertas por un elemento de refuerzo de plástico dispuesto sobre la superficie interna de dicho cuerpo tubular y que tiene una sección definida por una anchura l y una altura h, estando caracterizado dicho cuerpo tubular por el hecho de que se deben cumplir todas las condiciones siguientes:
- h es mayor o igual a e,
- la relación (l.e)/h2 está comprendida entre 1 y 10.
PDF original: ES-2642389_T3.pdf
Dispositivo y procedimiento de moldeado por compresión de artículos de plástico.
Sección de la CIP Técnicas industriales diversas y transportes
(18/01/2017). Inventor/es: HANOT, DOMINIQUE. Clasificación: B29C43/34, B29C31/04.
Dispositivo de moldeado de un artículo de plástico en el cual el artículo se obtiene mediante la compresión de una dosis de plástico en estado fundido entre las dos partes de un molde, que comprende al menos una alimentación de plástico , una varilla que se desliza en un manguito adaptado para soportar temporalmente dicha dosis de plástico , un molde de cabezal de artículo , un mandril que coopera con dicho molde , caracterizado por que comprende medios de retención elásticos que están adaptados para limitar el desplazamiento bidireccional de la varilla en el manguito , comprendiendo dichos medios de retención no elásticos medios de retención en posición alta y medios de retención en posición baja.
PDF original: ES-2616781_T3.pdf
Procedimiento de fabricación de tubos por soldadura.
Sección de la CIP Técnicas industriales diversas y transportes
(21/12/2016). Inventor/es: THOMASSET, JACQUES. Clasificación: B29C65/02, B65B51/26, B29C53/42.
Procedimiento de fabricación de cuerpos tubulares flexibles en material plástico por soldadura de una banda, que comprende las siguientes etapas:
- conformado de una banda alrededor de una varilla de soldadura,
- puesta en contacto de los extremos de la banda,
- formación de una zona soldada por calentamiento, aplicación de presión y enfriamiento de dichos extremos ,
- calentamiento de la banda , preferentemente a una temperatura superior a 60ºC, fuera de la zona soldada , previamente, conjuntamente o con posterioridad a la operación de soldadura, en cuyo transcurso la banda es calentada a una temperatura constante en la dirección de marcha de la banda, que es también paralela al eje del tubo, y con un perfil de temperatura en dirección perpendicular a la dirección de marcha de la banda, que es también la dirección circunferencial del tubo,
permitiendo dicho procedimiento subsanar los defectos de circularidad de cuerpos tubulares flexibles de material plástico.
PDF original: ES-2613228_T3.pdf
Unidad de transferencia de cuerpos tubulares.
Sección de la CIP Técnicas industriales diversas y transportes
(17/08/2016). Inventor/es: VOIGTMANN, JEAN-PIERRE, STAHL,CHRISTOPHE. Clasificación: B65G47/84, B29C31/00, B29D23/20, B65B43/50.
Unidad de transferencia de cuerpos tubulares para instalación de ensamblaje; comprendiendo dicha unidad de transferencia varios órganos de captura de cuerpos tubulares que están dispuestos según un mismo plano vertical y comprendiendo un elemento en forma de columna montada giratoria alrededor de su eje de simetría , estando dicho órgano de captura de cuerpos tubulares fijado sobre la columna y dirigiéndose según una dirección preferentemente perpendicular al eje de la columna , caracterizada por el hecho de que dicho órgano de captura , por otro lado, está montado giratorio alrededor de un eje dirigido perpendicularmente al eje de la columna , de modo que el movimiento de un cuerpo tubular retenido por dicho órgano de captura resulta de la combinación de dos movimientos, a saber, del giro de la columna y del giro de dicho órgano de captura.
PDF original: ES-2595098_T3.pdf
Dispositivo y procedimiento para la manipulación de una dosis de material plástico en estado fundido.
