CIP-2021 : B23K 26/00 : Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
CIP-2021 › B › B23 › B23K › B23K 26/00[m] › Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 15/00 hasta B23K 28/00: Otros procedimientos de soldadura o de corte; Trabajo por rayos láser
Notas[n] de B23K 26/00: - Este grupo principal cubre :
- tratamiento con láser para la obtención de una capa debilitada, con o sin eliminación de material;
- procesado por láser de impacto;
- aparatos para tratamientos de superficies mediante láser;
- ablación laser.
- Este grupo principal no cubre :
- deposición asistida por láser, cubierta por la subclase C23C;
- sinterización láser, cubierta por el grupo B22F 3/105 para polvos metálicos, por el grupo B29C 67/04 para plásticos, por el grupo C03B 19/06 para vidrio o por el grupo C04B 35/64 para cerámicos;
- decapado químico asistido por láser, cubierto por el grupo C23F 1/00 .
B23K 26/02 · Colocación o vigilancia de las piezas, p. ej. con relación al punto de impacto; Alineación, apuntamiento o focalización del haz de rayos láser.
B23K 26/03 · · Vigilancia, p. ej. monitorización, de las piezas.
B23K 26/035 · · Alineación del haz de rayos láser (automáticamente B23K 26/042).
B23K 26/04 · · Alineación, apuntado o focalización automáticos del haz de rayos láser, p. ej. utilizando la luz difundida de vuelta.
B23K 26/042 · · · Alineado automático del haz de rayos láser.
B23K 26/044 · · · · Seguimiento de las uniones.
B23K 26/046 · · · Enfocado automático del haz de rayos láser.
B23K 26/06 · · Determinación de la configuración del haz de rayos, p. ej. con ayuda de máscaras o de focos múltiples.
B23K 26/062 · · · por control directo del haz de rayos láser.
B23K 26/0622 · · · · por impulsos de conformado.
B23K 26/064 · · · por medio de elementos ópticos, p. ej. lentes, espejos o prismas.
B23K 26/066 · · · · utilizando máscaras.
B23K 26/067 · · · Separando el haz de rayos en múltiples rayos, p.ej. focos múltiples.
B23K 26/073 · · · Determinación de la configuración para el punto del láser.
B23K 26/08 · Dispositivos que tiene un movimiento relativo entre el haz de rayos y la pieza.
B23K 26/082 · · Sistemas de escaneo, es decir, dispositivos que implican el movimiento del haz de rayos láser respecto al cabezal del láser.
B23K 26/10 · · con un soporte fijo.
B23K 26/12 · bajo ambientes o atmósfera especial, p. ej. en un recinto.
B23K 26/122 · · en un líquido, p.ej. bajo el agua.
B23K 26/14 · con una corriente de fluido asociada al haz de rayos, p. ej. un chorro de gas; Boquillas para tal fin (B23K 26/12 tiene prioridad).
B23K 26/142 · · para la eliminación de subproductos.
B23K 26/144 · · conteniendo partículas la corriente de fluido, p.ej. polvo.
B23K 26/146 · · conteniendo un líquido la corriente de fluido.
B23K 26/16 · Eliminación de subproductos, p. ej. de partículas o de vapores producidos durante la operación (con ayuda de una corriente de fluido B23K 26/142).
B23K 26/18 · utilizando capas absorbentes sobre el material a trabajar, p. ej. para marcado o protección.
B23K 26/20 · Unión (soldadura sin fusión por energía radiante B23K 1/005; unión de elementos plásticos preformados por calentamiento mediante láser B29C 65/16).
B23K 26/21 · · por soldadura.
B23K 26/211 · · · con interposición de un material especial para facilitar la conexión entre las partes.
B23K 26/22 · · · Soldadura por puntos.
B23K 26/24 · · · Soldadura por costuras.
B23K 26/242 · · · · Soldadura en angulo, es decir, implicando un cordon de sección sustancialmente triangular uniendo dos partes.
B23K 26/244 · · · · soldadura de traslape por costuras.
B23K 26/26 · · · · de costuras rectilíneas.
B23K 26/262 · · · · · para costuras longitudinales de tubos.
B23K 26/28 · · · · de costuras curvadas planas.
B23K 26/282 · · · · · de secciones de tubo.
B23K 26/30 · · · · de costuras tridimensionales.
B23K 26/302 · · · · · de costuras helicoidales.
B23K 26/32 · · tomando en consideración las propiedades del material involucrado.
B23K 26/322 · · · involucrando piezas de metal recubiertas (utilizando capas absorventes en la pieza B23K 26/18).
B23K 26/323 · · · involucrando piezas de materiales metálicos heterogéneos.
B23K 26/324 · · · involucrando piezas no metálicas.
B23K 26/34 · Soldadura láser con otros fines que no sean los de unión.
B23K 26/342 · · Soldadura de recarga.
B23K 26/346 · combinado con soldadura o corte cubierto por los grupos B23K 5/00 - B23K 25/00, p.ej. combinado con soldadura por resistencia.
B23K 26/348 · · combinado con soldadura al arco, p.ej. TIG [tungsten inert gas], MIG [metal inert gas] o soldadura de plasma (haz de rayos laser para iniciar el arco de soldadura o de corte B23K 9/067).
B23K 26/351 · para ajuste o puesta a punto de componentes eléctricos.
B23K 26/352 · para tratamiento superficialt.
B23K 26/354 · · por fusión.
B23K 26/356 · · por procesos de impulsos.
B23K 26/359 · · proporcionando una línea o un patrón de línea, p. ej. una línea punteada de iniciación.
B23K 26/36 · Retirada de material (B23K 26/55, B23K 26/57 tienen prioridad).
B23K 26/361 · · por desbarbado o refilado mecánico (B23K 26/351 tiene prioridad).
B23K 26/362 · · Grabado láser.
B23K 26/364 · · · para la realización de hendiduras o surcos, p. ej. para marcar una hendidura para inicio de rotura.
B23K 26/38 · · mediante escariado o corte.
B23K 26/382 · · · mediante escariado.
B23K 26/384 · · · · de orificios de forma especial.
B23K 26/386 · · · · de orificios ciegos.
B23K 26/388 · · · · Trepanado, es decir, horadado por movimiento del punto de impacto del haz alrededor de un eje.
B23K 26/40 · · tomando en consideración las propiedades del material involucrado.
B23K 26/402 · · · involucrando material no metálico, p.ej. aislantes.
B23K 26/50 · Trabajo por transmisión del haz de láser a través o dentro de la pieza.
B23K 26/53 · · para modificar o reformar el material interior de la pieza, p.ej. para la producción de fisuras de iniciación de rotura.
