24 inventos, patentes y modelos de SAUER, REINER, DR.
Procedimiento para la fabricación de un acero de embalaje nitrurado.
(03/06/2020) Procedimiento para la fabricación de un acero de embalaje nitrurado a partir de un producto de acero laminado en caliente con un contenido de carbono del 0,04 al 0,12 % en peso, así como los siguientes límites superiores para el porcentaje en peso de los componentes de aleación:
- Mn: máx. 0,4 %,
- Si: máx. 0,04 %,
- Al: máx. 0,1 %,
- Cr: máx. 0,1 %,
- P: máx. 0,03 %,
- Cu: máx. 0,1 %,
- Ni: máx. 0,15 %,
- Sn: máx. 0,04 %,
- As: máx. 0,02 %,
- S: máx. 0,03 %,
- Mo: máx. 0,05 %
, - V: máx. 0,04 %;
- Ti: máx. 0,05 %,
- Nb: máx. 0,05 %,
- B: máx. 0,005 %:
- otros componentes de aleación, inclusive impurezas:…
Procedimiento para la fabricación de un acero para envases aluminizado.
(17/04/2019) Procedimiento para la fabricación de un acero para envases aluminizado a partir de una chapa de acero laminada en frío de un acero no aleado o de baja aleación, con los siguientes pasos:
- aplicar una capa de silicato sobre la chapa de acero o hacer pasar la chapa de acero a través de un baño de limpieza, en el cual se aplica una capa de silicato sobre la chapa de acero,
- calentar la chapa de acero revestida con la capa de silicato mediante inducción electromagnética a temperaturas en el intervalo de recristalización del acero a una velocidad de calentamiento de más de 75 K/s, para recocer la chapa de acero por recristalización,
- sumergir la chapa de acero recocida por recristalización en un baño de aluminio fundido,…
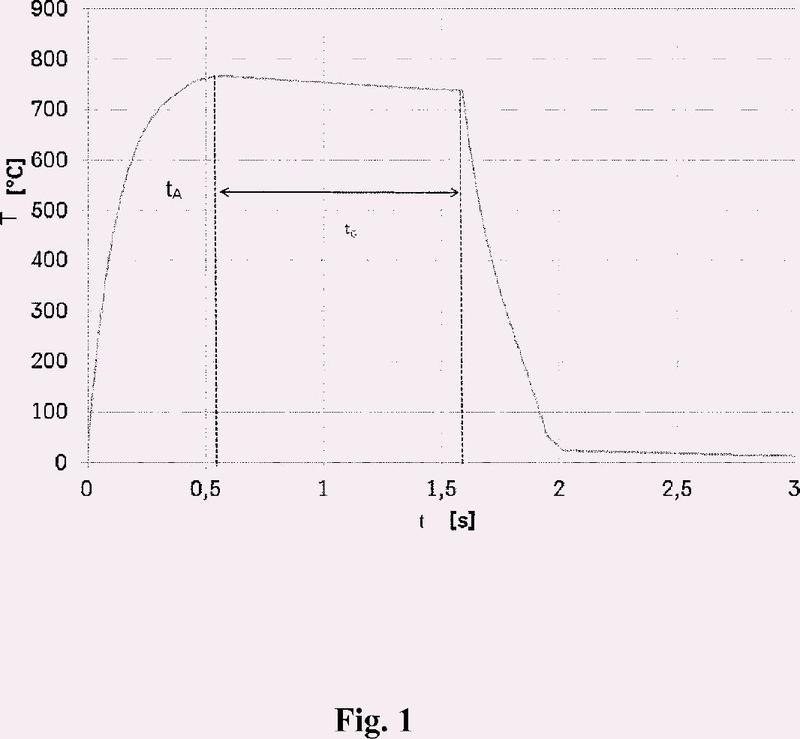
Procedimiento para el tratamiento térmico de una chapa negra revestida de una capa de conversión.
Sección de la CIP Química y metalurgia
(06/03/2019). Solicitante/s: ThyssenKrupp Rasselstein GmbH. Clasificación: C23C22/82, C25D11/34, C23C22/78, C23C22/73, C23C22/05.
Procedimiento para el tratamiento de una chapa negra, cuya superficie está revestida de una capa de conversión libre de cromo, para la mejora de la adherencia de la capa de conversión sobre la superficie de la chapa negra, caracterizado por que la chapa negra revestida de la capa de conversión se somete durante una duración de tratamiento térmico (t) de 0,1 segundos a 30 segundos a un tratamiento térmico, conduciéndose la chapa negra con una velocidad de banda predeterminada a través de un horno y calentándose hasta una temperatura de entre 240 ºC y 320 ºC.
