Sistema de dosificación de material plástico para dispositivo de producción de artículos de material plástico.
Unidad de dosificación (1, 26) que forma un bloque (2, 27) que comprende un conducto de entrada de material (10,
34, 35), una cavidad de dosificación (4, 42, 43) que puede comunicarse con dicho conducto de entrada de material (10, 34, 35), un orificio de salida de material (5, 44) dispuesto en una pared de dicha cavidad de dosificación (4, 42, 43), una válvula (3, 28, 29, 52) en forma de vástago cilíndrico adaptado para deslizar a través de, y obturar, dicho orificio de salida de material (5, 44); comprendiendo dicha unidad de dosificación (1, 26) además un pistón (7, 30) montado deslizante de manera coaxial alrededor de la válvula (3, 28, 29, 52) de manera que permita una variación del volumen de la cavidad de dosificación (4, 42, 43);
caracterizada porque la pared lateral del pistón (7, 30) comprende por lo menos un paso pasante (8, 47) adaptado para permitir un encaminamiento de material entre dicho conducto de entrada de material (10, 34, 35) y el interior del pistón (7, 30), estando dicha válvula adaptada para cerrar temporalmente dicho paso pasante (8, 47).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2005/050162.
Solicitante: AISAPACK HOLDING SA.
Nacionalidad solicitante: Suiza.
Dirección: RUE DE LA PRAISE 1896 VOUVRY SUIZA.
Inventor/es: HANOT, DOMINIQUE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C31/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 31/00 Manipulación, p. ej. alimentación del material a conformar. › Alimentación, p. ej. carga en una cavidad de moldeo.
- B29C31/06 B29C 31/00 […] › de cantidades determinadas.
PDF original: ES-2464443_T3.pdf
Fragmento de la descripción:
Sistema de dosificación de material plástico para dispositivo de producción de artículos de material plástico.
Campo de la invención La presente invención se refiere al campo de los sistemas de dosificación de material plástico incorporados en dispositivos de producción de artículos de material plástico.
Estado de la técnica
Unos sistemas de dosificación de este tipo se dan a conocer en los siguientes documentos de patente: US nº 4.943.405 (AISA) , US nº 4.352.775 (Karl Mägerle) y WO 03/047823 (SACMI) .
El sistema de dosificación está integrado en una máquina de producción de tubos, por ejemplo dentífricos o cosméticos. Una unidad de dosificación deposita en un molde una cantidad exacta de plástico necesaria para el moldeo del hombro (parte cónica y orificio del tubo) . El hombro se forma, lo más frecuentemente, mediante un procedimiento de moldeo por compresión.
El sistema de dosificación comprende un conducto de entrada de material plástico, obteniéndose las dosis de material plástico mediante el cierre del conducto de material plástico.
La patente US nº 6.045.736 (AISA) describe una unidad de dosificación que comprende una cavidad que se comunica con un conducto de entrada de material, comprendiendo el fondo de la cavidad un orificio de salida de material que se puede cerrar por medio de una válvula deslizante en forma de vástago.
No obstante, los sistemas de dosificación actuales adolecen de un determinado número de inconvenientes.
En el documento US nº 6.045.736 por ejemplo, a causa de la asimetría del conducto de entrada con respecto a la cavidad, la distribución del material alrededor de la válvula no es homogénea, lo cual conlleva la producción de dosis de material asimétricas.
De manera más general, las dosis obtenidas con los sistemas actuales siempre presentan una forma más o menos asimétrica y variable en cuanto a la masa o al volumen.
El documento JP-A-0740 400 describe una unidad de dosificación según el preámbulo de la reivindicación 1.
Sumario de la invención La presente invención presenta en particular la ventaja de resolver los problemas mencionados anteriormente.
Se refiere a un sistema tal como se define en la reivindicación 1 y a un procedimiento de utilización del sistema tal como se define en la reivindicación 11.
El sistema según la invención permite obtener unas dosis de material plástico cuya masa es precisa y cuya forma es regular desde las primeras dosificaciones.
Preferentemente, el sistema de dosificación está constituido por una extrusora, por un canal de llegada del material plastificado, por un acumulador y por un bloque de dosificación de una o varias boquillas.
Si el sistema comprende varias boquillas, cada una puede ser accionada independientemente de las otras, pueden ser reguladas para suministrar una cantidad de material igual o diferente.
