Embalaje flexible fabricado por soldadura y que contiene un material reciclado o procedente de recursos renovables.
Embalaje flexible de forma esencialmente tubular destinado a contener un producto semilíquido o pastoso,
comprendiendo dicho embalaje un faldón, un cabezal, una adición de material por lo menos sobre el lado interior del faldón, y opcionalmente un tapón, estando el faldón formado por una hoja enrollada y comprendiendo una soldadura longitudinal que permite el ensamblaje de sus bordes; estando el cabezal fijado sobre el perímetro de uno de los extremos del faldón; estando dicho embalaje caracterizado por que el faldón comprende una tasa de por lo menos el 30% de material reciclado o de material procedente de recursos renovables, y por que dicha adición de material está dispuesta de manera que se suprime una discontinuidad de la cara interna en la zona de la soldadura longitudinal.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2011/054717.
Solicitante: AISAPACK HOLDING SA.
Nacionalidad solicitante: Suiza.
Dirección: RUE DE LA PRAISE 1896 VOUVRY SUIZA.
Inventor/es: THOMASSET, JACQUES, MATHIEU, STEPHANE, ROY,HUGUES-VINCENT, MEDICO,LÉONARD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/40 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › Aplicando una materia plástica fundida, p. ej. aplicación de un "hot melt" (utilizando una barra de soldadura B29C 65/12; por moldeo B29C 65/70).
- B65D35/10 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 35/00 Recipientes plegables de forma tubular, concebidos de forma que al expulsar su contenido se deforman permanentemente, p. ej. tubos flexibles para dentífricos u otros productos plásticos o semilíquidos; Soportes adecuados. › realizada por unión de dos o más componentes.
PDF original: ES-2505616_T3.pdf
Fragmento de la descripción:
Embalaje flexible fabricado por soldadura y que contiene un material reciclado o procedente de recursos renovables. Campo de la invención
La Invención se sitúa en el campo de los embalajes de forma tubular destinados a contener, por ejemplo, pasta dentífrica, productos cosméticos o alimenticios. El embalaje está fabricado por ensamblaje de componentes prefabricados y comprende por lo menos un cabezal, un faldón y opclonalmente un tapón. El embalaje puede comprender también un fondo prefabricado.
Estado de la técnica
En embalajes de este tipo, el cabezal tiene sustancialmente la forma de un tronco de cono sobre el cual se sitúa un cilindro que forma el cuello y cuya cara externa puede estar fileteada con el fin de recibir un tapón que se enrosca en la misma. Alternativamente, la cara externa del cuello no está fileteada, fijándose el tapón por simple presión. Generalmente, el cabezal y el tapón son unas piezas plásticas realizadas mediante moldeo por Inyección o moldeo por compresión.
El faldón, una vez formado, tiene una forma sustancialmente tubular. Está producido a partir de rodillos de laminado multicapa estampados o en blanco.
Cuando el embalaje comprende un fondo, este último presenta una geometría sustanclalmente plana cuya circunferencia tiene una geometría circular.
Un procedimiento habitual de fabricación de estos embalajes comprende por lo menos las etapas siguientes:
- Se enrolla y se suelda alrededor de una varilla de sección circular un laminado de manera que se forma un tubo cilindrico en continuo. El cilindro se corta a continuación en faldones de una longitud determinada.
- Se carga el cabezal automáticamente en el dispositivo.
- Se fija el cabezal a uno de los extremos del faldón.
Otro procedimiento de fabricación de estos embalajes comprende por lo menos las etapas siguientes:
- Se enrolla y se suelda alrededor de una varilla de sección circular un laminado de manera que se forma un tubo cilindrico en continuo. El cilindro se corta a continuación en faldones de una longitud determinada.
- Se sobremoldea el cabezal mediante moldeo por inyección o por compresión en uno de los extremos del faldón.
Cuando el embalaje comprende un fondo,
- Se carga el fondo automáticamente en el dispositivo.
- Se fija el fondo sobre el segundo extremo del faldón.
El documento FR 2 164 825 describe un tubo compresible de doble pared cuyo tubo interior está conformado en forma cilindrica enrollando una hoja de manera que los bordes laterales de la hoja se solapen, y aplicando simultáneamente una pequeña cantidad de material resistente al agua por lo menos sobre el borde de la hoja para que la película interior de alcohol polivinílico no esté expuesta a la sustancia que debe estar contenida en el tubo interior.
Principio de la invención
Un objetivo de la invención es fabricar un tubo flexible o una botella flexible mediante soldadura, comprendiendo dicho tubo o dicha botella una tasa en volumen de material reciclado o de material procedente de recursos renovables superior al 3%, preferentemente superior al 5%.