B23K 26/55 · · para crear rechupes en el interior de las piezas, p.ej. para la formación de canales o modelos de flujo.
B23K 26/57 · · entrando el haz de láser en una cara de la pieza desde la cual es transmitido a través del material de la misma para trabajar en una cara diferente, p.ej. para efectuar eliminación, unión por fusión, modificaciones o reformas.
B23K 26/60 · Tratamiento preliminar.
B23K 26/70 · Operaciones o equipo auxiliar.
CIP2021: Invenciones publicadas en esta sección.
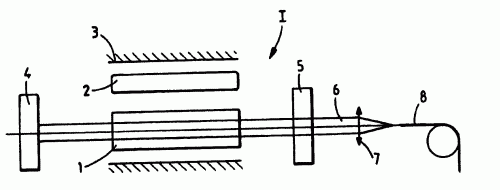
APARATO LASER DE EMISION PULSADA, UTILIZADO EN EL AMBITO MEDICO.
(16/12/2003). Ver ilustración. Solicitante/s: LOKKI S.A. Inventor/es: GUILLET, HUBERT, GASTON.
LA INVENCION SE REFIERE A UN APARATO QUE GARANTIZA LA EMISION PULSADA DE UN HAZ LASER DEL TIPO QUE COMPRENDE: UNA VARILLA LASER , MEDIOS DE EXCITACION PULSADA DE LA VARILLA LASER , PARA QUE ESTA ULTIMA EMITA UNA RADIACION LUMINOSA, UN RESONADOR COLOCADO POR AMBAS PARTES DE LA VARILLA Y QUE PERMITE LA EMISION DE UNA RADIACION LUMINOSA LASER Y MEDIOS DE SELECCION DE LA LONGITUD DE ONDA DE LA RADIACION LUMINOSA LASER EMITIDA. SEGUN LA INVENCION, LOS MEDIOS DE SELECCION SE CONCIBEN PARA FAVORECER LA EMISION DE LA RADIACION LUMINOSA A UNA LONGITUD DE ONDA DE 1,34 MI M, PARA GARANTIZAR UN EFECTO TERMICO EN LOS TEJIDOS BLANDOS Y LOS TEJIDOS DUROS.
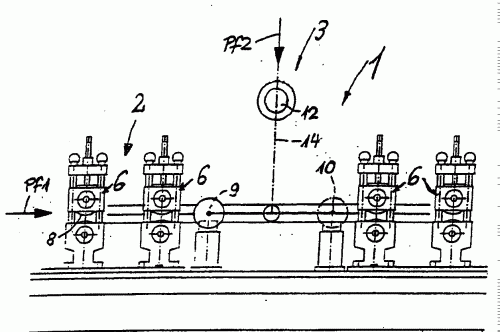
DISPOSITIVO DE SOLDADURA Y PROCEDIMIENTO PARA LA SOLDADURA LONGITUDINAL DE PERFILES DE MATERIAL DE BANDA METALICA.
(01/12/2003). Ver ilustración. Solicitante/s: DREISTERN-WERK MASCHINENBAU GMBH & CO. KG.
Dispositivo de soldadura para la soldadura longitudinal de perfiles , moldeados de material de banda metálica, con al menos una cabeza de soldadura y un dispositivo para el transporte continuo de un perfil a través de un dispositivo de soldadura, configurándose la cabeza de soldadura de modo que aplique un punto de soldadura en el perfil , transportado a través del dispositivo de soldadura, con el fin de crear un cordón de soldadura, caracterizado porque la cabeza de soldadura se configura con movimiento periódico para mover periódicamente el punto de soldadura hacia delante y hacia atrás a lo largo del cordón de soldadura en la dirección (Pf1) de avance del perfil.
PROCESO Y APARATO PARA SOLDAR PIEZAS DE TRABAJO CON DOS O MAS RAYOS LASER CUYOS PUNTOS SE HACEN OSCILAR A TRAVES DE LA DIRECCION DE SOLDADURA.
(16/10/2003). Solicitante/s: TOYOTA JIDOSHA KABUSHIKI KAISHA. Inventor/es: ESAKA, FUMIKATSU, TAKASAGO, TOSHIYUKI, NISHI, EIJI.
UN PROCESO Y UN APARATO DE SUELDA POR LASER EN EL QUE UNA PLURALIDAD DE RAYOS LASER (32A, 32B) SON ENFOCADOS POR UN DISPOSITIVO DE ENFOQUE EN LAS SUPERFICIES DE LAS PIEZAS DE TRABAJO (14A, 14B) DE MANERA QUE LOS PUNTOS DE LOS RAYOS LASER SON COLOCADAS CERCA DE UNA INTERFAZ DE LA PIEZA DE TRABAJO SEGUN SE MIRA EN UNA DIRECCION PERPENDICULAR A UNA DIRECCION DE LA EXTENSION DE LA INTERFAZ, Y LOS PUNTOS DE LOS RAYOS Y LAS PIEZAS DE TRABAJO SON ALIMENTADAS EN RELACION MUTUA POR UN DISPOSITIVO DE ALIMENTACION EN LA DIRECCION DE LA EXTENSION DE LA INTERFAZ, MIENTRAS QUE LOS PUNTOS DE LOS RAYOS SON OSCILADOS AL MISMO TIEMPO POR UN DISPOSITIVO DE OSCILACION A UNA FRECUENCIA PREDETERMINADA EN RELACION CON LAS PIEZAS DE TRABAJO EN UNA DIRECCION QUE CRUZA LA DIRECCION DE LA EXTENSION DE LA INTERFAZ DE TAL FORMA QUE LOS PUNTOS DE LOS RAYOS SE DESPLAZAN POR LA INTERFAZ.
PROCEDIMIENTO Y DISPOSITIVO PARA EL POSICIONAMIENTO DE CANTOS, ESPECIALMENTE DURANTE LA SOLDADURA DE TUBOS.
(01/10/2003). Solicitante/s: ELPATRONIC AG. Inventor/es: GYSI, PETER.
Procedimiento para el posicionamiento de cantos de chapa a soldar a tope por medio de láser, que se mueven sobre un sitio de soldadura, donde los cantos son llevados a apoyo en un elemento de tope sin fin que se proyecta a lo largo de una sección entre los cantos, y que es arrastrado en la sección con los cantos, caracterizado porque el elemento de tope se forma por una cadena circundante o una correa circundante con una pluralidad de partes de tope dispuestas en ellas, y porque al menos una parte de la superficie de la chapa adyacente a los cantos es impulsada a través de al menos un elemento de moldeo sin fin (15, 15) que se mueve al mismo tiempo en dirección al sitio de soldadura, donde el elemento de moldeo está formado por una cadena o una correa con una pluralidad de piezas moldeadas dispuestas en ellas, con preferencia sustituibles.