La invención se describirá a continuación de manera más detallada por medio de un modo de realización no limitativo.
Breve descripción de las figuras
La figura 1 presenta una unidad de dosificación en la posición de reposo.
La figura 2 ilustra la apertura de la válvula.
La figura 3 ilustra el flujo de una dosis a través del orificio de salida.
La figura 4 ilustra la formación de una dosis en el exterior del bloque.
La figura 5 muestra una vista ampliada del entorno de la cavidad de dosificación.
La figura 6 presenta la posición de purga.
La figura 7 presenta un primer tipo de acumulador (vista lateral) .
La figura 8 presenta un primer tipo de acumulador (vista desde arriba) .
La figura 9 presenta un segundo tipo de acumulador con una variante de fijación del acumulador a la unidad de dosificación.
La figura 10 presenta una unidad de dosificación en la posición de reposo.
La figura 11 ilustra la apertura de la válvula.
La figura 12 ilustra el flujo de una dosis a través del orificio de salida.
La figura 13 ilustra la formación de una dosis en el exterior del bloque.
La figura 14 muestra una vista ampliada del entorno de la cavidad de dosificación.
La figura 15 presenta la posición de purga.
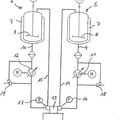
La figura 16 presenta una unidad de dosificación en la posición de reposo.
La figura 17 ilustra la apertura de la válvula.
La figura 18 ilustra el flujo de una dosis a través del orificio de salida.
La figura 19 ilustra la formación de una dosis en el exterior del bloque.
La figura 20 muestra una vista ampliada del entorno de la cavidad de dosificación.
La figura 21 presenta la posición de purga.
Lista de los números de referencia
1. Unidad de dosificación
2. Bloque
3. Válvula
4. Cavidad de dosificación
5. Orificio de salida de material
6. Cubierta
7. Pistón
8. Paso de pistón
9. Rejilla
10. Conducto de entrada de material
11. Tope
12. Garganta helicoidal
13. Orificio mecanizado cónico del pistón
14. Garganta rectilínea
15. Acumulador (1er tipo, vista lateral)
16. Acumulador (1er tipo, vista desde arriba)
17. Conducto
18. Salida de acumulador
19. Tornillo de extrusión
20. Pistón de acumulador
21. 1ª salida de acumulador
22. 2ª salida de acumulador
23. 1er conducto flexible
24. 2er conducto flexible
25. Asiento de válvula
26. Unidad de dosificación
27. Bloque
28. Cuerpo de válvula
29. Casquillo para válvula
30. Pistón
31. Asiento de válvula
32. Rejilla
33. Cubierta de soplado
34. Canal de entrada de material A
35. Canal de entrada de material B
36. Ranura helicoidal (en válvula)
37. Paso de material B en válvula
38. Conducto de material B (en pistón)
39. Ranura helicoidal (en pistón)
40. Cono
41. Orificio de salida de material
42. Cavidad de material B
43. Cavidad de material A
44. Orificio de salida de material B
45. Tope
46. Paso de material A para capa interna
47. Paso de material A en pistón para capa externa
48. Capa externa de la dosis (material A)
49. Capa central de la dosis (material B)
50. Capa interna de la dosis (material A)
51. Tirante para purga
52. Terminal de válvula
La boquilla de dosificación representada en la figura 1 está constituida por un bloque 2, por una válvula en forma de vástago 3, por un asiento de válvula 25, por una cavidad de dosificación 4, por una rejilla 9, por un pistón 7 y por una cubierta de soplado 6.
En la posición de reposo (figura 1) , la cavidad 4 es alimentada por el material plástico a través del bloque 2 y del pistón 7, el paso 8 en el pistón 7 está abierto y el orificio de salida 5 está cerrado. El pistón 7 está en la posición superior en el tope 11 contra el bloque 2.
Durante el ciclo de dosificación, la válvula 3 realiza una carrera lineal generada por un accionador (no ilustrado) cuya carrera es regulable (por ejemplo, gato neumático) .
En la situación ilustrada en la figura 2, se cierra el paso del pistón 8 y se abre el orificio de salida de material 5. La cavidad 4 se encuentra entonces aislada de la alimentación de material.