La realización de embalajes que tienen las características descritas anteriormente, en particular una proporción de material reciclado o procedente de recursos renovables, adolece de varias dificultades. La principal dificultad viene del hecho de que el cuerpo tubular del embalaje, que se obtiene por soldadura de una hoja, generalmente multicapa (denominada en lo sucesivo "laminado"), comprende, a nivel de dicha zona de soldadura, una discontinuidad por lo menos de la capa Interna, que hace problemático el ensamblaje del cabezal del tubo sobre dicho cuerpo tubular. A nivel de este ensamblaje, dicha discontinuidad genera unos defectos sobre el embalaje fabricado, tal como fugas o defectos de aspecto, que lo hacen Inadecuado para la venta.
En efecto, los laminados utilizados para la fabricación de cuerpos tubulares por soldadura y que comprenden un alto porcentaje de material reciclado o procedente de recursos renovables son frecuentemente difíciles de comprimir. Este es el caso, por ejemplo, de laminados que comprenden una elevada tasa de fibra de celulosa. Aunque estos laminados pueden ser soldados cuando dicho laminado comprende una capa soldable en la superficie, por el contrario la soldadura obtenida es casi Incompresible y, por consiguiente, la superficie interna del cuerpo tubular presenta una fuerte discontinuidad a nivel de la soldadura; siendo dicha discontinuidad la causa de los defectos encontrados durante el ensamblaje del cuerpo tubular y del cabezal de tubo.
Algunos cuerpos tubulares que comprenden una alta proporción de material reciclado o procedente de recursos renovables podrían ser comprimidos a nivel de la zona de soldadura cuando dichos materiales son suficientemente fluidos durante la compresión, de manera que se supera el problema mencionado anteriormente. Sin embargo, en numerosos casos, estos materiales reciclados o procedentes de recursos renovables no pueden ser utilizados en contacto directo con los productos contenidos en el embalaje, lo cual Impide la compresión de la zona soldada. En efecto, dicha compresión tendría como consecuencia la expulsión sobre la cara Interna del embalaje de la resina reciclada confinada e inadecuada para el contacto alimentarlo. En efecto, se conoce que los materiales reciclados no están todos habilitados para el contacto alimentarlo, lo cual dificulta su uso en gran cantidad en la confección de tubos mediante soldadura.
En la exposición de la invención, se utilizan los términos y abreviaturas siguientes:
Material reciclado: material extraído de un circuito de residuos. Procede de objetos o de embalajes que han tenido un ciclo de utilización (o ciclo de vida) completo, es decir que ya han servido para su primer objetivo.
Material procedente de recursos renovables: material que se obtiene a partir de un recurso natural cuya reserva puede reconstituirse en un periodo corto a escala humana.
Material virgen: material habilitado para el contacto alimentario
PE: polietileno
EVOH: etilen-vinil-alcohol
PET: tereftalato de polietileno
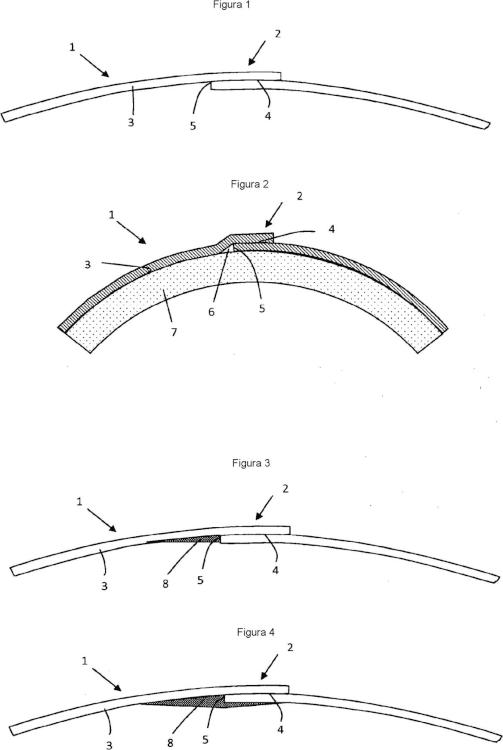
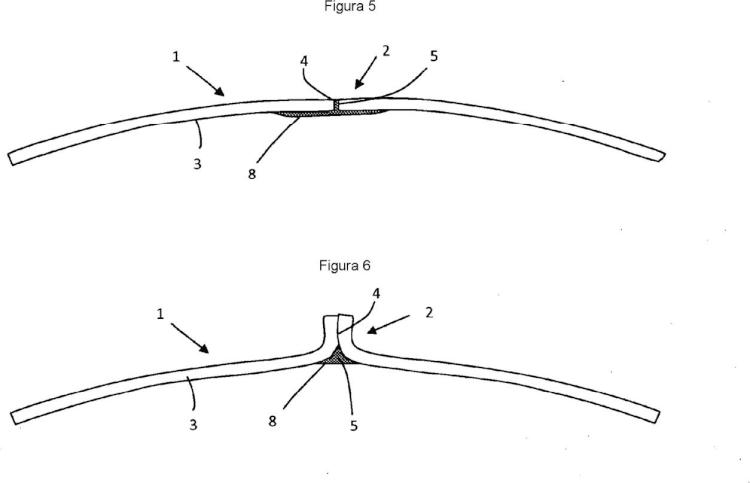
Para superar los problemas identificados anteriormente, la invención comprende en particular una adición de material sobre la cara interna del cuerpo tubular en el sitio de la soldadura longitudinal; teniendo dicha adición de material como efecto suprimir la discontinuidad de la superficie interna a nivel de la soldadura; y teniendo dicha adición de material como consecuencia facilitar el ensamblaje del cabezal del tubo sobre dicho cuerpo tubular.
