Procedimiento y dispositivo de soldadura interior de tubos de material plástico.
Procedimiento de fabricación de un embalaje de material plástico de forma tubular,
procedimiento quecomprende una etapa de arrollamiento durante la cual se arrolla un laminado (11), una etapa de puesta endisposición durante la cual se disponen extremo con extremo los bordes (8, 9) del laminado (11) y una etapa defijación durante la cual se fijan uno a otro por soldadura dichos bordes (8, 9) del laminado (11), caracterizado porquese extruye y se deposita un cordón de material plástico en el estado fundido (12) sobre la cara interna del embalaje,de manera que recubra por lo menos la zona de soldadura (10) definida entre los bordes, procediendo la energíanecesaria para efectuar la soldadura (10), del cordón de material plástico (12).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2007/053842.
Solicitante: AISAPACK HOLDING SA.
Nacionalidad solicitante: Suiza.
Dirección: RUE DE LA PRAISE 31 1896 VOUVRY SUIZA.
Inventor/es: VOIGTMANN, JEAN-PIERRE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C53/38 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 53/00 Conformación por curvado, doblado, torcido alargado o aplanado; Aparatos a este efecto (B29C 61/10 tiene prioridad). › por curvado de hojas o bandas perpendicularmente al eje longitudinal del objeto a formar y ensamblado de los bordes.
- B29C65/40 B29C […] › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › Aplicando una materia plástica fundida, p. ej. aplicación de un "hot melt" (utilizando una barra de soldadura B29C 65/12; por moldeo B29C 65/70).
- B65D35/00 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › Recipientes plegables de forma tubular, concebidos de forma que al expulsar su contenido se deforman permanentemente, p. ej. tubos flexibles para dentífricos u otros productos plásticos o semilíquidos; Soportes adecuados.
PDF original: ES-2407659_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo de soldadura interior de tubos de material plástico.
Campo de la invención La invención se sitúa en el campo de los embalajes de forma tubular constituidos en particular por un laminado de material plástico que está arrollado.
Más precisamente, la invención se refiere a los laminados arrollados cuyos bordes no se superponen.
Estado de la técnica La soldadura de los bordes de un laminado con el fin de obtener un cuerpo tubular se realiza muy frecuentemente por superposición.
Véase a título de ejemplo la solicitud de patente alemana DE 2 008 085 o el documento EP 0 177 470 A. Cuando se busca disponer los bordes enfrentados uno a otro, se deja entre ellos un espacio que se llena con un material tal como una banda de material plástico, sirviendo la banda de elemento de soldadura.
Véase a este respecto la solicitud de patente europea EP 0 000 643. No obstante, existe una necesidad de poner los bordes en contacto directo (soldadura extremo con extremo) por razones técnicas y estéticas.
Una soldadura extremo con extremo asegura una mejor continuidad y homogeneidad del material que constituye la pared del embalaje. En particular, evita un contacto entre el producto dispuesto en el interior del tubo con una capa de barrera dispuesta en el interior del laminado. Por otra parte, la inexistencia de un elemento de soldadura sobre la cara externa disminuye la visibilidad de la zona de soldadura.
Por otra parte, con independencia de que los bordes estén dispuestos extremo con extremo, con o sin espacio que contenga un elemento de soldadura, existe asimismo una necesidad de poder disminuir, incluso eliminar, la visibilidad de la soldadura desde el exterior del tubo.
Los sistemas de calentamiento del estado de la técnica están dispuestos en el exterior del tubo. Su activación induce necesariamente una zona de soldadura marcada y mate.
Exposición general de la invención El problema que la presente invención se propone resolver reside en la fragilidad de una soldadura extremo con extremo y el mantenimiento de una soldadura estética, que no destaque o casi no destaque cuando sea observada desde el exterior.
En la invención, la solución del problema citado anteriormente consiste en reforzar tal soldadura por medio de un cordón de material plástico.