CORTE Y UNION POR LASER DE UNA MEMBRANA DE POLIMERO FLUORADO CON UN MARCO DE POLIMERO.
(01/10/2003). Solicitante/s: REGENESYS TECHNOLOGIES LIMITED. Inventor/es: CLARK, DUNCAN, GUY, WILLIAMS, PAUL EDWARD, MITCHELL, THOMAS A., DIGITAL PARADIGM.
Un método para cortar una membrana polímera fluorada y unirla simultáneamente a un bastidor polímero poliolefínico, comprendiendo el método las operaciones de: (i) poner en contacto una membrana polímera fluorada con un bastidor polímero poliolefínico en el punto en el que se desea cortar y unir, y (ii) dirigir al menos un haz lasérico sobre el punto de contacto entre la membrana y el bastidor para cortar así la membrana y efectuar una unión con el bastidor.
PROCEDIMIENTO DE SOLDADURA.
(01/08/2003). Solicitante/s: THE WELDING INSTITUTE. Inventor/es: JONES, IAN ANTHONY, WISE, ROGER JEREMY.
Un método de formar una soldadura entre piezas sobre una región unida , incluyendo el método: exponer la región unida a radiación incidente que tiene una longitud de onda fuera de la banda visible para producir la fusión de la superficie de una o ambas piezas en la región unida , y permitir que el material fundido se enfríe para soldar por ello las piezas, incluyendo el método además disponer en la región unida en una de las piezas o entre las piezas un material absorbente de radiación que tiene una banda de absorción adaptada a la longitud de onda de la radiación incidente para absorber la radiación incidente y generar calor para el proceso de fusión, caracterizado porque el material absorbente de radiación es visualmente transmisivo de manera que el material no afecte sustancialmente al aspecto de la región unida o las piezas en luz visible.
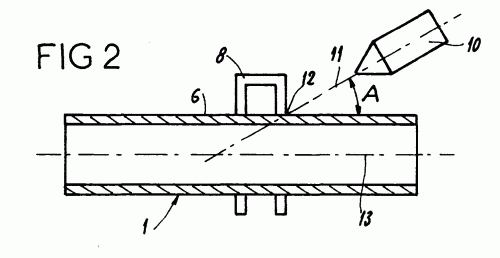
PROCEDIMIENTO PARA SOLDAR APENDICES A UN TUBO DE CILINDRO DE ACCIONAMIENTO.
(01/08/2003). Ver ilustración. Solicitante/s: SOCIETE DE MECANIQUE D'IRIGNY. Inventor/es: SUCHIER, NICOLAS.
LA INVENCION SE REFIERE A LA SOLDADURA DE APENDICES, COMO PATAS DE FIJACION O DE RECUPERACION DE ESFUERZO, A UN TUBO DE MAQUINA HIDRAULICA. LOS APENDICES, COMO, POR EJEMPLO, LA PATA , SE MONTAN SOBRE LA SUPERFICIE CILINDRICA EXTERNA DEL TUBO HIDRAULICO MEDIANTE SOLDADURA LASER APLICADA A LO LARGO DE UN SECTOR PREDETERMINADO DE LA MENCIONADA SUPERFICIE . DE ESTE MODO SE EVITA LA DEFORMACION DEL TUBO Y SE HACE INNECESARIA LA MECANIZACION POSTERIOR DE SU INTERIOR. APLICACION: TUBOS HIDRAULICOS DE LOS MECANISMOS DE DIRECCION ASISTIDA HIDRAULICA DE VEHICULOS AUTOMOVILES.
PROCEDIMIENTO DE FABRICACION DE UN DISCO ABRASIVO DE AMOLADO.
(01/07/2003). Solicitante/s: S.A. CARBODIAM. Inventor/es: BOLAND, FRANCOIS, CHEVALIER, JEAN-PIERRE.
Procedimiento de fabricación de un disco abrasivo de amolado, estando una cara delantera de este disco provista de por lo menos un segmento abrasivo, que comprende por lo menos un soporte , estando el por lo menos un segmento abrasivo fijado sobre por lo menos un soporte por soldadura láser, caracterizado porque se aplica un haz láser a la cara posterior de por lo menos un soporte , sustancialmente perpendicularmente a la cara posterior de este por lo menos un soporte.
PROCEDIMIENTO DE SOLDADURA POR HAZ CON REDONDEAMIENTO DE CANTOS.
(16/06/2003). Solicitante/s: VOLKSWAGEN AKTIENGESELLSCHAFT. Inventor/es: HAMMER, THORGE, DIPL.-ING., ELSNER, CHRISTIAN, DIPL.-ING.
PARA PERMITIR UN DESARROLLO DE PINTADO REGULAR SOBRE LA SUPERFICIE DE DOS CHAPAS DELGADAS A SER SOLDADAS UNA CON OTRA, SE PROPONE UN PROCEDIMIENTO DE SOLDADURA CON RAYO LASER, DONDE UN PRIMER RAYO SE DIRIGE SOBRE UN CANAL CONFIGURADO ENTRE UNA SUPERFICIE DE UNA PRIMERA CHAPA Y UNA SUPERFICIE FRONTAL DE UNA SEGUNDA CHAPA, MIENTRAS QUE UN SEGUNDO RAYO SE DIRIGE SOBRE EL CANTO LIBRE DE LA SEGUNDA CHAPA, PARA SU REDONDEO.
VIGA DE METAL, EN PARTICULAR DE ACERO, FABRICADA CON UN ALMA Y AL MENOS UN ALA SOLDADAS POR ENERGIA RADIANTE, Y PROCEDIMIENTO DE FABRICACION DE LA MISMA.
(16/02/2003). Solicitante/s: THYSSEN STAHL AKTIENGESELLSCHAFT. Inventor/es: BEHR, FRIEDRICH, PROF. DR.-ING. HABIL.