PDF original: ES-2719402_T3.pdf
Procedimiento para la fabricación de chapa fina o extrafina galvanizada con alta estabilidad frente a la corrosión.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(16/05/2018). Solicitante/s: ThyssenKrupp Rasselstein GmbH. Clasificación: C21D8/04, B32B15/08, C25D5/48.
Procedimiento para la fabricación de chapa fina o extrafina galvanizada con alta estabilidad frente a la corrosión para la fabricación de envases, con las siguientes etapas:
- facilitar una banda de acero laminada en caliente y laminar en frío la banda de acero hasta obtener un espesor inferior a 1 mm,
- revestir de manera galvánica con cinc la banda de acero laminada en frío ,
- acabar por laminación la superficie de la banda de acero revestida de cinc,
- aplicar en uno o los dos lados un revestimiento polimérico o una laca orgánica sobre la superficie de la banda de acero revestida de cinc.
PDF original: ES-2675587_T3.pdf
Empaquetados y cuerpos de relleno para el intercambio térmico y de sustancias.
Sección de la CIP Técnicas industriales diversas y transportes
(20/12/2017). Solicitante/s: BASF SE. Clasificación: B01J19/30, B01J19/02, B01J19/32.
Cuerpos de relleno o empaquetados para el intercambio térmico y de sustancias en materiales metálicos, donde el material de partida se compone de distintas capas de material, donde una capa situada en el interior se compone de acero al carbono inoxidable, conveniente en cuanto a los costes, y garantiza mayormente la estabilidad mecánica, y esa capa situada en el interior está revestida de ambos lados con una capa más delgada de un material más resistente a la corrosión, caracterizado porque el material más resistente a la corrosión es metal, donde al menos una de las capas externas se compone de estaño o de cromo.
PDF original: ES-2663260_T3.pdf
Hojalata revestida con un revestimiento de polímero y procedimiento para su fabricación.
Sección de la CIP Química y metalurgia
(27/09/2017). Solicitante/s: ThyssenKrupp Rasselstein GmbH. Clasificación: C25D11/00, C25D5/50, C25D11/34, C25D7/06, C25D5/36.
Procedimiento para el revestimiento de una superficie libre de cromo de una chapa de acero estañada con un revestimiento de polímero , en el que la superficie de estaño libre de cromo de la chapa de acero estañada se oxida en primer lugar en una primera etapa de manera electroquímica mediante polarización anódica de la chapa de acero estañada en un electrolito acuoso y libre de cromo y sobre la superficie de estaño oxidada se aplica en una segunda etapa un revestimiento de polímero , caracterizado por que el revestimiento de polímero se aplica mediante laminación de una lámina de polímero de un material polimérico o mediante extrusión directa de un material polimérico fundido, tratándose en el caso del material polimérico de poli(tereftalato de etileno) (PET) o de polipropileno (PP) o polietileno (PE).
PDF original: ES-2647519_T3.pdf
Procedimiento para la pasivación de chapa negra en forma de banda.
(21/06/2017) Procedimiento para la pasivación de chapa negra en forma de banda, con las siguientes etapas expuestas sucesivamente:
- facilitar una banda de acero laminada en frío, recocida y relaminada con un contenido de carbono con respecto al peso de 20 a 1000 ppm y conducir la banda de acero a través de una instalación de revestimiento de banda con una velocidad de la banda de al menos 200 m/min,
- limpiar y desengrasar la banda de acero, conduciéndose la banda de acero con la velocidad de la banda a través de un tanque de limpieza, con una solución alcalina de hidróxido de sodio o de potasio y lavándose a continuación,
- tratar de manera electroquímica la chapa negra mediante conducción de la banda de acero con la velocidad de la banda a través de un electrolito alcalino con densidades de corriente de 2 a 30 A/dm2 con conexión de…
Procedimiento para la fabricación de un acero para envasado.
