EMBALAJE CONSTITUIDO POR UNA PELÍCULA SOLDADA EXTREMO CON EXTREMO.
Embalaje realizado a partir de una película termoplástica cuyos extremos son puestos extremo con extremo,
estando dicha película compuesta por varias capas de las que por lo menos una primera capa es soldante, y una segunda capa cuya soldadura extremo con extremo sólo es parcial o inexistente, siendo los extremos de cada capa puestos en contacto directo, y por lo menos una banda de pequeño espesor frente al espesor de la película, recubriendo dicha banda dichos extremos y estando directamente fijada sobre una de las caras de la segunda capa, siendo la diferencia de temperatura de fusión entre la primera y la o las otras capas superior a 20ºC
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2007/051247.
B29C65/48TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › utilizando adhesivos.
B29C65/50B
B29C65/52B29C 65/00 […] › Aplicación de un adhesivo.
B29C65/72B29C 65/00 […] › por operaciones combinadas, p. ej. soldadura y costura.
B65D35/08B […] › B65TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 35/00 Recipientes plegables de forma tubular, concebidos de forma que al expulsar su contenido se deforman permanentemente, p. ej. tubos flexibles para dentífricos u otros productos plásticos o semilíquidos; Soportes adecuados. › de plástico.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
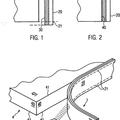
Embalaje constituido por una película soldada extremo con extremo. Campo de la invención La presente invención se sitúa en el campo de los embalajes formados por medio de películas plásticas. La misma se refiere más precisamente a un embalaje cuyos extremos están soldados extremo con extremo. La invención se refiere asimismo a un procedimiento de fabricación de un embalaje realizado a partir de una película termoplástica y cuyos extremos están soldados extremo con extremo. Estado de la técnica Los embalajes confeccionados a partir de películas que contienen por lo menos una capa de plástico, que constituyen por ejemplo unas bolsas, unos tubos o también unos tetrabriks, son conocidos en el estado de la técnica. Estos embalajes se confeccionan en particular por soldadura de los extremos de la película. Un primer procedimiento de soldadura consiste en realizar un ensamblaje denominado "carne-carne" en el que se suelda la cara inferior de la película sobre sí misma. Este ensamblaje está ilustrado en la figura 1. Un segundo procedimiento de soldadura consiste en realizar un ensamblaje denominado "carne-cuero" en el que se forma un recubrimiento de los extremos de la película y se suelda la cara inferior sobre la cara superior de dicha película. Este ensamblaje está ilustrado en la figura 2. Un tercer procedimiento de ensamblaje denominado "extremo con extremo" consiste en soldar los extremos de la película sin que se solapen. Este procedimiento, ilustrado en la figura 3 se describe en las patentes WO 2005/095105 A1 y US nº 5.569.144 y US nº 4.733.800. A título de ejemplo, la patente US nº 4.733.800 describe la realización de un tubo flexible fabricado a partir de una película plástica multicapa y que tiene unas propiedades de no retorno elástico, propiedad característica de los tubos flexibles de aluminio. Esta patente propone la utilización de una banda soldada por el interior o por el exterior del tubo y que une los extremos soldados, conteniendo dicha banda una hoja metálica que aporta las propiedades de no retorno. La patente mencionada anteriormente precisa que el espesor de la hoja metálica en la banda es superior al espesor de la hoja metálica en la película multicapa. Un inconveniente importante de esta patente está relacionado con la dificultad de cerrar los extremos del cuerpo tubular confeccionado. Para fabricar un tubo para productos pastosos (dentífrico por ejemplo) es habitual soldar una cabeza de tubo moldeada por inyección sobre el extremo del cuerpo tubular. La soldadura de una cabeza de tubo sobre un cuerpo tubular obtenido según la enseñanza de esta patente US nº 4.733.800 es particularmente difícil de realizar. Los extremos de la banda soldada crean una discontinuidad de la superficie interna del cuerpo tubular, y por consiguiente ocasionan un riesgo de fuga. Se sugiere también en esta patente soldar dicha banda por el exterior del tubo. Sin embargo, esta banda de gran espesor que contiene una capa de aluminio perjudica en gran manera la estética del embalaje. La patente US nº 5.569.144 describe un dispositivo de soldadura extremo con extremo de los extremos de la película. El tubo obtenido presenta unas propiedades estéticas mejoradas, con una zona de soldadura casi invisible. Sin embargo, la baja resistencia del tubo a nivel de la zona soldada hace que la utilización de estos tubos en el mercado resulte muy arriesgada. La solicitud de patente internacional WO 2005/095105 describe un procedimiento para mejorar la soldadura extremo con extremo de