LA INVENCION SE REFIERE A UN SOPORTE PERFILADO SOLDADO DE FORMA CONJUNTA A PARTIR DE UN BRAZO Y UNA BRIDA POR MEDIO DE ENERGIA DE RADIACION, METALICO, EN PARTICULAR ACERO Y UN PROCEDIMIENTO PARA SU ELABORACION. UNA TIRA METALICA DETERMINADA PARA EL BRAZO SE OBTIENE AL MENOS POR MEDIO DE CONFORMACION EN FRIO A TRAVES DE UN DISPOSITIVO DE REDONDEADO EN UNA SUPERFICIE FRONTAL PLANA DE LA CARA ESTRECHA A SER SOLDADA. CON PREFERENCIA SE SOPORTAN LAS CARAS ESTRECHAS DE LOS COMPONENTES A SER SOLDADOS DE ESTA TIRA Y/O DE UNA OTRA TIRA DETERMINADA PARA LA BRIDA POR MEDIO DE CONFORMACION EN FRIO DE LOS BORDES REDONDEADOS DEL LADO ESTRECHO. A CONTINUACION SON ALISADOS EN UN MECANISMO DE LAMINACION EN LAS CARAS ESTRECHAS DE LAS ZONAS DEL BORDE DE RECALDADO DE LAS TIRAS, SIENDO SOLDADAS LAS TIRAS DETERMINADAS COMO BRAZO CON SU SUPERFICIE FRONTAL PLANA SIN BORDES REDONDEADOS EN LA BRIDA POR MEDIO DE ENERGIA DE RADIACION SIN MATERIAL DE SOLDADURA ADICIONAL EN UN PROCESO DE SOLDADURA SIN FILO.
OBJETO COMPUESTO DE PIEZAS DE ALUMINIO Y DE COBRE SOLDADAS ENTRE SI.
(01/02/2003). Solicitante/s: ALUSUISSE TECHNOLOGY & MANAGEMENT AG. Inventor/es: WINKLER, REINHARD, SCHWELLINGER, PIUS, KAMPMANN, LUTZ, MEIER, JORG.
EN UN OBJETO A BASE DE PARTES SOLDADAS UNA CON OTRA DE MATERIAL DE ALUMINIO Y PARTES DE MATERIAL DE COBRE SE UNEN LAS PARTES A TRAVES DE UNA SOLDADURA DE RAYOS LASER. CON EL PROCEDIMIENTO DE RAYOS LASER RESULTA UNA UNION EN ARRASTRE DE MATERIAL CON BUENAS PROPIEDADES MECANICAS.
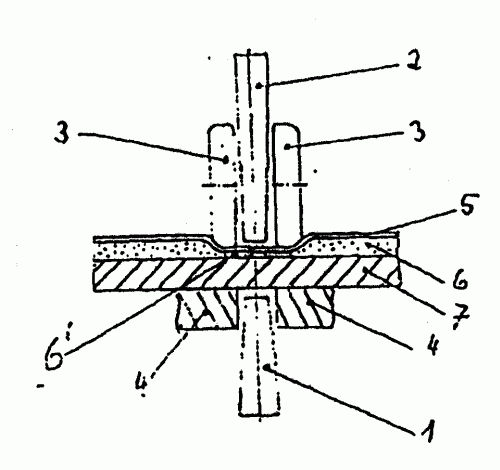
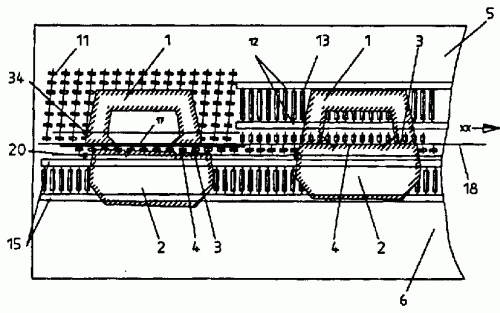
PROCEDIMIENTO PARA LA REALIZACION DE UNA COSTURA INVISIBLE DE RASGADO EN LAMINAS DE RECUBRIMIENTO PROVISTAS DE UNA CAPA DE MATERIAL DE ESPUMA POR SU CARA POSTERIOR.
(01/12/2002). Ver ilustración. Solicitante/s: SOMMER ALLIBERT-LIGNOTOCK GMBH. Inventor/es: ELSNER, HANS.
PROCEDIMIENTO PARA FABRICACION DE UNA COSTURA DE ROTURA EN UNA CARA POSTERIOR OPUESTA A UNA CARA VISTA DE UNA LAMINA DE RECUBRIMIENTO FORRADA DE MATERIAL DE ESPUMA QUE RECUBRE EL CANAL DE CONDUCCION DE UN AIRBAG EN EL EXTREMO QUE MIRA HACIA EL INTERIOR DE UN AUTOMOVIL, SE FORMA LA COSTURA DE ROTURA MEDIANTE UN DEBILITAMIENTO DE LA SECCION DE LA LAMINA DE REVESTIMIENTO, POR MEDIO DE UN RAYO LASER QUE ATRAVIESA EL MATERIAL DE ESPUMA DESDE LA CARA POSTERIOR. PARA QUE LA COSTURA DE ROTURA SE PERCIBA LO MENOS POSIBLE POR LA CARA VISTA, SE COMPRIME DE ACUERDO CON LA INVENCION EL MATERIAL DE ESPUMA EN LA ZONA DE LA ACTUACION DEL LASER, MIENTRAS DURA SU ACCION.
PROCEDIMIENTO DE FABRICACION DE UN RODILLO DE ESTAMPACION PARA LA ESTAMPACION EN CONTINUO DE LA SUPERFICIE DE UNA LAMINA TERMOPLASTICA.
(01/12/2002) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE UN CILINDRO DE ESTAMPADO PARA ESTAMPACION CONTINUA DE SUPERFICIE DE UNA LAMINA TERMOPLASTICA, DONDE PRIMERO SE ELABORA UN CILINDRO, QUE SE COMPONE AL MENOS EN LA ZONA DE SU SUPERFICIE PERIMETRICA DE GOMA DE SILICONA Y LA SUPERFICIE PERIMETRICA ES LISA. SOBRE ESTA SUPERFICIE PERIMETRICA SE DIRIGE UN RAYO LASER, QUE SE MUEVE DE FORMA RELATIVA CON RESPECTO A LA SUPERFICIE PERIMETRICA DEL RODILLO Y CON ELLO CONTROLA EN COINCIDENCIA CON EL LUGAR RESPECTIVO UN RECIPIENTE DE MUESTRA QUE DISPONE DE UNA ESTRUCTURA SUPERFICIAL DE TAL MODO, QUE LA ESTRUCTURA SUPERFICIAL DE LA DISPOSICION DE MUESTRA SE GENERA COMO FORMA NEGATIVA EN LAS SUPERFICIE EXTERIOR DEL RODILLO. EL PROCEDIMIENTO PERMITE UNA GENERACION SENCILLA Y DE COSTE ADECUADO DE UNA ESTRUCTURA DE…
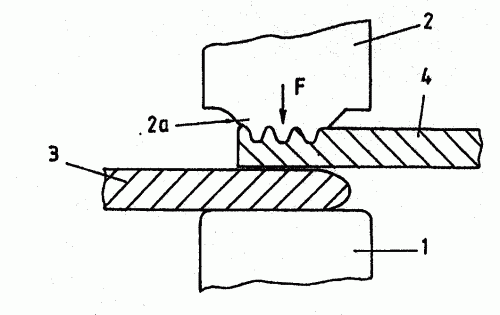
PROCEDIMIENTO DE FABRICACION DE PLETINAS SOLDADAS DE CHAPA DE ACERO.
