OBJETOS MUTICAPA Y PROCEDIMIENTO DE REALIZACION.
Procedimiento de realización de un objeto multicapa que forma un cuerpo de revolución,
comprendiendo dicho objeto por lo menos un fondo de diámetro D unido a una pared lateral de espesor medio E y de altura H; procedimiento que consiste en alimentar una dosis multicapa coextruida a la cavidad de un molde y después en comprimir dicha dosis con el fin de formar el objeto; formando la dosis un cuerpo de revolución alrededor de un eje de simetría; consistiendo la dosis en un apilamiento radial de varias capas de las cuales por lo menos una es una fina capa funcional, siendo el diámetro exterior de dicha dosis sustancialmente igual a D; siendo la dirección de compresión paralela al eje de simetría de dicha dosis; realizándose la compresión en una cara de la dosis, y siendo la dosis comprimida solamente en una parte de dicha cara
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2006/052838.
Solicitante: AISAPACK HOLDING SA.
Nacionalidad solicitante: Suiza.
Dirección: RUE DE LA PRAISE 31,1896 VOUVRY.
Inventor/es: THOMASSET, JACQUES.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29B11/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29B PREPARACION O PRETRATAMIENTO DE MATERIAS A CONFORMAR; FABRICACION DE GRANULOS O DE PREFORMAS; RECUPERACION DE LAS MATERIAS PLASTICAS O DE OTROS CONSTITUYENTES DE MATERIALES DE DESECHO QUE CONTIENEN MATERIAS PLASTICAS. › B29B 11/00 Fabricación de preformas (B29C 61/06 tiene prioridad). › Moldeo por compresión.
- B29B11/14 B29B 11/00 […] › caracterizado por la estructura o la composición.
- B29C43/20B
- B29C47/06
- B29C49/00G
- B29C49/04 B29 […] › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Moldeo por extrusión-soplado.
Clasificación PCT:
- B29B11/12 B29B 11/00 […] › Moldeo por compresión.
- B29C31/04 B29C […] › B29C 31/00 Manipulación, p. ej. alimentación del material a conformar. › Alimentación, p. ej. carga en una cavidad de moldeo.
- B29C43/20 B29C […] › B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto. › Fabricación de objetos multicapas o multicolores.
- B29C47/06
- B29C49/04 B29C 49/00 […] › Moldeo por extrusión-soplado.
Fragmento de la descripción:
Objetos multicapa y procedimiento de realización.
Campo de la invención
La presente invención se refiere a un procedimiento de realización de objetos multicapa mediante moldeo por compresión de una dosis coextruída de resina sintética.
Estado de la técnica
La patente japonesa JP 2098415 propone realizar un objeto multicapa mediante moldeo por compresión de una dosis multicapa cilíndrica que consiste en un apilamiento radial de varias capas de resina sintética. El moldeo por compresión de esta dosis según una dirección paralela a su eje de simetría y que crea un flujo radial de la dosis conduce a un objeto que presenta una estructura multicapa. Según el procedimiento descrito en la patente JP 2098415, el aplastamiento de la dosis conduce a unos objetos multicapa tales como los ilustrados en la figura 3.
En la patente JP 2098415 se propone utilizar una dosis tricapa ilustrada en la figura 1, estando constituida esta dosis por una primera resina 4 que forma la parte central de la dosis, una segunda resina 3 que cubre solamente las caras laterales de la primera resina y una tercera resina 2 que cubre solamente las caras laterales de la segunda resina. Esta dosis es posicionada en un molde de compresión 5 que comprende una matriz 6 y un punzón 7. El aplastamiento de esta dosis compuesta en el molde 5 según su eje de simetría se ilustra en la figura 2. El aplastamiento crea un flujo radial de la dosis.