En la situación ilustrada en la figura 3, la válvula 3 continúa su carrera y hace tope con la cara superior del pistón 7 a la que también acciona hasta la parada del accionador. El pistón 7 expulsa de la cavidad 4 un volumen de material proporcional a su carrera, fluyendo este material por el orificio de salida de material 5.
El accionador acciona a continuación la válvula 3 en sentido inverso, lo cual provoca el cierre del orificio de salida 5 y la apertura del paso en el pistón 8 (figura 4) . Simultáneamente al cierre del orificio de salida 5, la dosis de material plástico se despega mediante soplado. El material a presión en el conducto de entrada de material 10 atraviesa el paso 8 y empuja el pistón 7 contra el tope 11, lo cual tiene el efecto de llenar la cavidad de dosificación 4 y de volver a poner la unidad de dosificación en la posición de reposo tal como se ilustra en la figura 1.
La presión del material en el conducto de entrada de material 10 debe ser suficiente para que el pistón 7 suba antes del siguiente ciclo de dosificación. Este sistema de dosificación no necesita una presión muy precisa en el material y tolera variaciones de la misma.
A continuación... [Seguir leyendo]
Reivindicaciones:
1. Unidad de dosificación (1, 26) que forma un bloque (2, 27) que comprende un conducto de entrada de material (10, 34, 35) , una cavidad de dosificación (4, 42, 43) que puede comunicarse con dicho conducto de entrada de material (10, 34, 35) , un orificio de salida de material (5, 44) dispuesto en una pared de dicha cavidad de dosificación (4, 42, 43) , una válvula (3, 28, 29, 52) en forma de vástago cilíndrico adaptado para deslizar a través de, y obturar, dicho orificio de salida de material (5, 44) ; comprendiendo dicha unidad de dosificación (1, 26) además un pistón (7, 30) montado deslizante de manera coaxial alrededor de la válvula (3, 28, 29, 52) de manera que permita una variación del volumen de la cavidad de dosificación (4, 42, 43) ;
caracterizada porque la pared lateral del pistón (7, 30) comprende por lo menos un paso pasante (8, 47) adaptado para permitir un encaminamiento de material entre dicho conducto de entrada de material (10, 34, 35) y el interior del pistón (7, 30) , estando dicha válvula adaptada para cerrar temporalmente dicho paso pasante (8, 47) .
2. Unidad de dosificación según la reivindicación 1, caracterizada porque la pared inferior del pistón (7, 30) comprende un orificio mecanizado cónico (13) , estando la base del cono situada por el lado de la cavidad de dosificación (4) .
3. Unidad de dosificación según la reivindicación 1 o 2, caracterizada porque la cavidad de dosificación (4, 43) 20 comprende una rejilla (9, 32) .
4. Unidad de dosificación según la reivindicación 2 o 3, caracterizada porque la válvula (3, 28, 29, 52) comprende una ranura (12, 36) en forma de hélice, estando dicha ranura (12, 36) dimensionada para permitir el flujo de material.
5. Unidad de dosificación según la reivindicación anterior, caracterizada porque la válvula (3, 28) comprende una ranura de sección redondeada compuesta por dos porciones sucesivas, es decir una parte recta y después una hélice (12, 36) de profundidad decreciente.
6. Unidad de dosificación según cualquiera de las reivindicaciones 1 a 5, caracterizada porque el pistón (7, 30) 30 comprende una ranura (12, 39) en forma de hélice dispuesta en su cara externa.
7. Unidad de dosificación según la reivindicación anterior, destinada para la fabricación de objetos de múltiples capas, comprendiendo dicha unidad varios conductos de entrada de material (34, 35) y un número correspondiente de pasos (47) en el pistón (30) , comprendiendo la válvula (28) y el pistón (30) cada uno una ranura (36, 39) .
8. Sistema de dosificación de material plástico que comprende una unidad de dosificación según cualquiera de las reivindicaciones anteriores y un acumulador (15, 16) que comprende un conducto (17) dispuesto de manera que se comunica con el conducto de entrada de material (10, 34, 35) , comprendiendo el conducto (17) del acumulador (15, 16) un tornillo de extrusión (19) .
9. Sistema según la reivindicación anterior, que comprende unos medios para desplazar axialmente el tornillo de extrusión (19) en el conducto (17) del acumulador (15, 16) .