(01/12/2002). Ver ilustración. Solicitante/s: HOESCH PLATINEN GMBH. Inventor/es: TENHAVEN, ULRICH, DR. ING.
SE DESCRIBE UN PROCEDIMIENTO PARA FABRICAR PLATINAS DE CHAPA DE ACERO SOLDADAS A PARTIR DE RECORTES DE FORMA CON COSTURAS SOLDADAS NO LINEALES , TROQUELANDO DICHOS RECORTES DE FORMA Y SOLDANDOLOS CON UN LASER O UN HAZ DE ELECTRONES, QUE TIENE LA PROPIEDAD QUE EVITA FACILMENTE LA FORMACION DE HENDIDURAS AL SOLDAR LOS RECORTES CON COSTURAS NO LINEALES CON LOS MEDIOS MENCIONADOS, Y DICHO PROCEDIMIENTO CONSISTE EN, ANTES DEL TROQUELADO, PRENSAR FORMAS CONVEXAS PLANAS EN AL MENOS UNO DE LOS DOS RECORTES QUE COMO MINIMO HAY QUE SOLDAR, Y PARA CADA PAR DE RECORTES A SOLDAR COMPRIMIR LAS FORMAS CONVEXAS CONTRA LA BASE, DE MODO QUE LOS BORDES DE SOLDADURA DE ESTE RECORTE DE FORMA ENTREN EN CONTACTO CON LOS BORDES DE OTRO RECORTE DE FORMA.
PROCEDIMIENTO PARA CORTAR BISELES EN Y.
(01/12/2002). Solicitante/s: MESSER CUTTING & WELDING AG. Inventor/es: NEUBAUER, NORBERT, HEINE, PETER.
Se describe el corte de chaflanes en componentes que se unirán por soldadura. La producción de un componente con un extremo achaflanado consiste en provocar un corte vertical a través del material de chapa por medio de un soplete de plasma, y luego cortar un chaflán por medio de un haz de láser inclinado.
PROCEDIMIENTO Y DISPOSITIVO PARA EL ENSAMBLAJE DE PRODUCTOS PLANOS A UNIR ENTRE SI POR SOLAPAMIENTO.
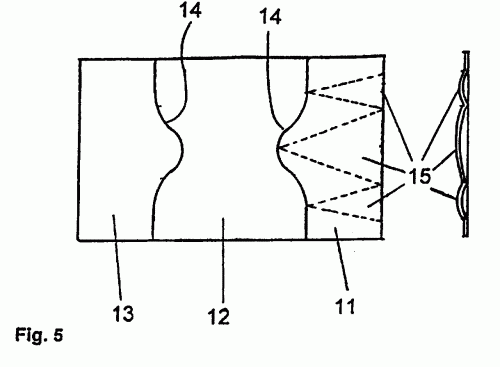
(16/11/2002). Ver ilustración. Solicitante/s: THYSSEN STAHL AKTIENGESELLSCHAFT. Inventor/es: KAWALLA, RUDOLF, PIRCHER, HANS, SUSSEK, GERD, STEGEMANN-AUHAGE, POLZIN, RALF.
LA INVENCION SE REFIERE A LA UNION DE PRODUCTOS PLANOS REALIZADOS CON MATERIALES METALICOS, LOS CUALES DEBEN CONECTARSE DE MANERA QUE SE SUPERPONGAN ENTRE SI. LA UNION SE REALIZA EN UN ESPACIO ENTRE RODILLOS EN DONDE SE INTRODUCEN EN ANGULO AGUDO LOS PRODUCTOS PLANOS QUE DEBEN CONECTARSE. ANTES DE QUE SE PRESIONEN UNO CONTRA OTRO EN EL ESPACIO ENTRE RODILLOS, SE CALIENTAN POR ENERGIA RADIANTE EN LAS SUPERFICIES MUTUAMENTE ORIENTADAS, PERO NO SE FUNDEN. POR MEDIO DE UN PERFILADO ADECUADO DE AL MENOS UNA ENVOLTURA DE RODILLO O UN PRODUCTO PLANO, LA PRESION SUPERFICIAL SE LIMITA A LA REGION DE LA UNION SUPERPUESTA, Y SE SUPRIME EL FLUJO DE MATERIAL TRANSVERSALMENTE A LA DIRECCION DE ESTA JUNTA SUPERPUESTA.
(16/11/2002). Ver ilustración. Solicitante/s: ESAB AB. Inventor/es: LARSSON, ROLF.
LA INVENCION SE REFIERE A UN APARATO SOLDADOR QUE COMPRENDE UNA UNIDAD DE SOLDADURA , UN BANCO DE TRABAJO PARA SOPORTAR LAS PIEZAS A SER SOLDADAS Y MEDIOS DE SUJECION PARA SUJETAR LAS PIEZAS DE TRABAJO EN EL BANCO DE TRABAJO UNA EN DIRECCION OPUESTA A LA OTRA DURANTE LA OPERACION DE SOLDADURA. LA UNIDAD DE SOLDADURA COMPRENDE UNA CABEZA DE SOLDADURA POR FRICCION Y UNA CABEZA DE SOLDADURA POR FUSION.
CONMUTADOR ELECTRICO Y PROCEDIMIENTO PARA LA FABRICACION DE UN CONMUTADOR DE ESTE TIPO.
(16/09/2002) LA INVENCION SE REFIERE A UN INTERRUPTOR ELECTRICO CON UN SISTEMA DE CONTACTO. EL SISTEMA DE CONTACTO TIENE UN ELEMENTO DE CONTACTO QUE COMPRENDE UN CUERPO DE CONTACTO Y UNA SUPERFICIE DE CONTACTO, QUE ESTA DISPUESTA EN UNA CAVIDAD DE UN SOPORTE DE CONTACTO DE TAL FORMA QUE LA SUPERFICIE DE CONTACTO ESTA EXPUESTA SOBRE EL SOPORTE DE CONTACTO, Y EL CUERPO DE CONTACTO SOBRESALE EN AL MENOS UN LADO DEL SOPORTE DE CONTACTO. EL MIEMBRO DE CONTACTO ESTA FIJADO AL SOPORTE DE CONTACTO POR MEDIO DEL CUERPO DE CONTACTO A TRAVES DE UNA REGION (27,27') DEL CUERPO DE CONTACTO SALIENTE ASIGNADO AL BORDE…
(16/08/2002). Ver ilustración. Solicitante/s: CARNAUDMETALBOX SA. Inventor/es: OSBORNE, MICHAEL ROBERT, NEWCOMB, PETER MICHAEL, WINFIELD, RICHARD JOHN.