una película multicapa que comprende una capa no soldante. Este procedimiento consiste en utilizar un laminado que comprende unas películas soldantes a nivel de las caras inferior y superior; encontrándose la capa no soldante aprisionada entre las películas soldantes retirada a nivel de los extremos de la película; de manera que durante la soldadura extremo con extremo las capas soldantes envuelven la capa no soldante a nivel de su extremo y permiten una soldadura de la película en todo su espesor. Este procedimiento permite la mejora de la soldadura extremo con extremo de películas multicapa, sin embargo los tubos multicapas realizados según el procedimiento propuesto en la solicitud WO 2005/095105 presentan una resistencia a nivel de la soldadura inferior a la resistencia de la película. La principal dificultad de la soldadura extremo con extremo es la obtención de una zona soldada cuya resistencia es próxima a la resistencia de la película. Se busca en particular evitar el modo de rotura frágil que se observa a nivel de la soldadura extremo con extremo cuando la soldadura es solicitada a tracción. La invención permite realizar unos embalajes soldados extremo con extremo a partir de una película multicapa que comprende por lo menos una capa no soldante; presentando los embalajes obtenidos según la invención una resistencia de la zona soldada por lo menos igual a la resistencia de la película, y unas propiedades estéticas mejoradas. 2 Exposición general de la invención La invención se refiere a la soldadura extremo con extremo de una película compuesta por varias capas de las que por lo menos una capa es funcional y una capa es soldante, estando soldada dicha capa funcional como máximo parcialmente. Se añade una banda que une los extremos de la película con el fin de compensar la pérdida de resistencia a nivel de la zona soldada; estando la pérdida de resistencia relacionada con el hecho de que los extremos de dicha capa funcional están como máximo parcialmente soldados o que la capa soldante tiene unas propiedades disminuidas a nivel de la soldadura. Los diferentes aspectos de la invención se pondrán más claramente de manifiesto a partir de las figuras siguientes y de su descripción detallada: Las figuras 1 a 4 describen los principales procedimientos descritos en la técnica anterior para unir los extremos de una película. La figura 1 ilustra la soldadura denominada carne-carne que consiste en ensamblar los extremos 5 de dicha película 2 sobre su cara inferior 4, estando dicha cara inferior situada en el interior del embalaje. La figura 2 ilustra el modo de soldadura denominado carne-cuero o con recubrimiento que consiste en soldar los extremos 5 de la película 2, estando la cara superior 3 de la película 2 ensamblada sobre la cara inferior 4 de la película 2; estando dicha cara inferior y dicha cara superior situadas respectivamente en el interior y en el exterior del embalaje. La figura 3 ilustra el modo de soldadura denominado extremo con extremo de los extremos 5 de la película 2 La figura 4 muestra un tipo de ensamblaje según el estado de la técnica. La figura 5 ilustra un modo preferido de la invención que consiste en un ensamblaje 1 de los extremos 5 de la película 2; estando la película 2 formada por lo menos por una capa soldante 8 y una capa funcional 7, siendo dichos extremos 5 soldados extremo con extremo únicamente a nivel de la capa soldante 8; siendo una banda 6 de pequeño espesor pegada sobre la cara superior 3 de la película 2 y uniendo los extremos no soldados de la capa 7. La figura 6 ilustra el ensamblaje de una película 2 parcialmente soldada extremo con extremo a nivel de sus extremos 5, siendo una banda 6 añadida sobre la cara superior 3 del ensamblaje que forma la superficie externa del embalaje; siendo una segunda banda 10 añadida sobre la cara inferior 4 del embalaje y que constituye la superficie interna del embalaje; uniendo dichas bandas 6 y 10 los extremos 5 parcialmente soldados. La figura 7 ilustra el hecho de que una capa de revestimiento 11 puede ser añadida sobre la superficie externa 3, con el fin de cubrir toda la superficie de la película 2 y de la banda 6. La capa de revestimiento 11 forma la superficie externa del embalaje, y la banda 6 se encuentra aprisionada en la estructura multicapas. La figura 8 ilustra la realización de un cuerpo tubular según el modo preferido de la invención. Exposición detallada de la invención Definición de los términos utilizados en la exposición de la invención: - Soldadura: operación que consiste en ensamblar haciendo fundir dos materiales de la misma naturaleza o miscibles en estado fundido, manifestándose dicha miscibilidad por la difusión y la interpenetración de las cadenas moleculares; y después haciendo enfriar dichos materiales con el fin de fijar el estado de interpenetración molecular. - Pegado: operación de ensamblaje de dos materiales que no son de la misma naturaleza o son inmiscibles en estado fundido. El pegado puede hacer intervenir unos mecanismos químicos (reacción de los extremos de cadena, reticulación), unos mecanismos físicos (fuerzas de Van der Waals, evaporación). El pegado es una operación de ensamblaje que puede ser realizada a temperatura ambiente o calentando los materiales. - Capa soldante: capa cuya principal característica es permitir... [Seguir leyendo]