Sección de la CIP Técnicas industriales diversas y transportes
(22/06/2016). Inventor/es: HANOT, DOMINIQUE. Clasificación: B29C43/34, B29C31/04.
Dispositivo de moldeo de un artículo de material plástico en el cual el artículo es obtenido por compresión de una dosis de material plástico en estado fundido entre las dos partes de un molde, que comprende al menos una alimentación de material plástico , un vástago deslizante en el interior de un casquillo adaptado para soportar temporalmente la citada dosis de material plástico , un molde de cabeza de artículo , un mandril que coopera con el citado molde , comprendiendo el casquillo una cara superior y una pared lateral ; estando caracterizado el dispositivo por el hecho de que el mismo comprende medios de depósito de la dosis sobre el casquillo que están adaptados de manera que la cantidad de material plástico dispuesta por encima de un plano coincidente con la cara superior del casquillo se sitúa entre el 20% y el 40% de la masa total de la dosis.
PDF original: ES-2589727_T3.pdf
Dispositivo de soldeo indexador para tubo.
Sección de la CIP Técnicas industriales diversas y transportes
(11/05/2016). Inventor/es: SCHWAGER,JEAN-CLAUDE, FERRIN,DIDIER, STAHL,CHRISTOPHE. Clasificación: B29C31/00, B29D23/20.
Dispositivo rotativo indexador para la fabricación de tubos de envase que comprende una torreta indexadora montada rotatoria alrededor de un eje , mandriles y soportes respectivos hechos solidarios con dicha torreta y dispuesto radialmente con respecto a dicho eje ; medios de accionamiento radial para desplazar los mandriles según una dirección perpendicular a dicho eje y medios de guía lineal para asegurar el desplazamiento de los mandriles según una dirección perpendicular a dicho eje ; caracterizado por el hecho de que los mandriles y soportes respetivos , los medios de accionamiento radial y los medios de guía lineal están dispuestos a lo largo de una línea recta que es paralela a dicho eje.
PDF original: ES-2644006_T3.pdf
Embalaje flexible fabricado por soldadura y que contiene un material reciclado o procedente de recursos renovables.
(23/07/2014) Embalaje flexible de forma esencialmente tubular destinado a contener un producto semilíquido o pastoso, comprendiendo dicho embalaje un faldón, un cabezal, una adición de material por lo menos sobre el lado interior del faldón, y opcionalmente un tapón, estando el faldón formado por una hoja enrollada y comprendiendo una soldadura longitudinal que permite el ensamblaje de sus bordes; estando el cabezal fijado sobre el perímetro de uno de los extremos del faldón; estando dicho embalaje caracterizado por que el faldón comprende una tasa de por lo menos el 30% de material reciclado o de material procedente de recursos renovables, y por que dicha adición de material está dispuesta…
Unidad de ensamblaje de componentes de tubos.
(14/05/2014) Unidad de ensamblaje de componentes de tubos, en particular para ensamblar unos rebordes con unos faldones, comprendiendo dicha unidad de ensamblaje un elemento en forma de torreta vertical montada rotativa con respecto a su eje de simetría , así como varias series de mandriles solidarizados a la torreta , estando cada serie dispuesta en un mismo plano que es perpendicular al eje de la torreta y estando cada mandril de dicha serie dirigido según una dirección radial con respecto al eje de la torreta y estando montado móvil según una dirección que se confunde con su eje de simetría , estando las series de mandriles superpuestas y formando un apilamiento a lo largo del eje de simetría de la torreta , comprendiendo además dicha…
Sistema de dosificación de material plástico para dispositivo de producción de artículos de material plástico.
(12/03/2014) Unidad de dosificación que forma un bloque que comprende un conducto de entrada de material , una cavidad de dosificación que puede comunicarse con dicho conducto de entrada de material , un orificio de salida de material dispuesto en una pared de dicha cavidad de dosificación , una válvula en forma de vástago cilíndrico adaptado para deslizar a través de, y obturar, dicho orificio de salida de material ; comprendiendo dicha unidad de dosificación además un pistón montado deslizante de manera coaxial alrededor de la válvula de manera que permita una variación del volumen de la cavidad de dosificación ;
caracterizada porque la pared lateral del pistón comprende por lo menos un paso pasante adaptado para permitir un encaminamiento…
Dosis multicapa y su procedimiento de fabricación.