El objeto multicapa obtenido según el procedimiento descrito en la patente JP 2098415 se ilustra en la figura 3. La estructura multicapa obtenida se caracteriza por la doble capa funcional 3 aprisionada en el espesor del objeto; formando dicha capa 3 un pliegue y presentando dos extremos libres. Los envases multicapa realizados según la invención descrita en la patente JP 2098415 presentan numerosas ventajas, en particular cuando la capa funcional es una capa de barrera al oxígeno que permite mejorar la conservación de los alimentos contenidos en el envase. No obstante, aplicando el procedimiento descrito en la patente JP 2098415, se obtiene una doble capa funcional 3 sustancialmente centrada en el espesor del objeto. Ahora bien, convendría que una capa funcional estuviera próxima a la pared interna. Dicha configuración tendría el mérito de reducir la cantidad de moléculas que migran desde el producto envasado hacia la pared del envase o desde la pared del envase hacia el producto envasado. El procedimiento descrito en la patente JP 2098415 no permite modificar la posición de la capa funcional en el espesor de la pieza.
La solicitud de patente japonesa JP 2003 039531 A describe una preforma multicapa obtenida por compresión de una dosis multicapa.
La solicitud de patente japonesa JP 03 234604 A da a conocer la fabricación de un objeto hueco a partir de una dosis multicapa, formando esta última una especie de núcleo en el interior de la dosis.
La solicitud de patente japonesa JP 2005 125532 A describe una dosis multicapa en la cual se sitúa un material posicionado de una cierta manera con el fin de asegurar una distribución óptima de la material durante la compresión.
Objetivo de la invención
Como se verá a continuación, la presente invención prevé modificar la posición de la capa funcional en el espesor de la pieza y disponerla a una distancia más próxima a la pared interna que a la pared externa del objeto.
Sumario de la invención
La invención consiste en un procedimiento de realización de un objeto multicapa que forma un cuerpo de revolución, comprendiendo dicho objeto por lo menos un fondo de diámetro D unido a una pared lateral de espesor E y de altura H. El procedimiento consiste en alimentar una dosis multicapa coextruida a la cavidad de un molde y después en comprimir dicha dosis con el fin de formar el objeto; siendo la dirección de compresión paralela al eje de simetría de dicha dosis y la compresión se aplica sobre una cara de la dosis. La dosis forma un cuerpo de revolución alrededor de un eje de simetría y consiste en un apilamiento radial de varias capas, de las cuales por lo menos una es una fina capa funcional. El diámetro exterior de dicha dosis es sustancialmente igual a D. El procedimiento se caracteriza porque la dosis se comprime solamente en una parte de dicha cara.
La invención consiste asimismo en realizar unos objetos multicapa mediante moldeo por compresión de una dosis de diámetro D que consiste en un apilamiento radial de varias capas, por lo menos una de las cuales es una fina capa funcional, y en posicionar, gracias a la invención, la capa funcional cerca de la pared interna del envase. La dosis multicapa es alimentada en un molde y comprimida en la dirección del eje de simetría de la dosis. El centrado de la dosis en el molde es importante para obtener una distribución correcta de las capas en toda la periferia del objeto. Ventajosamente, la dosis no se comprime en toda su superficie, sino solamente en una parte central de la dosis, siendo el diámetro de dicha parte central inferior a D.
Según un modo de realización preferido de la invención, una dosis multicapa de diámetro igual a D se alimenta a la cavidad de un molde; siendo el diámetro de la dosis próximo al diámetro de la cavidad del molde; siendo el diámetro de la dosis de manera preferente ligeramente inferior al diámetro de dicha cavidad del molde. La dosis multicapa se comprime en una superficie sustancialmente igual a (D-2E), siendo E igual al espesor de la pieza moldeada. Según este modo de realización preferido de la invención, la dosis fluye principalmente según la dirección de compresión y no radialmente. Según este modo de realización preferido, la capa funcional se posiciona radialmente en la dosis a una distancia preferentemente comprendida entre
La invención es particularmente ventajosa para realizar unos objetos cuya altura H es superior a D. Para dichos objetos en los que la altura H es suficientemente grande frente a dicho diámetro D, se obtienen unas propiedades particularmente interesantes relacionadas con el hecho de que la capa funcional se encuentra próxima a la pared de dicho objeto y sólo una pequeña parte de la pared de dicho objeto no presenta ninguna estructura multicapa.