Reivindicaciones:
1. Embalaje realizado a partir de una película termoplástica cuyos extremos son puestos extremo con extremo, estando dicha película compuesta por varias capas de las que por lo menos una primera capa es soldante, y una segunda capa cuya soldadura extremo con extremo sólo es parcial o inexistente, siendo los extremos de cada capa puestos en contacto directo, y por lo menos una banda de pequeño espesor frente al espesor de la película, recubriendo dicha banda dichos extremos y estando directamente fijada sobre una de las caras de la segunda capa, siendo la diferencia de temperatura de fusión entre la primera y la o las otras capas superior a 20ºC. 2. Embalaje según la reivindicación 1, que comprende dos bandas solidarias a los extremos de la película y dispuestas a cada lado de la película. 3. Embalaje según la reivindicación 1 ó 2, en el que la o las banda(s) está(n) pegada(s). 4. Embalaje según cualquiera de las reivindicaciones anteriores, en el que la segunda capa y la banda están recubiertas por una capa de resina sintética. 5. Procedimiento de realización de un embalaje tal como el definido según cualquiera de las reivindicaciones anteriores, que consiste en soldar extremo con extremo los extremos de una película compuesta por varias capas, siendo los extremos de cada capa puestos en contacto directo, comprendiendo dicha película por lo menos una primera capa soldante y una segunda capa cuya soldadura extremo con extremo sólo es parcial o inexistente, caracterizado porque los extremos de la película son puestos extremo con extremo y después sucesivamente calentados y enfriados con el fin de soldar los extremos de dicha primera capa, y porque por lo menos una banda se fija sobre la segunda capa de manera que recubra dichos extremos. 6. Procedimiento según la reivindicación 5, caracterizado porque la banda se fija sobre la segunda capa previamente a dichas operaciones de calentamiento y enfriado. 7. Procedimiento según la reivindicación 5, caracterizado porque la banda se fija sobre la segunda capa posteriormente a dichas operaciones de calentamiento y enfriado. 8. Procedimiento según la reivindicación 5, caracterizado porque la banda se fija sobre la segunda capa conjuntamente con dichas operaciones de calentamiento y enfriado. 9. Procedimiento según cualquiera de las reivindicaciones 5 a 7, en el que se deposita por lo menos una capa de resina sintética que cubre la superficie del ensamblaje formado por dicha película y dicha banda o dichas bandas. 8 9 11
Patentes similares o relacionadas:
Procedimiento para la fabricación de un tablero para mueble, del 24 de Junio de 2020, de Fritz Egger GmbH ; Co. OG: Procedimiento para la fabricación de un tablero para mueble, especialmente de un fondo para un mueble de almacenaje,
- en el que en un primer paso de procedimiento, […]
Estructuras compuestas que tienen juntas de compuesto a metal y métodos para hacer las mismas, del 3 de Junio de 2020, de THE BOEING COMPANY: Un proceso para unir un revestimiento de metal, sin utilizar una placa de empalme, a un revestimiento compuesto, comprendiendo el revestimiento compuesto un primer laminado […]
Método de fabricación de un producto inflable con un acabado de espuma unible, del 13 de Mayo de 2020, de NautiBuoy Marine Limited: Método de fabricación de un producto inflable con un acabado de espuma unible caracterizado por:
modificar una estructura molecular de al menos […]
Un canal catiónico no selectivo en células neurales y compuestos que bloquean el canal para su uso en el tratamiento de la inflamación del cerebro, del 6 de Mayo de 2020, de UNIVERSITY OF MARYLAND, BALTIMORE: Un antagonista de SUR1 que bloquea el canal de NCCa-ATP para su uso en (a) la prevención o el tratamiento de la inflamación de las células neurales […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Estructuras de material compuesto que tienen líneas de unión con impedancia eléctrica empareada, del 11 de Marzo de 2020, de THE BOEING COMPANY: Una estructura laminada de material compuesto, que comprende:
un primer laminado de plastico reforzado con fibra de carbono que tiene una primera impedancia […]
Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]
Procedimiento para sellar un depósito de carburante, del 4 de Diciembre de 2019, de DAHER AEROSPACE: Procedimiento para la fabricación de una estructura de cámara para una aeronave, comportando dicha estructura un volumen capaz […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]
Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]