Objeto multicapa de espesor variable.
Objeto multicapa sin eje de simetría fabricado por compresión en un molde de una dosis multicapa de resinas termoplásticas en estado fundido,
comprendiendo dicho objeto un centro de alimentación correspondiente al punto alrededor del cual la dosis se centra en el molde antes de la compresión, la distancia entre dicho centro de alimentación y el borde del objeto, denominada longitud de flujo, es variable; caracterizado porque para una longitud de flujo dada, cuanto mayor es la longitud de flujo, menor es el espesor medio a lo largo de esta longitud, y viceversa.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2008/053403.
Solicitante: AISAPACK HOLDING SA.
Nacionalidad solicitante: Suiza.
Dirección: RUE DE LA PRAISE 31 1896 VOUVRY SUIZA.
Inventor/es: THOMASSET, JACQUES.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C37/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Elementos constitutivos, detalles, accesorios u operaciones auxiliares no cubiertas por el grupo B29C 33/00 ó B29C 35/00.
- B29C43/20 B29C […] › B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto. › Fabricación de objetos multicapas o multicolores.
PDF original: ES-2382573_T3.pdf
Fragmento de la descripción:
Objeto multicapa de espesor variable.
Campo de la invención
La presente invención se refiere a objetos multicapa sin simetría axial fabricados a partir de una dosis multicapa de resina termoplástica en estado fundido según la reivindicación 1. Se refiere también a las dosis y a los procedimientos utilizados en relación con estos objetos.
La patente JP 04169207 describe un objeto de este tipo según el preámbulo de la reivindicación 1.
Estado de la técnica
Las patentes US nº 4.876.052, JP 2098415 y las solicitudes de patente WO 2005087473, WO 2005087601, WO 2005084904, WO 2005084903, WO 2005084902 describen objetos multicapa así como procedimientos o técnicas de fabricación de objetos multicapa mediante moldeo por compresión. Estos procedimientos consisten en comprimir en un molde una dosis multicapa de resina termoplástica en estado fundido; el aplastamiento de dicha dosis conduce a un objeto que comprende a su vez una estructura multicapa. Los objetos obtenidos según estos procedimientos presentan propiedades particularmente ventajosas procedentes de la estructura multicapa que se obtiene en el espesor del objeto. Así, tales objetos pueden presentar una permeabilidad reducida a los gases, a los olores, o a diversas sustancias químicas.
No obstante, los procedimientos descritos en la técnica anterior permiten realizar únicamente objetos multicapa que presentan un eje de simetría, es decir que forman un cuerpo de revolución. Estos objetos presentan una longitud de flujo idéntica en todas las direcciones. Numerosos objetos no presentan eje de simetría y por consiguiente no pueden realizarse a partir de las descripciones de la técnica anterior.
Las figuras 1 y 2 ilustran un objeto multicapa cuya fabricación mediante moldeo por compresión se describe en la técnica anterior. La figura 1 representa el objeto multicapa en vista desde arriba mientras que la figura 2 ilustra la sección del objeto. El objeto multicapa 1 comprende un centro de alimentación 2 correspondiente al punto alrededor del cual la dosis se centra en el molde antes de la compresión. Para los objetos de la técnica anterior el punto 2 corresponde a la intersección entre el objeto 1 y el eje de simetría. El punto 2 se define también como el centro de flujo, es decir el punto alrededor del cual el material fluye durante la compresión. El extremo 3 del objeto corresponde a la distancia de flujo máxima. La estructura multicapa presenta un límite 4 a partir del cual el espesor del objeto está formado por una sola capa. El contorno 4 delimita la parte multicapa 5, de la parte monocapa 6 del objeto. Para los objetos de la técnica anterior, la distancia entre los contornos 3 y 4 es constante. Generalmente, se desea reducir la parte 6 que comprende únicamente una sola capa.
La figura 2 presenta la vista en sección del objeto. La estructura multicapa forma una parte de dicho objeto que se extiende desde el centro de flujo hasta el extremo 3. Como el objeto forma un cuerpo de revolución, el flujo es idéntico en todas las direcciones alrededor del punto 2.