La invención se refiere en primer lugar a un procedimiento de fabricación de un embalaje de material plástico de forma tubular, procedimiento que comprende una etapa de arrollamiento durante la cual se arrolla un laminado, una etapa de puesta en disposición durante la cual se disponen extremo con extremo los bordes del laminado y una etapa de fijación durante la cual se fijan uno a otro dichos bordes del laminado, caracterizado porque se extrusiona y se deposita un cordón de material plástico en estado fundido, sobre la cara interna del embalaje con el fin de recubrir por lo menos la zona definida entre los bordes.
Una particularidad de la invención reside en el hecho de que la energía necesaria para efectuar la soldadura procede del cordón de material plástico.
De acuerdo con una primera variante del procedimiento según la invención, el cordón se deposita previamente a la etapa de puesta en disposición.
De acuerdo con una segunda variante, el cordón se deposita durante la etapa de puesta en disposición.
Según una tercera variante, el cordón se deposita consecutivamente a la etapa de puesta en disposición.
El cordón puede estar dispuesto debajo o encima de la zona de soldadura.
La invención se refiere asimismo a un embalaje de forma tubular obtenido según un procedimiento tal como se ha definido anteriormente, estando el embalaje caracterizado porque comprende un elemento de refuerzo de la zona definida entre los bordes que está constituido por un cordón extruido de material plástico en el estado fundido.
La invención se refiere por último a un dispositivo para la realización de un procedimiento tal como se ha definido anteriormente. El dispositivo se caracteriza porque comprende un vástago de soldadura adaptado para ser rodeado por un laminado caracterizado porque comprende unos medios para extruir y disponer un cordón de material plástico en el estado fundido entre la superficie externa del vástago de soldadura y un laminado dispuesto alrededor de dicho vástago.
En un modo de realización de la invención, el dispositivo comprende una correa de transporte precalentada dispuesta sobre el vástago de soldadura de manera que dicho cordón esté dispuesto entre dicha correa y un laminado arrollado alrededor de dicho vástago.
En otro modo de realización de la invención, el dispositivo comprende una correa de conducción exterior y un patín de apoyo ajustable dispuestos con el fin de ejercer en dirección a dicho vástago una presión sobre un laminado y un cordón de material plástico que estarían dispuestos entre dicha correa de conducción y dicho vástago.
Ventajosamente, se puede utilizar un dispositivo de precalentamiento de los bordes, por ejemplo por contacto, lo cual tiene por efecto aumentar la temperatura de los dos bordes del laminado, facilitando o mejorando así las condiciones de soldadura.
Alternativamente o además, se utiliza otro dispositivo provisto de un soplado de aire caliente con el fin de mantener el aire ambiente alrededor del cordón a varias centenas de ºC y, por tanto, evitar una caída de temperatura del cordón durante su paso desde la salida del cabezal de extrusión hasta la conformación del cordón.
Según una variante de la invención, los bordes del laminado se cortan al bies, lo cual tiene por efecto aumentar la superficie lateral de contacto del laminado en la zona de soldadura. Dicha configuración permite asimismo influir en la calidad y la resistencia de la soldadura.
En otra variante de la invención se extruye un cordón de una forma distinta de la cilíndrica, por ejemplo en forma de T invertida, lo cual facilita la conformación del cordón durante la soldadura.
Otra variante de la invención consiste en utilizar un cordón de material plástico co-extruído (con un material de barrera en el centro del cordón) para garantizar asimismo en la zona definida entre los bordes del laminado, una buena protección de barrera con el entorno externo del tubo.
La presente invención presenta varias ventajas, en particular:
- Ya no es necesario un sistema de soldadura complejo por alta frecuencia; la energía necesaria para efectuar la soldadura procede del cordón de material plástico.
- El aspecto exterior del tubo es perfecto, dado que la energía para efectuar la soldadura se aplica desde el interior. Con los sistemas del estado de la técnica se aplica la energía desde el exterior; la soldadura es mate y marcada.