La invención se pondrá más claramente de manifiesto a partir de la descripción detallada de los ejemplos ilustrados por las figuras siguientes.
Breve descripción de las figuras
Las figuras 1 a 3 ilustran un procedimiento de realización de objetos multicapa según la técnica anterior más próxima.
La figura 1 ilustra la primera etapa del procedimiento de realización de objetos multicapa según la patente JP 2098415, etapa que consiste en alimentar una dosis multicapa a la cavidad de un molde.
La figura 2 muestra la segunda etapa del procedimiento de realización de objetos multicapa según la patente JP 2098415, etapa que consiste en comprimir la dosis en el molde con el fin de crear un flujo radial de la dosis.
La figura 3 ilustra el objeto multicapa obtenido según el procedimiento descrito en la patente JP 2098415. Este objeto comprende una fina capa de resina funcional 3 aprisionada entre dos capas de resina 2 y 4 que forman el objeto.
Las figuras 4 a 6 ilustran el procedimiento de realización de objetos multicapa según la invención.
La figura 4 muestra la alimentación de la dosis multicapa a la cavidad del molde, siendo el diámetro D de la dosis sustancialmente igual al diámetro de la cavidad del molde.
La figura 5 muestra la compresión de la dosis según el procedimiento, realizándose la compresión de la dosis únicamente en su parte central, creando la compresión de la dosis un flujo en la dirección de compresión.
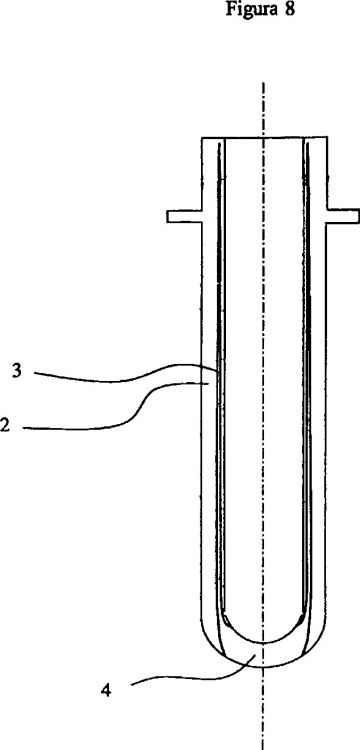
La figura 6 ilustra el objeto multicapa obtenido según el procedimiento inventivo. Este objeto comprende una fina capa de resina funcional 3 aprisionada entre dos capas de resina 2 y 4 que forman el objeto, encontrándose la capa de resina funcional 3 en la proximidad de la pared interna del objeto.
La figura 7 ilustra una preforma...
Reivindicaciones:
1. Procedimiento de realización de un objeto multicapa que forma un cuerpo de revolución, comprendiendo dicho objeto por lo menos un fondo de diámetro D unido a una pared lateral de espesor medio E y de altura H; procedimiento que consiste en alimentar una dosis multicapa coextruida a la cavidad de un molde y después en comprimir dicha dosis con el fin de formar el objeto; formando la dosis un cuerpo de revolución alrededor de un eje de simetría; consistiendo la dosis en un apilamiento radial de varias capas de las cuales por lo menos una es una fina capa funcional, siendo el diámetro exterior de dicha dosis sustancialmente igual a D; siendo la dirección de compresión paralela al eje de simetría de dicha dosis; realizándose la compresión en una cara de la dosis, y siendo la dosis comprimida solamente en una parte de dicha cara.