Según la Invención, la adición de material comprende por lo menos una capa de material que la hace soldable sobre la superficie Interna del cuerpo tubular y que la hace soldable sobre el cabezal del tubo.
La adición de material puede ser monocapa o multicapa. Una adición de material multicapa permite mejorar las propiedades de barrera del embalaje, y permite evitar la migración, por el borde del laminado, de las sustancias contenidas en las capas recicladas e inadecuadas para el contacto alimentario. La adición de material multicapa puede permitir también reforzar la zona soldada, siendo dicho refuerzo particularmente útil cuando las capas recicladas comprenden un porcentaje elevado de cargas o de materiales no soldables.
La adición de material permite alisar la superficie interna del cuerpo tubular para facilitar la operación de ensamblaje del cabezal del tubo y del cuerpo tubular. El principio de la adición de material según la presente invención puede también ser utilizado para suprimir la discontinuidad de la superficie externa del cuerpo tubular con el fin de mejorar su estética, su resistencia y la Impermeabilidad.
En un primer modo de realización de la Invención, se extruslona o coextrusiona la adición de material en el momento de la soldadura longitudinal o posteriormente a la soldadura longitudinal.
En un segundo modo de la invención, se utiliza un cordón de soldadura o de una banda de soldadura que se fundirá por lo menos parcialmente en el momento de la aplicación sobre el cuerpo tubular. Las capas fundidas deben representar por lo menos el 5% en volumen de dicho cordón o de dicha banda para suprimir la discontinuidad de la capa interna del cuerpo tubular.
La invención se puede aplicar a las diferentes configuraciones de soldadura del laminado. La invención puede ser utilizada cuando el laminado está soldado solapando los dos extremos, configuración en la que la capa externa está soldada sobre la capa interna del laminado.
La invención puede ser utilizada también cuando la cara interna del laminado está... [Seguir leyendo]
Reivindicaciones:
1. Embalaje flexible de forma esencialmente tubular destinado a contener un producto semllíquldo o pastoso, comprendiendo dicho embalaje un faldón, un cabezal, una adición de material por lo menos sobre el lado Interior del faldón, y opclonalmente un tapón, estando el faldón formado por una hoja enrollada y comprendiendo una soldadura longitudinal que permite el ensamblaje de sus bordes; estando el cabezal fijado sobre el perímetro de uno de los extremos del faldón; estando dicho embalaje caracterizado por que el faldón comprende una tasa de por lo menos el 3% de material reciclado o de material procedente de recursos renovables, y por que dicha adición de material está dispuesta de manera que se suprime una discontinuidad de la cara interna en la zona de la soldadura longitudinal.
2. Embalaje según la reivindicación 1, caracterizado por que la tasa en el faldón de material reciclado o de material procedente de recursos renovables es superior al 5%.
3. Embalaje según la reivindicación 2, caracterizado por que dicha tasa es superior al 7%.
4. Embalaje según una de las reivindicaciones anteriores, caracterizado por que la tasa en el cabezal de material reciclado o de material procedente de recursos renovables es superior al 3%.
5. Embalaje según la reivindicación 4, caracterizado por que la tasa en el cabezal de material reciclado o de material procedente de recursos renovables es preferentemente superior al 5%.
6. Embalaje según una de las reivindicaciones anteriores, caracterizado por que comprende un fondo fijado sobre el perímetro del otro extremo del faldón.
7. Embalaje según la reivindicación 6, caracterizado por que la tasa en el fondo de material reciclado o de material procedente de recursos renovables es superior al 3%, y preferentemente superior al 5%.