(25/12/2013) Dosis multicapa que presenta un eje de simetría para la realización de objetos multicapa mediante moldeopor compresión, constituida por una primera resina sintética y una fina capa funcional aprisionada en dichaprimera resina ; representando dicha capa funcional menos del 20% del volumen de la dosis ; caracterizadaporque la capa funcional forma la envolvente de un cuerpo de revolución alrededor del eje de simetría y porque ladistancia de la capa funcional con respecto al eje de simetría es variable.
Procedimiento de llenado de un embalaje retráctil.
(30/08/2013) Procedimiento de acondicionamiento de un líquido en un recipiente plástico que tiene una fuerte orientación molecular; procedimiento que comprende las etapas siguientes:
- llenado del recipiente con un líquido a alta temperatura, permitiendo dicha temperatura elevada iniciar una retracción del recipiente, en particular a más de 60ºC,
- enfriamiento de las paredes del recipiente durante la etapa de llenado,
- cierre del recipiente de manera estanca,
- enfriamiento de las paredes del recipiente durante la etapa de cierre, caracterizado porque comprende las etapas siguientes:
- retracción pasiva del recipiente consecutivamente a dicha etapa de cierre,
- enfriamiento de las paredes del recipiente consecutivamente a la etapa de retracción.
Procedimiento y dispositivo de soldadura interior de tubos de material plástico.
(13/06/2013) Procedimiento de fabricación de un embalaje de material plástico de forma tubular, procedimiento quecomprende una etapa de arrollamiento durante la cual se arrolla un laminado , una etapa de puesta endisposición durante la cual se disponen extremo con extremo los bordes del laminado y una etapa defijación durante la cual se fijan uno a otro por soldadura dichos bordes del laminado , caracterizado porquese extruye y se deposita un cordón de material plástico en el estado fundido sobre la cara interna del embalaje,de manera que recubra por lo menos la zona de soldadura definida entre los bordes, procediendo la energíanecesaria para efectuar la soldadura , del cordón de material plástico .
Objeto multicapa de espesor variable.
(11/06/2012) Objeto multicapa sin eje de simetría fabricado por compresión en un molde de una dosis multicapa de resinas termoplásticas en estado fundido, comprendiendo dicho objeto un centro de alimentación correspondiente al punto alrededor del cual la dosis se centra en el molde antes de la compresión, la distancia entre dicho centro de alimentación y el borde del objeto, denominada longitud de flujo, es variable; caracterizado porque para una longitud de flujo dada, cuanto mayor es la longitud de flujo, menor es el espesor medio a lo largo de esta longitud, y viceversa.
PROCEDIMIENTO DE FABRICACIÓN Y LLENADO EN CALIENTE DE UN ENVASE DE PET.
(21/12/2011) Procedimiento de fabricación y llenado en caliente de un envase de PET que comprende las etapas siguientes: a) disponer de una preforma de PET constituida por un copolímero a base de ácido tereftálico, adecuada para ser soplada y de la cual por lo menos una parte se encuentra a una temperatura igual o superior a 110ºC, b) soplar la preforma en la cavidad de un molde cuya temperatura es igual o inferior a 65ºC de manera que se forma un envase, c) retirar el envase de la cavidad del molde, d) llenar el envase con un líquido cuya temperatura es superior a 80ºC, e) cerrar el envase de manera estanca, f) esterilizar y enfriar el envase, g) retraer el envase, caracterizado porque - dicha preforma es…
EMBALAJE CONSTITUIDO POR UNA PELÍCULA SOLDADA EXTREMO CON EXTREMO.