2. Procedimiento según la reivindicación anterior, caracterizado porque la parte de cara sometida a la comprensión está centrada alrededor del eje de simetría de la dosis.
3. Procedimiento según la reivindicación anterior, caracterizado porque el diámetro de dicha parte central de la dosis es sustancialmente igual a D-2E.
4. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque dicha capa funcional está posicionada radialmente a una distancia del eje de simetría que es inferior a
5. Procedimiento según la reivindicación anterior, caracterizado porque dicha capa funcional está posicionada radialmente a una distancia del eje de simetría que es superior a
6. Objeto multicapa obtenido de acuerdo con el procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque la capa funcional (3) se sitúa a una distancia más cercana de la pared interna que de la pared externa del objeto y porque
a. la fina capa funcional (3) forma un pliegue
b. la fina capa funcional (3) presenta dos extremos libres situados al nivel del fondo
c. la fina capa funcional (3) forma una doble capa en el espesor de la pared lateral.
7. Objeto multicapa según la reivindicación anterior, caracterizado porque la altura H de dicho objeto es superior o igual a D.
8. Objeto multicapa según la reivindicación anterior, caracterizado porque es una preforma para la realización de cuerpos huecos multicapa por soplado y bi-estirado, que comprende un gollete, un fondo y una pared lateral que une el fondo y el gollete.
9. Objeto multicapa según la reivindicación anterior, que presenta una capa funcional (3) cuya proporción en volumen es inferior a 2%.
Patentes similares o relacionadas:
Recipiente con bolsa interior, del 1 de Julio de 2020, de GAPLAST GMBH: Recipiente, que consiste en un recipiente exterior sustancialmente rígido y una bolsa interior ligeramente deformable, en el que el recipiente exterior y la bolsa interior consisten […]
Recipiente multi volumen y procedimiento para el moldeo por soplado del recipiente, del 1 de Julio de 2020, de Corpack GmbH: Un recipiente multi volumen compuesto de un primer elemento y por lo menos un segundo elemento , en el que el primer elemento […]
Procedimiento para producir artículos huecos mediante un procedimiento de soplado con tiempo de ciclo reducido, del 27 de Mayo de 2020, de Plastron S.à.r.l: Procedimiento para producir artículos huecos mediante un procedimiento de soplado con tiempo de ciclo reducido y utilizando un agente de nucleación que mezcla […]
Cabezal de tubo de extrusión para el espumado continuo, del 13 de Mayo de 2020, de W. MULLER GMBH: Cabezal de extrusión para la fabricación de preformas tubulares a partir de plástico extruíble, las cuales están construidas a partir de al menos una primera […]
Recipiente con bolsa moldeada en el conjunto de válvula y proceso de fabricación correspondiente, del 22 de Abril de 2020, de Dow Global Technologies LLC: Un proceso que comprende: colocar una bolsa de manga en el conjunto de válvula (SBoV) en un aparato de molde de soplado que tiene dos moldes opuestos y móviles , […]
Procedimiento y dispositivo para la limpieza de un cabezal de extrusión, del 22 de Abril de 2020, de MAUSER-WERKE GMBH: Procedimiento para la limpieza de cabezales de extrusión en la extrusión de materiales termoplásticos, que se expulsan o extrusionan como preforma tubular de una […]
Sistema y proceso de envasado por soplado, llenado y sellado en frío, del 15 de Abril de 2020, de R.P. SCHERER TECHNOLOGIES, LLC: Un método para el envasado por soplado, llenado y sellado de un producto sensible al calor que está sujeto a la desnaturalización y/o precipitación en el caso de que el […]
Decoración en molde de un artículo y retirada de la decoración, del 1 de Abril de 2020, de ALPLA WERKE ALWIN LEHNER GMBH & CO. KG: Un proceso de decoración en molde para la fabricación de un artículo decorado que comprende las etapas de: - introducir un soporte con una decoración (3, 4, […]