(18/01/2017) Procedimiento para la fabricación de un acero para envasado a partir de una chapa de acero laminada en frío de un acero no aleado o de aleación pobre con un contenido de carbono de menos del 0,1 % en peso y los límites superiores siguientes para el porcentaje en peso de los componentes de aleación:
- N: como máximo 0,02 %,
- Mn: como máximo 0,4 %,
- Si: como máximo 0,04 %,
- Al: como máximo 0,1 %,
- Cr: como máximo 0,1 %,
- P: como máximo 0,03 %,
- Cu: como máximo 0,1 %,
- Ni: como máximo 0,1 %,
- Sn: como máximo 0,04 %,
- Mo: como máximo 0,04 %
- V: como máximo 0,04 %;
- Ti: como máximo 0,05 %,
- Nb: como máximo 0,05 %,
- B: como máximo 0,005 %,
- otros componentes de aleación, incluyendo impurezas: como máximo 0,05 %,
- resto hierro,
caracterizado por que la chapa…
Tapa de apertura por rasgado para latas así como procedimiento para la fabricación de una tapa de apertura por rasgado.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(11/01/2017). Solicitante/s: ThyssenKrupp Rasselstein GmbH. Clasificación: C22C38/44, C21D9/00, C22C38/04, C22C38/00, C22C38/42, C22C38/02, B21D51/38, C22C38/06, C21D1/26, C21D9/46, C21D1/42.
Tapa de apertura por rasgado para latas, fabricada de una chapa de acero laminada en frío de un acero no aleado o de baja aleación con un contenido de carbono inferior al 0,1 % en peso y con los siguientes límites superiores para las partes en peso de los componentes de la aleación:
- N: 0,02 %,
- Mn: 0,4 %,
- Si: 0,04 %,
- Al: 0,1 %,
- Cr: 0,1 %,
- P: 0,03 %,
- Cu: 0,1 %,
- Ni: 0,1 %,
- Sn: 0,04 %,
- Mo: 0,04 %,
- V: 0,04 %,
- Ti: 0,05 %
- Nb: 0,05 %
- B: 0,005 %
- y otros componentes de la aleación: 0,05 %,
sometiéndose la chapa de acero, mediante calentamiento por medio de inducción electromagnética, a un recocido de recristalización con una velocidad de calentamiento de más de 75 K/s y enfriándose tras el recocido de recristalización con una velocidad de enfriamiento de al menos 100 K/s y revistiéndose a continuación con una capa de protección.
PDF original: ES-2616126_T3.pdf
Chapa de acero para el uso como acero para envases así como procedimiento para la fabricación de un acero para envases.
(28/12/2016) Procedimiento para la fabricación de un acero para envases a partir de una chapa de acero laminada en frío a partir de un acero no aleado o de baja aleación con un contenido de carbono de menos del 0,1 % en peso y con los siguientes límites superiores para la parte en peso de los constituyentes de la aleación:
- N: máx. 0,02 %,
- Mn: máx. 0,4 %,
- Si: máx. 0,04 %,
- Al: máx. 0,1 %,
- Cr: máx. 0,1 %,
- P: máx. 0,03 %,
- Cu: máx. 0,1 %,
- Ni: máx. 0,1 %,
- Sn: máx. 0,04 %,
- Mo: máx. 0,04 %,
- V: máx. 0,04 %,
- Ti: máx. 0,05 %,
- Nb: máx. 0,05 %,
- B: máx. 0,005 %,
- otros constituyentes de la aleación, incluyendo impurezas: máx. 0,05…
Procedimiento para el tratamiento previo de un cuerpo de lata fabricado a partir de una chapa de metal.
Sección de la CIP Técnicas industriales diversas y transportes
(19/10/2016). Solicitante/s: ThyssenKrupp Rasselstein GmbH. Clasificación: B21D51/26.
Procedimiento para el tratamiento previo de un cuerpo de lata fabricado a partir de una chapa de metal para una lata antes del llenado de la lata con un producto de llenado previsto, presentando el cuerpo de lata una base de lata con una cúpula abovedada hacia dentro y con un borde de ajuste circundante en el lado externo de la base de lata , teniendo lugar una deformación libre de la base de lata , en particular en la región del borde de ajuste , mediante la introducción de una fuerza de compresión dirigida desde el interior del cuerpo de lata hacia fuera sobre la base de lata , caracterizado por que la deformación de la base de lata provocada mediante la introducción de la fuerza de compresión se corresponde con una deformación de la base de lata que se produciría por la presión interna que se forma durante o tras el llenado de la lata sin tratar con un producto de llenado carbonatado.