- Capa (cordón) de recubrimiento importante de PE o PP (u otros materiales) en el interior del tubo sobre la unión de los 2 bordes del laminado, evitando cualquier contacto entre el producto en el tubo y la capa de barrera del laminado (por ejemplo, aluminio) .
Exposición detallada de la invención La invención se describe más en detalle a continuación por medio de ejemplos ilustrados por las figuras siguientes:
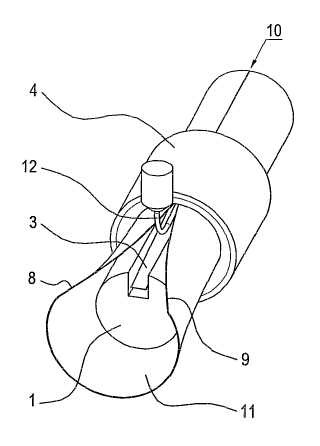
La figura 1 es una vista en perspectiva de un primer dispositivo según la invención.
La figura 2 es una sección lateral del dispositivo de la figura 1.
La figura 3 es una vista en perspectiva de un segundo dispositivo según la invención.
La figura 4 es una sección lateral del dispositivo de la figura 3.
La figura 5 es una vista en perspectiva de un tercer dispositivo según la invención.
La figura 6 es una sección lateral del dispositivo de la figura 5.
La figura 7 es una vista en perspectiva de un cuarto dispositivo según la invención.
La figura 8 es una sección lateral del dispositivo de la figura 7.
La figura 9 es una vista en perspectiva de un quinto dispositivo según la invención.
La figura 10 es una sección lateral del dispositivo de la figura 9.
La figura 11 representa una primera variante de una soldadura según la invención.
La figura 12 representa una segunda variante de una soldadura según la invención.
La figura 13 representa una tercera variante de una soldadura según la invención.
La figura 14 representa una cuarta variante de una soldadura según la invención.
Lista de referencias numéricas utilizadas en las figuras
1. Vástago de soldadura
2. Matriz de calibrado (altura ajustable)
3. Correa (metálica) interior
4. Hilera de formación
5. Patín de apoyo
6. Correa... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de un embalaje de material plástico de forma tubular, procedimiento que comprende una etapa de arrollamiento durante la cual se arrolla un laminado (11) , una etapa de puesta en disposición durante la cual se disponen extremo con extremo los bordes (8, 9) del laminado (11) y una etapa de fijación durante la cual se fijan uno a otro por soldadura dichos bordes (8, 9) del laminado (11) , caracterizado porque se extruye y se deposita un cordón de material plástico en el estado fundido (12) sobre la cara interna del embalaje, de manera que recubra por lo menos la zona de soldadura (10) definida entre los bordes, procediendo la energía necesaria para efectuar la soldadura (10) , del cordón de material plástico (12) .
2. Procedimiento según la reivindicación 1, caracterizado porque el cordón en el estado fundido (12) se deposita previamente a la etapa de puesta en disposición.
3. Procedimiento según la reivindicación 1, caracterizado porque el cordón en el estado fundido (12) se deposita durante la etapa de puesta en disposición.
4. Procedimiento según la reivindicación 1, caracterizado porque el cordón en el estado fundido (12) se deposita consecutivamente a la etapa de puesta en disposición.
5. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque se dispone el cordón en el estado fundido (12) por debajo de dicha zona de soldadura (10) .
6. Procedimiento según cualquiera de las reivindicaciones anteriores 1 a 4, caracterizado porque se dispone el cordón en el estado fundido (12) por encima de dicha zona de soldadura (10) .
7. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque el cordón (12) está constituido por un material plástico co-extruido con un material de barrera en el centro del cordón (16) .
8. Embalaje de forma tubular obtenido según un procedimiento tal como se ha definido en cualquiera de las reivindicaciones anteriores, caracterizado porque comprende un elemento de refuerzo de la zona definida entre los bordes que está constituido por un cordón extruido de material plástico (12) .