SE DESCRIBE LA SOLDADURA DE METALES LAMINADOS Y LACADOS PARA PRODUCIR CUERPOS TUBULARES DE ENVASES EN FORMA DE LATAS DE TRES PIEZAS. EL PROCEDIMIENTO DESCRIBE COMO SE PRODUCE UN MARGEN LIBRE DE REVESTIMIENTO EN EL MATERIAL PARA LA FABRICACION DE LATAS PARA PODER PRODUCIR SOLDADURAS SATISFACTORIAS. SE UTILIZA UN LASER PULSANTE QUE TIENE UNA CORTA DURACION DE IMPULSOS MENOR DE 10 MI S Y UNA SALIDA DE POTENCIA PICO DE AL MENOS 0,1 MEGAVATIOS, PARA LIMPIAR LOS MARGENES DEL MATERIAL PARA LA FABRICACION DE LAS LATAS FORMADOS POR LAMINADOS DE POLIMERO/LAMINAS DE ESTAÑO LOS CUALES SERAN SOLDADOS. CON UNA LATITUD DE SOLDADURA DE AL MENOS 200 A ES POSIBLE FORMAR CUERPOS DE LATAS CON SOLDADURAS COMPLETAMENTE ACEPTABLES A PARTIR DE LAMINADOS DE LAMINA DE ESTAÑO Y LIMPIAR O BLANQUEADOR EL POLIPROPILENO O EL PET BLANCO, POR EJEMPLO.
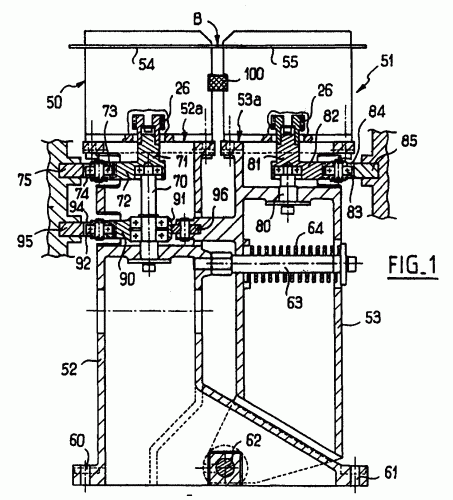
DISPOSITIVO E INSTALACION PARA ACERCAR DOS PIEZAS DE CHAPA.
(16/08/2002). Ver ilustración. Solicitante/s: RENAULT AUTOMATION COMAU. Inventor/es: THURIER, YVAN.
DISPOSITIVO DE ACERCAMIENTO DE DOS CHAPAS POR UNO DE SUS BORDES (B) UTILIZANDO AL MENOS DOS DISPOSITIVOS DE EMBRIDADO, QUE LLEVA UN PRIMER BASTIDOR FIJO QUE PRESENTA UNA SUPERFICIE SUPERIOR (52A) PARA RECIBIR UN PRIMER DISPOSITIVO DE EMBRIDADO , Y UN SEGUNDO BASTIDOR QUE PRESENTA UNA SUPERFICIE SUPERIOR (53A) SOBRE LA CUAL ESTA FIJADO UN SEGUNDO DISPOSITIVO DE EMBRIDADO , ESTANDO EL SEGUNDO BASTIDOR ARTICULADO EN EL PRIMER BASTIDOR ALREDEDOR DE UN EJE PARALELO A SU SUPERFICIE SUPERIOR Y ESTANDO FIJADO AL PRIMER BASTIDOR POR UN ORGANO ELASTICO (649 QUE TIENDE A APOYAR EL SEGUNDO BASTIDOR CONTRA UN TOPE DEL PRIMER BASTIDOR.
LINEA CONTINUA PARA EL CORTE DE UNA TIRA.
(16/07/2002) 1. Línea continua para el corte de una tira, caracterizada por el hecho de comprender de arriba a abajo, al menos cuatro estaciones, que incluyen respectivamente: - al menos una devanadora que desenrolla la tira de chapa en una bobina - al menos una estación de enderezamiento - al menos una estación que prevé al movimiento incluso micrométrico de la tira de chapa según el eje de avance longitudinal (x) - y un grupo de corte compuesto al menos por un banco con plano de avance , y una cabeza superior de focalización , la cual se puede desplazar a lo largo del eje (y) de forma trasversal respecto al eje (x) de avance longitudinal de la tira . 2. Línea continua para el corte de una tira según la reivindicación 1, caracterizada por el hecho de que el banco , prevé, de forma…
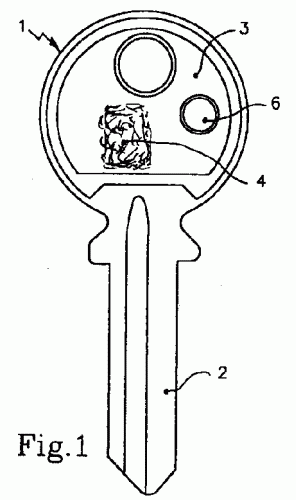
PROCEDIMIENTO DE GRABACION PERSONALIZADA DE LLAVES DE CERRADURA Y LLAVE OBTENIDA CON EL MISMO.
(01/07/2002). Ver ilustración. Solicitante/s: ALEJANDRO ALTUNA, S.A. Inventor/es: GALLASTEGUI OIANGUREN,JOSE LUIS.
Procedimiento de grabación personalizada de llaves de cerradura y llave obtenida con el mismo, en particular para llaves en blanco , es decir, aquellas que en su astil aún no tiene talladas las muescas propias de su clave de apertura, sino que sólo presentan la sección transversal determinante de su tipo, y que, en su cabeza , puede tener inscrita la identificación del fabricante de la llave en blanco , caracterizándose porque, según el procedimiento, al menos, una de las caras de dicha cabeza de la llave en blanco es sometida a la acción de un dispositivo grabador por tecnología de rayo láser que está comandado por una computadora electrónica programable que ha sido preprogramada con una grafía correspondiente a un rótulo y/o un logotipo que pertenece e identifica a un consumidor mayorista, minorista o usuario de dichas llaves en blanco.
PROCEDIMIENTO Y DISPOSITIVO PARA EL MECANIZADO POR LASER DE UNA SUPERFICIE INTERIOR.