PDF original: ES-2644832_T3.pdf
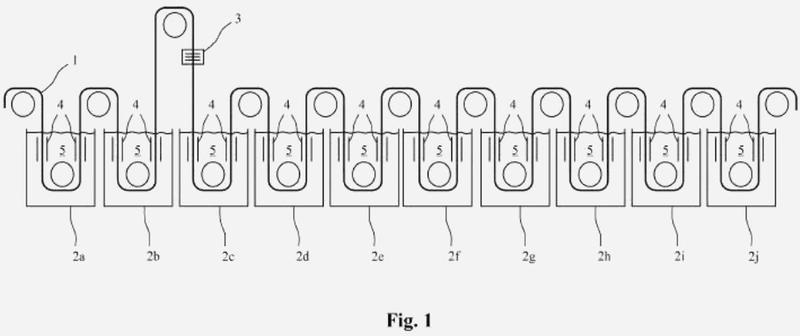
Procedimiento para perfeccionar un recubrimiento metálico sobre un fleje de acero.
Secciones de la CIP Química y metalurgia Electricidad
(06/04/2016). Solicitante/s: ThyssenKrupp Rasselstein GmbH. Clasificación: C23C2/28, H05B6/40, C21D9/60.
Procedimiento para perfeccionar un recubrimiento metálico sobre un fleje de acero o chapa de acero, en el que el recubrimiento, mediante calentamiento inductivo por medio de al menos una bobina de inducción , se funde a una temperatura máxima (PMT) por encima de la temperatura de fusión (TS) del material del recubrimiento y a continuación se refrigera en una unidad de refrigeración hasta una temperatura de temple (TA) que está por debajo de la temperatura de fusión, caracterizado por que el recubrimiento durante un tiempo de mantenimiento (th) se mantiene en una temperatura por encima de la temperatura de fusión (Ts) y por que el tiempo de mantenimiento (th) mediante el desplazamiento de al menos una de las bobinas de inducción con respecto a la unidad de refrigeración se adapta a la temperatura máxima (PMT) y al grosor del recubrimiento para fundir completamente el recubrimiento en todo su grosor hasta la capa límite con el fleje de acero.
PDF original: ES-2573835_T3.pdf
Procedimiento para la pasivación de hojalata.
Sección de la CIP Química y metalurgia
(23/03/2016). Solicitante/s: ThyssenKrupp Rasselstein GmbH. Clasificación: C25D11/34.
Procedimiento para la pasivación de la superficie de banda de acero estañada, que se mueve con una velocidad de banda de al menos 200 m/min a través de una instalación de revestimiento, en el que tras el estañado de la banda de acero se oxida en primer lugar la superficie de manera anódica para formar una capa de óxido, que está compuesta esencialmente de óxido de estaño tetravalente (SnO2) y a continuación se aplica sobre la capa de óxido una solución líquida de un agente de postratamiento libre de cromo, en donde el agente de postratamiento se selecciona de copolímeros de acrilatos, polimetilsiloxanos con cadenas laterales de poliéter, poliéteres ácidos, polímeros con grupos heterocíclicos y composiciones ácidas, acuosas, líquidas, que contienen aniones de fluoruro metálico complejos con cationes divalentes a tetravalentes y sustancias poliméricas.
PDF original: ES-2573340_T3.pdf
Procedimiento para el tratamiento de una chapa o una banda de acero dotadas de un revestimiento metálico con un agente de postratamiento así como una chapa o una banda de acero dotadas de un revestimiento metálico.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(23/03/2016). Solicitante/s: ThyssenKrupp Rasselstein GmbH. Clasificación: B32B15/01, C09K11/06, B05D5/06, C09D7/12, C09D171/02, C09D5/22.
Procedimiento para el tratamiento de una chapa de acero o una banda de acero dotadas de un revestimiento metálico con un agente de postratamiento, que contiene al menos un polialquilenglicol y se aplica como solución líquida sobre la superficie del revestimiento metálico, caracterizado por que el agente de postratamiento contiene además de polialquilenglicol un antioxidante fluorescente.
PDF original: ES-2572909_T3.pdf
Procedimiento para recubrir una chapa de acero con una capa de metal.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(16/03/2016). Ver ilustración. Solicitante/s: ThyssenKrupp Rasselstein GmbH. Clasificación: B32B15/01, C25D5/50, C25D5/10, C25D7/06, C25D5/48, C25D5/36.