(07/12/2011) Embalaje realizado a partir de una película termoplástica cuyos extremos son puestos extremo con extremo, estando dicha película compuesta por varias capas de las que por lo menos una primera capa es soldante, y una segunda capa cuya soldadura extremo con extremo sólo es parcial o inexistente, siendo los extremos de cada capa puestos en contacto directo, y por lo menos una banda de pequeño espesor frente al espesor de la película, recubriendo dicha banda dichos extremos y estando directamente fijada sobre una de las caras de la segunda capa, siendo la diferencia de temperatura de fusión entre la primera y la o las otras…
PROCEDIMIENTO DE FABRICACIÓN DE TUBOS POR SOLDADURA.
(19/08/2011) Procedimiento de soldadura de un laminado para la confección de cuerpos tubulares flexibles de material plástico, que comprende las operaciones siguientes: - conformar un laminado alrededor de un vástago de soldadura; - calentar los extremos a soldar del laminado, - poner presión y enfriar por lo menos parcialmente dichos extremos, - deformar la zona soldada de manera que se aumente su superficie, - enfriar la zona soldada
CUERPO TUBULAR DE EMBALAJE EN MATERIAL TERMOPLÁSTICO CON BANDA INCRUSTADA.
(06/05/2011) Cuerpo tubular de embalaje formado por un laminado constituido por lo menos por un material termoplástico cuyos extremos están fijados por soldadura y recubiertos por una banda soldada o pegada, caracterizado porque dicha banda está por lo menos parcialmente incrustada en el laminado
ESTRUCTURA MULTICAPA Y SU PROCEDIMIENTO DE FABRICACIÓN.
(19/01/2011) Estructura multicapa de resina sintética delimitada por una cara superior , unos bordes y una cara inferior de superficie sustancialmente idéntica a la de la cara superior , comprendiendo dicha estructura : - una primera capa que define dichas caras y dichos bordes , -una segunda capa , dispuesta entre dichas caras y dichos bordes , de superficie por lo menos igual a la de dichas caras caracterizada porque la segunda capa forma por lo menos un pliegue doble en forma de zig-zag
OBJETOS MUTICAPA Y PROCEDIMIENTO DE REALIZACION.
(12/04/2010) Procedimiento de realización de un objeto multicapa que forma un cuerpo de revolución, comprendiendo dicho objeto por lo menos un fondo de diámetro D unido a una pared lateral de espesor medio E y de altura H; procedimiento que consiste en alimentar una dosis multicapa coextruida a la cavidad de un molde y después en comprimir dicha dosis con el fin de formar el objeto; formando la dosis un cuerpo de revolución alrededor de un eje de simetría; consistiendo la dosis en un apilamiento radial de varias capas de las cuales por lo menos una es una fina capa funcional, siendo el diámetro exterior de dicha dosis sustancialmente igual a D; siendo la dirección de compresión paralela al eje de…
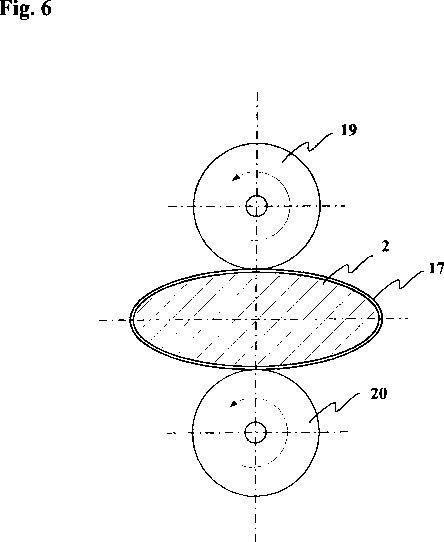
TUBO CON SECCION OVAL, SU PROCEDIMIENTO DE FABRICACION Y DISPOSITIVO PARA SU UTILIZACION.