8. Embalaje según una de las reivindicaciones anteriores, caracterizado por que el faldón está compuesto por una hoja que comprende por lo menos una capa de PE virgen sobre su cara interna y por lo menos una capa que procede de material reciclado o de material procedente de recursos renovables.
9. Embalaje según una de las reivindicaciones anteriores, caracterizado por que la soldadura longitudinal se efectúa por solapamiento de los bordes de la hoja que forma el faldón y soldadura de la cara superior de la hoja sobre la cara inferior de la hoja.
1. Embalaje según una de las reivindicaciones 1 a 8, caracterizado por que la soldadura longitudinal se efectúa por ensamblaje uno detrás de otro de los bordes de la hoja que forma el faldón.
11. Embalaje según una de las reivindicaciones 1 a 8, caracterizado porque la soldadura longitudinal se efectúa por solapamiento de los bordes de la hoja que forma el faldón y soldadura de la cara inferior de la hoja sobre sí misma.
12. Embalaje según una de las reivindicaciones anteriores, caracterizado por que la adición de material cubre por lo menos uno de los bordes de la hoja.
13. Embalaje según una de las reivindicaciones anteriores, caracterizado por que la adición de material que recubre la soldadura longitudinal del faldón está dispuesta asimismo en el exterior del faldón.
14. Embalaje según una de las reivindicaciones anteriores, en el que la adición de material se efectúa por extrusión o soldadura.
15. Embalaje según una de las reivindicaciones anteriores, en el que la adición de material es monocapa o multicapa.
16. Embalaje según una de las reivindicaciones anteriores, en el que el cabezal está prefabricado y después se ensambla sobre el faldón por soldadura.
17. Embalaje según las reivindicaciones anteriores, en el que el cabezal de tubo está ensamblado sobre el faldón por sobremoldeo en un procedimiento de inyección o de compresión.
Patentes similares o relacionadas:
Proceso para la fabricación de un recipiente a partir de un material compuesto plano con una capa interna múltiple mediante doblado en caliente, del 11 de Diciembre de 2019, de SIG TECHNOLOGY AG: Un proceso para la producción de un recipiente que rodea un interior comprendiendo las etapas de: a. Provisión de un material compuesto […]
Procedimiento para la unión por adherencia de materiales de dos piezas de trabajo, del 24 de Julio de 2019, de HENKEL AG & CO. KGAA: Procedimiento para la unión por adherencia de materiales de dos piezas de trabajo de polímeros termoplásticos de distinto tipo con ayuda de una imprimación preferentemente […]
Procedimiento para soldar dos plásticos de poliamida por medio del uso de una imprimación, objeto producido según dicho procedimiento, del 1 de Mayo de 2019, de HENKEL AG & CO. KGAA: Procedimiento para soldar dos plásticos de poliamida con el uso de una imprimación, en el que la imprimación contiene al menos un polímero sintetizado […]
Procedimiento y dispositivo para soldar un embalaje plástico tubular y embalaje así obtenido, del 16 de Abril de 2019, de AISAPACK HOLDING SA: Procedimiento de soldadura de un embalaje de material plástico de forma tubular, procedimiento que incluye al menos las siguientes operaciones: a. una operación […]
Procedimiento para producir un saco o una bolsa con material no tejido sintético, del 25 de Octubre de 2017, de WINDMOLLER & HOLSCHER KG: Procedimiento para producir un saco o una bolsa, comprendiendo el saco o el material de la bolsa, al menos en parte, un material sintético no tejido, […]
Método y dispositivo para moldear por inyección una parte de recipiente de envasado, del 14 de Mayo de 2014, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de moldeo por inyección de una parte (14, 14') de recipiente de envasado termoplástico que conecta con un dispositivo de apertura termoplástico (16, 16') […]
 Procedimiento y dispositivo de soldadura interior de tubos de material plástico, del 13 de Junio de 2013, de AISAPACK HOLDING SA: Procedimiento de fabricación de un embalaje de material plástico de forma tubular, procedimiento quecomprende una etapa de arrollamiento durante la cual se arrolla un laminado […]
Procedimiento y dispositivo de soldadura interior de tubos de material plástico, del 13 de Junio de 2013, de AISAPACK HOLDING SA: Procedimiento de fabricación de un embalaje de material plástico de forma tubular, procedimiento quecomprende una etapa de arrollamiento durante la cual se arrolla un laminado […]
ELEMENTO DE RETENCION O FIJACION CON SUPERFICIE ADHESIVA PARA SU PEGADO A UNA SUPERFICIE DE SOPORTE., del 16 de Diciembre de 2006, de A. RAYMOND & CIE: Elemento de retención o de fijación con superficie adhesiva para el pegado a una superficie de soporte, que tiene un adhesivo reactivable que puede ser fundido, poseyendo […]