Procedimiento para recubrir una chapa de acero con una capa de metal con las siguientes etapas:
- aplicar una primera capa de metal delgada como premetalizado, en donde el recubrimiento de la capa de metal del premetalizado asciende como máximo a 200 mg/m2,
- fundir la capa de metal del premetalizado por medio de irradiación de la capa de metal con una radiación electromagnética o un haz de electrones, fundiéndose la capa de metal del premetalizado por completo a lo largo de todo su grosor y convirtiéndose por ello al menos esencialmente por completo en una capa de aleación que consiste en átomos de hierro de la chapa de acero y átomos del metal de la capa de metal,
- aplicar por lo menos una capa de metal adicional sobre la capa de aleación generada mediante la fusión.
PDF original: ES-2568030_T3.pdf
Procedimiento para fabricar una chapa de acero resistente a la corrosión.
Sección de la CIP Química y metalurgia
(30/12/2015). Ver ilustración. Solicitante/s: ThyssenKrupp Rasselstein GmbH. Clasificación: C21D1/74, C21D8/02, C22C38/00, C21D9/52, C23C2/28, C21D9/60, C21D1/26, C21D9/46, C21D1/42.
Procedimiento para fabricar una chapa de acero resistente a la corrosión a partir de un acero no aleado o poco aleado y laminado en frío con un contenido de carbono de menos del 0,1 %, caracterizado por las siguientes etapas:
- aplicación de un recubrimiento metálico sobre la chapa de acero,
- recocido de recristalización de la chapa de acero recubierta por calentamiento a temperaturas en el intervalo de recristalización de más de 550 °C mediante inducción electromagnética en una atmósfera de gas inerte a una velocidad de calentamiento de más de 75 K/s,
fundiéndose el recubrimiento metálico durante el recocido de recristalización,
- enfriamiento brusco de la chapa de acero recubierta y recocida a una velocidad de enfriamiento de al menos 100 K/s.
PDF original: ES-2647929_T3.pdf
PROCEDIMIENTO PARA LA FABRICACION DE UNA CHAPA RESISTENTE A LA CORROSION, CONFORMABLE, CON RECUBRIMIENTO DE TODA LA SUPERFICIE DE CHAPAS DE ACERO UNIDAS Y TRATADAS TERMICAMENTE.
(05/05/2010) Procedimiento para la fabricación de una chapa resistente a la corrosión, conformable, a partir de chapas de acero sin recubrir (1, 1'') que comprende las siguientes etapas:
a) Colocación de las chapas de acero (1, 1'') a tope;
b) Soldadura de la junta o juntas planas mediante soldadura a tope por medio de un haz de rayos de soldadura para formar un cordón de soldadura a lo largo de la junta plana respectiva;
c) Recubrimiento de las chapas de acero (1, 1'') unidas entre sí en toda su superficie, incluido el cordón o cada cordón de soldadura , tras el enfriamiento de los cordones de soldadura con un recubrimiento metálico, caracterizado porque entre la…
TAPA DE LATA DE APERTURA FACIL.
(16/02/2003) Lata con tapa de lata de apertura fácil, formada por: un anillo obturador 2, que está formado mediante conformación de una pieza bruta de chapa provista al menos en un lado con un recubrimiento termosellable y mediante estampado de la pieza de chapa rodeada por el anillo obturador 2, y que presenta en su borde exterior un rebordeado exterior para formar un pliegue doble y en su borde interior una brida anular formada por arrollado, que rodea una abertura de tapa , estando formado el arrollado de tal forma y estando aplanado para formar la brida anular que la abertura de la tapa sea menor que la pieza de chapa estampada, y una pieza de cierre que está formada por la pieza de chapa estampada y…
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA ANULAR DE CHAPA PARA LA TAPA DE UN BOTE.
(16/02/2003) Procedimiento para la fabricación de una pieza anular de chapa para la tapa de un bote con las siguientes fases: a) Conformar una pieza de chapa plana, que en un lado presenta un recubrimiento , capaz de sellar en caliente, en un tubo cilíndrico, en el que el recubrimiento se encuentra en el lado interior, b) Presionar los bordes , de trazado axial, del tubo en una junta a tope y presión de una placa de refrigeración contra el lado interior del tubo a lo largo de los bordes de trazado axial, c) Fabricación de un cordón de soldadura a tope a lo largo de los bordes de trazado axial mediante un rayo láser dirigido sobre el lado exterior de los bordes , d) División del tubo en segmentos …
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS DE LATAS DE HOJA METALICA, PARA LA PRODUCCION DE LATAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2001). Solicitante/s: RASSELSTEIN HOESCH GMBH. Clasificación: B21D51/26, B23K26/00.