Sección de la CIP Técnicas industriales diversas y transportes
(13/11/2009). Ver ilustración. Inventor/es: THOMASSET, JACQUES, KELLER, GERHARD, ROY,HUGUES-VINCENT. Clasificación: B29D23/20, B65D35/10, B29C31/00B, B29C65/78K4, B29C67/00E, B29C31/00, B29C53/42.
Embalaje flexible de forma esencialmente tubular y destinado a contener un producto semilíquido o pastoso que sale bajo la presión de los dedos, comprendiendo dicho embalaje una faldilla , un cabezal y opcionalmente un tapón ; estando la faldilla formada por una hoja arrollada y que presenta una soldadura longitudinal formada por el recubrimiento de sus bordes ; estando el cabezal fijado sobre el contorno de uno de los extremos de la faldilla y forma una sección oval a nivel de su zona de fijación con la faldilla ; estando dicho embalaje caracterizado porque el extremo de la soldadura longitudinal que está en contacto con el cabezal se sitúa en el punto, incluso en la proximidad del punto, en el que el radio de curvatura de dicha sección oval es mínimo.
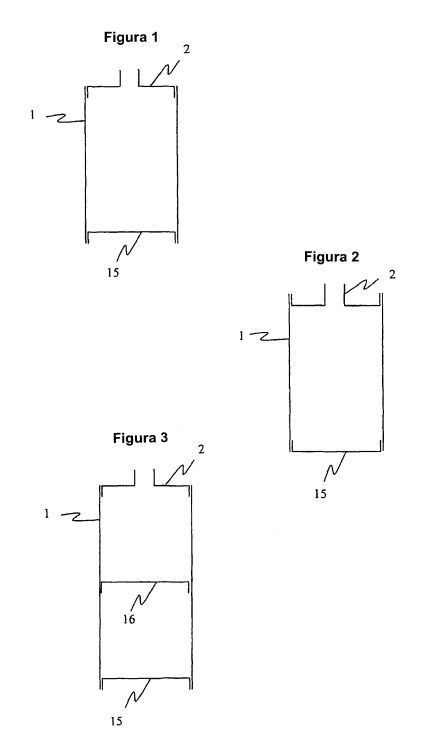
PROCEDIMIENTO DE SOLDEO PARA CONTENEDOR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2008). Ver ilustración. Inventor/es: KELLER,GERHARD,AISAPACK HOLDING SA, ROY,HUGUES-VINCENT,AISAPACK S.A, THOMASSET,JACQUES,AISAPACK S.A. Clasificación: B29C65/02.
Procedimiento de fabricación de un contenedor de material plástico que comprende la fijación del borde de una pieza plana y flexible sobre la cara interna de un cuerpo hueco , presentando dicha pieza una cara cóncava y una cara convexa, comprendiendo este procedimiento la etapa de puesta en contacto del borde de la pieza con la cara interna del cuerpo hueco , caracterizado porque se realiza la etapa de aplicación de una fuerza de empuje o de tracción sobre la parte central de la pieza , según una dirección (z) perpendicular a su superficie, para de este modo inducir en la pieza unas fuerzas radiales resultantes de un acercamiento del borde de la pieza contra la cara interna del cuerpo hueco.
INSTALACION DE ENSAMBLAJE DE COMPONENTES DE TUBOS.
(01/05/2008) Instalación para el ensamblaje de componentes de tubos, en particular cuerpos con hombros, que comprende los siguientes elementos dispuestos en sucesión: un transportador de cuerpo lineal , un sistema de transferencia diseñado para ejercer un cambio de orientación en los cuerpos de 90º aproximadamente, una unidad de montaje destinada a fijar los hombros a los cuerpos , caracterizada porque el sistema de transferencia consiste en un dispositivo para fijar los cuerpos y en un dispositivo para cambiar la orientación de los cuerpos, comprendiendo el dispositivo destinado al cambio de orientación un transportador giratorio , del tipo de cinta transportadora, que está dispuesto en ángulo recto en la dirección del…
{kind=link}
{kind=link}