La figura 3 ilustra un objeto 1 sin eje de simetría realizado según los procedimientos conocidos. La propagación radial de la estructura multicapa varía según el flujo que no es idéntico en todas las direcciones alrededor del punto 2. La estructura multicapa presenta un límite 4 a partir del cual el espesor del objeto está formado por una sola capa. El contorno 4 delimita la parte multicapa 5, de la parte monocapa 6 del objeto. La distancia entre los contornos 3 y 4 no es constante; por tanto la distribución de la estructura multicapa en el objeto 1 no es óptima.
Objeto de la invención
La invención se refiere a objetos multicapa sin eje de simetría realizados mediante moldeo por compresión de una dosis multicapa; así como a su procedimiento de fabricación. Estos objetos pueden ser, por ejemplo, cabezas de tubo ovaladas, tapones ovalados, o componentes de envase rectangulares. La invención permite una mejor distribución de la estructura multicapa y en particular en los extremos del objeto.
Descripción de la invención
La invención se refiere a la realización de un objeto multicapa que no forma un cuerpo de revolución, fabricándose el objeto mediante moldeo por compresión de una dosis multicapa de resina termoplástica en estado fundido.
La invención se refiere a un objeto sin eje de simetría, moldeado por compresión de una dosis multicapa de resina. Este objeto se caracteriza por un espesor no constante que permite una distribución óptima de la estructura multicapa en el objeto.
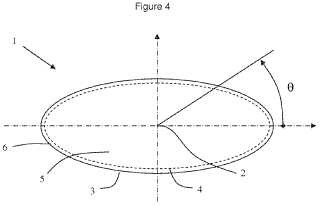
Un primer ejemplo de realización de la invención se ilustra en las figuras 4 y 5. La figura 4 representa un objeto 1 formado por una cubierta ovalada de poco espesor y delimitado por un contorno 3. Este objeto se fabrica por compresión de una dosis multicapa colocada en la cavidad de un molde. La dosis se centra en el punto 2 que representa el centro de flujo. Debido al perfil de espesor del objeto 1, el flujo multicapa se modifica y resulta de esto una distribución mejor de la estructura multicapa 5 en el objeto. El contorno 4, que delimita la estructura multicapa 5 de la estructura monocapa 6, se encuentra a distancia constante del contorno 3 que forma la periferia del objeto. Una distribución controlada de la estructura multicapa en el objeto se obtiene gracias al perfil de espesor.
El perfil de espesor del objeto 1 se representa en la figura 5. La figura 5 indica el espesor del objeto en función de la posición angular θ, estando indicado el ángulo θ en la figura 4. Se ha encontrado en particular que el espesor del objeto 1 es más grande cuando la longitud curvilínea entre el punto 2 y el borde 3 es pequeña; y a la inversa. El perfil de espesor del objeto 1 está en relación con la distancia que conecta el centro de flujo 2 y el extremo 3 del objeto. Cuando el ángulo θ es igual a π/2 ó 3π/2, la longitud curvilínea entre el punto 2 y el borde 3 es mínima mientras que el espesor es máximo. A la inversa, cuando el ángulo θ es igual a 0 o π, la longitud curvilínea entre el punto 2 y el borde 3 es máxima mientras que el espesor es mínimo.
Un segundo ejemplo de realización de la invención se ilustra en las figuras 6 y 7. La figura 6 representa un objeto 1 que forma una cubierta delimitada por un contorno 3. La cubierta no presenta eje de simetría; la distancia entre el centro de gravedad 2 y el contorno 3 no es constante. Durante la fabricación del objeto, la dosis multicapa se centra en el centro de gravedad que es también el centro de flujo 2. El perfil de espesor del objeto se representa en la figura 7. El espesor depende de la posición angular θ indicada en la figura 6. Cuanto mayor es la distancia curvilínea (longitud de flujo) que conecta el punto 2 a la periferia del objeto 3, menor es el espesor del objeto, y viceversa. El perfil de espesor del objeto permite una distribución óptima de la estructura multicapa. La distancia entre el contorno 4 formado por el límite de la estructura multicapa y el borde 3 es constante en toda la periferia del objeto.
La figura 8 ilustra un saliente de tubo 1 que comprende una boca 7. La vista de este saliente según el plano de sección C se ilustra en la figura 9. La figura 9 muestra que el espesor no es constante al nivel del saliente. El perfil de espesor permite una distribución óptima de la estructura multicapa. Se observa que la distancia entre el límite de la estructura multicapa 4 y la periferia 3 del saliente es constante en todo el perímetro.