(16/06/2002) PROCEDIMIENTO PARA EL MECANIZADO POR LASER DE UNA SUPERFICIE INTERIOR DE CUERPOS HUECOS COMPUESTOS POR UNA ALEACION DE MATRIZ CON EJE CILINDRICO SIMETRICO DE ROTACION, DONDE MANTENIENDO FIJO EL CUERPO HUECO SE GENERA CON UNA SONDA GIRATORIA UNA MANCHA DE RAYOS SOBRE LA SUPERFICIE INTERIOR, Y SOBRE ELLA SE APLICA CON UN GAS DE TRANSPORTE Y GAS DE PROTECCION CONTINUO UN POLVO DE ALEACION. DURANTE EL GIRO DE LA SONDA ESTA SE VA DESPLAZANDO AL MISMOS TIEMPO A LO LARGO DEL EJE DEL CILINDRO, SE VA FUNDIENDO EL POLVO DE LA ALEACION EN LA MANCHA DEL RAYO Y SE INTEGRA EN LA ALEACION CON UNA PROFUNDIDAD DE 0,2 A 2 MM. UN DISPOSITIVO PARA LLEVAR A CABO EL PROCEDIMIENTO COMPRENDE UNA SONDA EN FORMA…
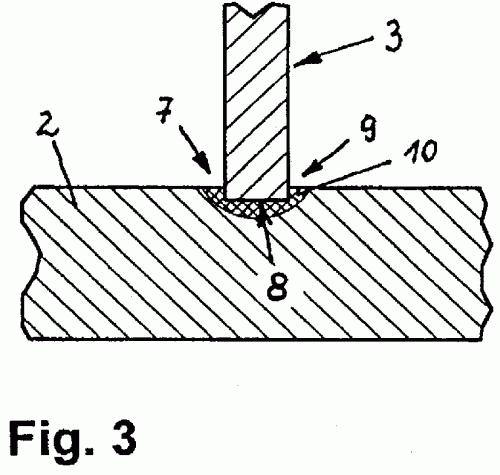
PROCEDIMIENTO PARA LA REALIZACION DE UNA ZONA DE ROTURA PREVISTA EN UN CUERPO DE VIDRIO.
(01/06/2002). Ver ilustración. Solicitante/s: SCHOTT-ROHRGLAS GMBH. Inventor/es: WITZMANN, ANDRE, DR., TRINKS, ULLA, DR.
SE DESCRIBE UN PROCEDIMIENTO PARA PRODUCIR UN PUNTO TEORICO DE ROTURA Y ROMPER ASI LA PARED VITREA DE UN CUERPO VITREO, EN PARTICULAR UNA AMPOLLA O TUBO, O PARA SEPARAR LAS PARTES DE UN CRISTAL CON EL FIN DE PRODUCIR UNAS MICROFISURAS EN LA ZONA DE ROTURA, CONFORMANDOSE LAS MICROFISURAS EL INTERIOR DE LA PARED VITREA O CRISTAL.
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO CON ALETAS.
(16/05/2002). Ver ilustración. Solicitante/s: KME SCHMOLE GMBH. Inventor/es: WAGNER, THOMAS, KRAMER, FRANK.
LA INVENCION TRATA DE UN PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO DE ALETAS EN EL QUE UN TUBO DE ACERO FINO ES CORRUGADO ENROLLANDOLO EN ESPIRAL CON UNA BANDA DE COBRE. LA INVENCION TRATA TAMBIEN DEL TUBO DE ALETAS PROPIAMENTE DICHO. CON EL ENSAMBLAMIENTO LA BANDA DE COBRE SE SITUA DE CANTO Y SIN ESTAR UNIDA POR FUNDICION EN UNA ZONA DE FUSION PRODUCIDA POR UN RAYO LASER EXCLUSIVAMENTE EN LA SUPERFICIE DEL TUBO , FIJANDOSE EN EL TUBO MEDIANTE LA SOLIDIFICACION DEL MATERIAL TUBULAR FUSIONADO. DE ESTE MODO SE CREA UN TUBO DE ALETAS CON UN TUBO INTERIOR DE ACERO FINO RESISTENTE A LA CORROSION Y UN NERVIO EN ESPIRAL DE COBRE, QUE SIRVE PARA AUMENTAR LA SUPERFICIE INTERCAMBIADORA DE CALOR DEL TUBO Y QUE SE CARACTERIZA POR MOSTRAR UNA ELEVADA CONDUCTIBILIDAD TERMICA.
CUBIERTA DE BOLSA DE AIRE.
(01/05/2002). Solicitante/s: SANKO GOSEI UK LTD. Inventor/es: YASUDA, MITSUO, KUSUMI, AMEN.
Se da a conocer una cubierta de bolsa de aire y el procedimiento para hacerla. La cubierta comprende una lámina hecha de una capa base de sustrado termoplástico, una capa intermedia termoplástica espumada y una capa de lámina decorativa termoplástica, en la que se corta un panel para que se pueda soltar una bolsa de aire en la cubierta por cortes con láser que se extienden en la lámina desde dicha capa base, teniendo dichos cortes con láser una profundidad sustancialmente uniforme en la lámina.
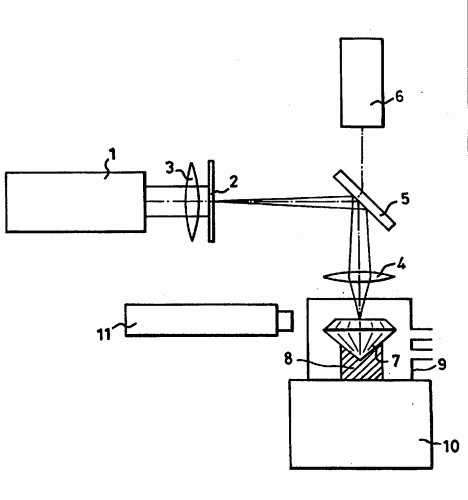
(16/04/2002). Ver ilustración. Solicitante/s: GERSAN ESTABLISHMENT. Inventor/es: COOPER, MARTIN, SMITH, JAMES, GORDON, CHARTERS.
A FIN DE PRODUCIR EN LA MESETA DE UNA GEMA DE DIAMANTE UNA MARCA INFORMATIVA INVISIBLE AL OJO DESNUDO UTILIZANDO UNA LUPA 10, SE UTILIZA UN LASER ULTRAVIOLETA CON UNA LONGITUD DE ONDA DE 193 NM EN ASOCIACION CON UNA MASCARA PARA IRRADIAR LA SUPERFICIE DE LA PIEDRA CON UNA FLUENCIA INFERIOR A 2 J/CM SUP,2} POR PULSO Y CON NO MENOS DE 100 PULSOS, EN PRESENCIA DE AIRE QUE REACCIONA CON EL DIAMANTE Y HACE QUE SE FORME LA MARCA SIN OSCURECIMIENTO VISIBLE CUANDO SE UTILIZA UN MICROSCOPIO.