10. Sistema según la reivindicación 8, que comprende un pistón de regulación (20) dispuesto de manera que se 45 desplaza en un cilindro dispuesto transversalmente con respecto a dicho conducto (17) del acumulador.
11. Procedimiento de utilización de una unidad de dosificación según cualquiera de las reivindicaciones 1 a 8, caracterizado porque se realizan sucesivamente las etapas siguientes:
-abrir el orificio de salida de material (5, 44) bajando la válvula (3, 28, 29, 52) que cierra simultáneamente el paso pasante (8, 47) ,
-bajar el pistón (7, 30) y extraer una dosis de material plástico a través del orificio de salida de material (5, 44) ,
-cerrar el orificio de salida de material (5, 44) subiendo la válvula (3, 28, 29, 52) que abre simultáneamente el paso pasante (8, 47) ,
-devolver el pistón (7, 30) a su posición inicial mediante la entrada de material a presión en el paso pasante (8, 47) y el llenado de la cavidad de dosificación (4, 42, 43) . 60
Patentes similares o relacionadas:
Aparato de dosificación, del 10 de Junio de 2020, de Piovan S.P.A: Aparato de dosificación para dosificar productos con forma granular y/o microgranular y/o de copos y/o en polvo, en particular para dosificar plásticos y/o aditivos para […]
Producto de plástico, del 10 de Junio de 2019, de Rolan Investment OÜ: Un producto de plástico hecho de residuos plásticos reciclados sucios mixtos, en el que el producto de plástico tiene una estructura de superficie superior , una estructura […]
Sistema y método para la fabricación de un producto de plástico a partir de residuos de plástico mixtos reciclados, del 9 de Agosto de 2017, de Rolan Investment OÜ: Un sistema para producir productos de plástico a partir de materia prima que ha sido reciclada a partir de residuos de plástico mixtos sin clasificar, no identificados […]
 PROCEDIMIENTO PARA LA FABRICACIÓN DE COMPONENTES CON UNA CAPA DE SELLADO DE POLIURETANO (PUR) COMPACTA, del 21 de Febrero de 2011, de KRAUSSMAFFEI TECHNOLOGIES GMBH: Procedimiento para la fabricación de componentes con una capa de sellado de poliuretano compacto, en el que el componente es insertado en un útil […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE COMPONENTES CON UNA CAPA DE SELLADO DE POLIURETANO (PUR) COMPACTA, del 21 de Febrero de 2011, de KRAUSSMAFFEI TECHNOLOGIES GMBH: Procedimiento para la fabricación de componentes con una capa de sellado de poliuretano compacto, en el que el componente es insertado en un útil […]
APARATO DE MOLDEO PARA COMPRESION DE OBJETOS DE PLASTICO., del 16 de Junio de 2006, de SACMI COOPERATIVA MECCANICI IMOLA S.C.R.L.: Aparato para el moldeado por compresión de artículos hechos de plástico, que comprende medios de moldeado y medios de alimentación para suministrar dosis (D) […]
INSTALACION PARA LA FABRICACION DE PIEZAS DE ESTRUCTURAS EN MATERIAL TERMOPLASTICO, ESPECIALMENTE PARA VEHICULOS AUTOMOVILES., del 16 de Diciembre de 2003, de FAURECIA INDUSTRIES: Instalación de fabricación de piezas de estructura hechas con material termoplástico, en particular para vehículos automóviles, que comprende unos medios de producción […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE LENTES OPTICAS., del , de NOVARTIS AG NOVARTIS-ERFINDUNGEN VERWALTUNGSGESELLSCHAFT M.B.H.: EN UN PROCEDIMIENTO PARA LA ELABORACION DE LENTES OPTICAS, EN PARTICULAR DE LENTES DE CONTACTO, SE APLICA UN MATERIAL (M) DE LENTE ENTRE DOS […]
DISPOSITIVO DE SUMINISTRO CUANTITATIVO DE POLVO Y PROCEDIMIENTO PARA SUMINISTRAR CUANTITATIVAMENTE EL POLVO, del 18 de Noviembre de 2011, de FINE TECHNICS CO., LTD: - Un aparato para suministrar polvo cuantitativamente a un sitio requerido, comprendiendo el aparato: una parte motriz para generar una fuerza motriz que usa una potencia […]