Tal como se muestra en la figura 9 la variación de espesor puede estar localizada en el objeto. Así, la boca del saliente es de espesor constante en toda la periferia, mientras que el saliente es de espesor variable. El saliente ilustrado en la figura 8 y 9 es particularmente interesante dado que la estructura multicapa está distribuida de manera homogénea en todo el objeto; y la propagación controlada de la estructura multicapa permite soldar una falda de tubo al nivel del borde 3 del objeto.
Las figuras 10 y 11 muestran otro ejemplo de realización de la invención. El objeto 1 representa la boca de un envase destinado a contener productos líquidos. Este envase está constituido por la boca 1, por un cuerpo tubular soldado al nivel del extremo 3 del objeto 1; y por un sistema de apertura - cierre que permite obstruir el orificio 7 cuando el envase está cerrado. La figura 10 ilustra el objeto 1 en una vista desde arriba. El objeto 1 no presenta eje de... [Seguir leyendo]
Reivindicaciones:
1. Objeto multicapa sin eje de simetría fabricado por compresión en un molde de una dosis multicapa de resinas termoplásticas en estado fundido, comprendiendo dicho objeto un centro de alimentación correspondiente al punto alrededor del cual la dosis se centra en el molde antes de la compresión, la distancia entre dicho centro de alimentación y el borde del objeto, denominada longitud de flujo, es variable; caracterizado porque para una longitud de flujo dada, cuanto mayor es la longitud de flujo, menor es el espesor medio a lo largo de esta longitud, y viceversa.
3. Objeto según la reivindicación 1 ó 2, cuya forma es ovalada. 5. Objeto según la reivindicación 1 ó 2, cuya forma es rectangular. 6. Objeto según la reivindicación 1 ó 2, cuya forma es un saliente de tubo. 10 2. Objeto multicapa según la reivindicación 1, en el que la estructura multicapa presenta una distribución homogénea.
15 4. Objeto según la reivindicación 1 ó 2, cuya forma es cuadrada.
Patentes similares o relacionadas:
Aparato y método de separación de guantes, así como también una línea de producción y proceso de producción mediante el uso del aparato y método de separación de guantes, del 8 de Julio de 2020, de SAFEDON LIMITED: Un aparato de separación de guantes para separar por completo de una serie de moldeadores por inmersión una serie correspondiente […]
Procedimiento para fabricar un sustrato eléctricamente no conductor pintado, del 3 de Junio de 2020, de Airbus Helicopters: Procedimiento para fabricar un sustrato pintado mediante una pintura en polvo , siendo dicho sustrato eléctricamente aislante, durante el cual […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Textiles compuestos, que incluyen filamentos extendidos, del 15 de Abril de 2020, de THE BOEING COMPANY: Un artículo que comprende un textil multidireccional de primeras estopas de fibra de refuerzo que se extienden en una primera dirección y segundas […]
Combinación de una pieza compuesta y un conducto de ventilación, y método de fabricación de una pieza compuesta, del 8 de Abril de 2020, de THE BOEING COMPANY: La combinación de una pieza compuesta y un conducto de ventilación para usar en una bolsa de vacío que procesa la pieza compuesta, en donde: el conducto […]
Montante compuesto tubular que presenta refuerzo interno y método para realizar los mismos, del 4 de Diciembre de 2019, de THE BOEING COMPANY: Montante que comprende: un tubo compuesto laminado que presenta un interior sustancialmente hueco; un primer par de refuerzos longitudinales […]
 Método y sistema para el aislamiento de tubos reforzados, del 30 de Octubre de 2019, de Rilco Manufacturing Company, Inc: Un material de aislamiento reforzado que comprende:
a) una pluralidad de láminas flexibles de material de aislamiento, y cada lámina tiene una pluralidad de huecos […]
Método y sistema para el aislamiento de tubos reforzados, del 30 de Octubre de 2019, de Rilco Manufacturing Company, Inc: Un material de aislamiento reforzado que comprende:
a) una pluralidad de láminas flexibles de material de aislamiento, y cada lámina tiene una pluralidad de huecos […]
Extracción de un guante moldeado por inmersión de un formador, del 19 de Junio de 2019, de SAFEDON LIMITED: Un aparato (20, 20', 120) de extracción de guantes para extraer completamente un guante elastomérico moldeado por inmersión parcialmente extraído de un formador […]