PROCESO PARA SOLDAR POR LASER UN ELEMENTO DE SUPERALEACION A BASE DE NIQUEL Y/O COBALTO Y UN APARATO PARA SOLDADURA POR LASER PARA SOLDAR ELEMENTOS DE SUPERALEACION.
(16/02/2002). Solicitante/s: CHROMALLOY GAS TURBINE CORPORATION. Inventor/es: KANG, DAVID, GOODWATER, FRANK, HUYNH, LANG, LI, HON, LIZOTTE, JAMES, DOYLE, BRIAN.
SE SUMINISTRA UN PROCESO PARA LA SOLDADURA POR LASER DE UN ARTICULO DE SUPERALEACION PRECALENTANDO EL AREA DE SOLDADURA COMPLETA Y UNA REGION ADYACENTE AL AREA DE SOLDADURA DEL ARTICULO HASTA UNA TEMPERATURA DUCTIL DENTRO DE LA BANDA DE 1400-2100 (GRADOS) F CON UNA BOBINA DE CALENTAMIENTO DE INDUCCION Y MANTENIENDO LA TEMPERATURA DURANTE LA SOLDADURA Y LA SOLIDIFICACION DE LA SOLDADURA; ASI COMO SOLDANDO EL ARTICULO PRECALENTADO UTILIZANDO UN LASER CON UN SUMINISTRO DE UNA ALEACION EN POLVO CON UN SISTEMA DE CONTROL, QUE CONTROLA EL SUMINISTRO DE POLVO DEL LASER Y UN SISTEMA DE MOVIMIENTO SOBRE EL CUAL SE FIJA EL ARTICULO, EN DONDE EL SISTEMA DE CONTROL INCLUYE UN SISTEMA DE VISION QUE DIGITALIZA EL AREA DE SOLDADURA DEL ARTICULO SUMINISTRANDO UNA TRAYECTORIA PARA SER SEGUIDA POR EL LASER.
PROCEDIMIENTO PARA LA SOLDADURA DE COSTURA A TOPE CONTINUA DE PLANCHAS DE CHAPA, ESPECIALMENTE EN LA CONSTRUCCION DE CARROCERIAS DE LA INDUSTRIA DEL AUTOMOVIL, Y DISPOSITIVO PARA LLEVAR A CABO ESTE PROCEDIMIENTO.
(16/01/2002). Ver ilustración. Solicitante/s: THYSSEN INDUSTRIE AG. Inventor/es: ALBER, GERHARD, NEUROHR, GERHARD.
LA INVENCION SE REFIERE A UNA SOLDADURA A TOPE CONTINUA DE HOJAS DE CHAPA, EN ESPECIAL EN LA FABRICACION DE CARROCERIAS DEL SECTOR DEL AUTOMOVIL, MEDIANTE LA SOLDADURA POR RADIACION. LA INVENCION SE REFIERE ADEMAS A UN DISPOSITIVO VENTAJOSO PARA REALIZAR ESTE PROCEDIMIENTO. SEGUN LA INVENCION, SE DEMUESTRA QUE SIN UNA ALINEACION EXACTA DE LAS HOJAS DE CHAPA DEPOSITADAS EN LA CINTA TRANSPORTADORA PARA SU SOLDADURA, ES POSIBLE UNIRLAS Y SOLDARLAS EN SU POSICION EXACTA. SEGUN LA INVENCION, EL OBJETIVO SE CONSIGUE CON UN CONTROL ESPECIAL DE LAS HOJAS DE CHAPA QUE SERAN SOLDADAS ENTRE SI Y EL EMPLEO DE UNOS SENSORES DE POSICION PARA LA SOLDADURA.
PROCEDIMIENTO PARA LA FABRICACION DE SUPERFICIES DE ESTANQUEIDAD EN UTILES COMPLEMENTARIOS DE CONFORMADO.
(16/12/2001). Solicitante/s: POLIERWERKSTATT FUR STAHLFORMEN BESTENLEHRER GMBH. Inventor/es: BESTENLEHRER, ALEXANDER.
UN PROCEDIMIENTO PARA LA PRODUCCION DE SUPERFICIES ESTANCAS EN HERRAMIENTAS DE MOLDEO COMPLEMENTARIAS MEDIANTE UN DISPOSITIVO DE MECANIZACION POR CHORRO, PREVE MEDIR UNA DE LAS SUPERFICIES PARCIALES ESTANCAS COMPLEMENTARIAS, ALMACENANDOSE LOS DATOS OBTENIDOS COMO DATOS TEORICOS. LA RESPECTIVA SUPERFICIE PARCIAL ESTANCA COMPLEMENTARIA ES DESPUES MECANIZADA DE MANERA QUE LAS DOS SUPERFICIES PARCIALES ESTANCAS QUEDAN ADAPTADAS UNA A LA OTRA. COMO ALTERNATIVA, LAS SUPERFICIES PARCIALES ESTANCAS COMPLEMENTARIAS PUEDEN ESTAR DISPUESTAS A DISTANCIA UNAS RESPECTO A LAS OTRAS, ESTABLECIENDOSE LA DISTANCIA EXACTA DE LAS SUPERFICIES OPUESTAS DE DICHAS SUPERFICIES PARCIALES ESTANCAS. ESTA DISTANCIA ES TRATADA CON ARREGLO A UN MOLDE TEORICO O DISTANCIA TEORICA.
Procedimiento de descasquetado de piezas de vidrio.
(16/11/2001) Procedimiento de decasquetado de una pieza de vidrio en el cual la pieza de vidrio , puesta en rotación sobre un eje (A) queda sometida, en una primera etapa, a la acción de un haz de rayos láser continuo o a unos haces de rayos láser continuos, para definir sobre la pieza que se trata de cortar una zona continua con la que establecen contacto el haz o dichos haces láser continuos, y en una segunda etapa, se somete la zona que ha sido sometida en la primera etapa a la acción de uno o de varios haces de rayos láser continuos, a la acción de por lo menos un haz de láser pulsado enfocado, caracterizado porque en la primera etapa, dicho haz o dichos haces de rayos láser continuos entran en contacto con una parte o varias…
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS DE LATAS DE HOJA METALICA, PARA LA PRODUCCION DE LATAS.
(16/11/2001). Solicitante/s: RASSELSTEIN HOESCH GMBH. Inventor/es: SAUER, REINER, DR., KERN, KARL-HEINZ.
Un procedimiento para fabricar recipientes metálicos. El procedimiento para fabricar recipientes metálicos laminados incluye el empleo del mismo láser para cortar y soldar las costuras de los recipientes. El láser presenta un haz interno de alta energía, para cortar, y un haz externo de energía inferior, para soldar entre sí las láminas superpuestas.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}