9. Dispositivo para la realización de un procedimiento tal como se ha definido en cualquiera de las reivindicaciones 1 a 7, caracterizado porque comprende un vástago de soldadura (1) adaptado para ser rodeado por un laminado (11) , caracterizado porque comprende unos medios (7) para extruir y disponer un cordón de material plástico en el estado fundido (12) entre la superficie externa del vástago de soldadura (1) y un laminado (11) dispuesto alrededor de dicho vástago (1) .
10. Dispositivo según la reivindicación 9, que comprende además una correa de transporte precalentada (3) dispuesta sobre el vástago de soldadura (1) de manera que dicho cordón en el estado fundido (12) esté dispuesto entre dicha correa de transporte (3) y un laminado (11) que rodea dicho vástago (1) .
11. Dispositivo según la reivindicación 9 o 10, que comprende una correa de conducción exterior (6) y un patín de apoyo (5) ajustable dispuestos de manera que ejerzan en dirección a dicho vástago de soldadura (1) una presión sobre un laminado (11) y un cordón de material plástico en el estado fundido (12) que estarían dispuestos entre dicha correa de conducción (6) y dicho vástago de soldadura (1) .
12. Dispositivo según cualquiera de las reivindicaciones 9 a 11, en el que dichos medios (7) para extruir y disponer un cordón de material plástico en el estado fundido (12) están dispuestos por el lado de la cara superior del vástago de soldadura (1) .
13. Dispositivo según cualquiera de las reivindicaciones 9 a 11, en el que dichos medios (7) para extruir y disponer un cordón de material plástico en el estado fundido (12) están dispuestos por el lado de la cara inferior del vástago de soldadura (1) .
Patentes similares o relacionadas:
Envase para productos anaerobios, del 2 de Octubre de 2019, de Henkel IP & Holding GmbH: Un envase que comprende: a. un recipiente, teniendo el recipiente un cuerpo de recipiente, y siendo el cuerpo de recipiente suficientemente permeable […]
ENVASE FLEXIBLE CON TAPÓN DE AUTO SUSTENTACIÓN, del 6 de Marzo de 2019, de MESPACK, SL: 1. Envase flexible con tapón de auto sustentación, siendo el envase de un material laminar flexible e impermeable y obtenido a partir de dos […]
ENVASE TUBULAR CON UN TUBO EXTERIOR Y UN CONTENEDOR INTERIOR, del 21 de Septiembre de 2017, de CTL-TH PACKAGING, S.L. UNIPERSONAL: Envase tubular de material flexible, que comprende un tubo exterior y un contenedor interior alojado dentro del tubo exterior y […]
Contenedor ligero de dosis única, del 2 de Noviembre de 2016, de Monfitello Inc: Un contenedor para almacenar y dispensar productos, dicho contenedor comprende: un cuerpo flexible para dispensar una dosis única de dicho producto, dicho cuerpo […]
Dispensador portátil, del 6 de Octubre de 2016, de SPORTSHOWER, S.L: 1. Dispensador portátil formado por un contenedor estanco que comprende: - una bolsa deformable en donde se almacena el líquido, - una válvula para introducir […]
Envase para productos de tipo pasta, del 15 de Octubre de 2014, de Ankudinov, Vladimir Aleksandrovich: Un envase para productos de tipo pasta diseñado en forma de un paquete plano de un material flexible con una línea de apertura , en el que una zona adyacente a la línea […]
DISPOSITIVO DISPENSADOR DE PASTA DENTÍFRICA, del 28 de Noviembre de 2013, de OSÉS LATASA, Jesús: 1. Dispositivo dispensador de pasta dentífrica, que estando previsto para la extracción de la pasta dentífrica contenida en un tubo, y cuya extracción […]
ENVASE MONODOSIS PARA DENTIFRICOS Y SIMILARES, del 4 de Octubre de 2011, de ARAMA LAFUENTE, YAEL SIMINA: 1. Envase monodosis para dentífricos y similares, caracterizado porque consiste en una cápsula de un material soluble en la saliva o rompible y digerible, […]