Un procedimiento para fabricar recipientes metálicos. El procedimiento para fabricar recipientes metálicos laminados incluye el empleo del mismo láser para cortar y soldar las costuras de los recipientes. El láser presenta un haz interno de alta energía, para cortar, y un haz externo de energía inferior, para soldar entre sí las láminas superpuestas.
PROCEDIMIENTO Y DISPOSITIVO PARA EL RECUBRIMIENTO CON PLASTICO DE FLEJES METALICOS MEDIANTE EXTRUSION DIRECTA.
(01/11/2001) EN ESTE PROCEDIMIENTO PARA EL RECUBRIMIENTO PLASTICO DE UNA BANDA METALICA POR EXTRUSION DIRECTA, LA BANDA METALICA ES MOVIDA Y CALENTADA EN SU SENTIDO LONGITUDINAL; SOBRE UNA CARA DE LA BANDA METALICA MOVIDA SE APLICA DIRECTAMENTE UNA PELICULA DE PLASTICO FUNDIDO Y TERMOPLASTICO, Y ESTA PELICULA DE PLASTICO ES PRESIONADA CONTRA LA BANDA METALICA, PASANDOLA POR UNA HENDIDURA ENTRE DOS RODILLOS, DE LOS CUALES EL RODILLO ADYACENTE A LA PELICULA DE PLASTICO (RODILLO LAMINADOR) SE MANTIENE POR DEBAJO DE LA TEMPERATURA DE FUSION DEL PLASTICO. OPCIONALMENTE SE RECUBRE DESPUES DEL MISMO MODO LA OTRA CARA DE LA BANDA METALICA CON UNA PELICULA DE PLASTICO. AL RECUBRIR…
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS DE BOTE A PARTIR DE CHAPA.
(01/09/2001) EL PROCEDIMIENTO PARA FABRICAR CUERPOS DE LATA DE CHAPA PARA LA FABRICACION DE LATAS ABARCA LAS ETAPAS DE PROCESO SIGUIENTES: A) APROXIMACION Y SUPERPOSICION DE DOS FLEJES DE CHAPA CUYA ANCHURA ES UN MULTIPLO DE LA MITAD DE LA CIRCUNFERENCIA DEL CUERPO DE UNA LATA, B) UNION DE LOS FLEJES DE CHAPA SUPERPUESTOS MEDIANTE VARIOS CORDONES DE SOLDADURA CONTINUOS EN DIRECCION LONGITUDINAL DEL FLEJE, CUYA SEPARACION EN DIRECCION TRANSVERAL AL FLEJE CORRESPONDE A LA MITAD DE LA CIRCUNFERENCIA DE LA LATA, MEDIANTE EL PASO CONTINUO DE LOS FLEJES DE CHAPA SUPERPUESTOS POR UN DISPOSITIVO DE SOLDADURA CON VARIOS CABEZALES DE SOLDADO OPUESTOS SEPARADOS CONVENIENTEMENTE, C) CORTE LONGITUDINAL…
PROCEDIMIENTO PARA LA FABRICACION DE UNA TAPA DE BOTE DE APERTURA FACIL Y TAPA DE BOTE DE APERTURA FACIL.
(16/01/2000) PARA LA FABRICACION DE UNA TAPA DE LATA FACIL DE ABRIR SE REALIZAN LOS SIGUIENTES PASOS: EZA EN BRUTO PROVISTA POR UN LADO DE UN RECUBRIMIENTO SELLABLE EN CALIENTE, PARA FORMAR UN REBORDE EXTERIOR EN EL BORDE DE LA PIEZA EN BRUTO CON OBJETO DE FORMAR POSTERIORMENTE UN DOBLE PLIEGUE, Y PARA FORMAR UNA CUBETA PLANA RODEADA POR EL REBORDE EXTERIOR, CON UN FONDO Y UNA PARED QUE UNE DICHO FONDO AL REBORDE EXTERIOR, QUE SE EXTIENDE BASICAMENTE EN POSICION VERTICAL SOBRE EL FONDO, PROXIMIDAD INMEDIATA DE LA TRANSICION A LA PARED PARA FORMAR UN ANILLO CUYO CANTO DE CORTE INTERIOR, OBTENIDO AL TROQUELAR, RODEA UNA ABERTURA, PARA FORMAR UN ARROLLAMIENTO CUYA LIMITACION INTERIOR RODEA UNA ABERTURA SIMILAR A…
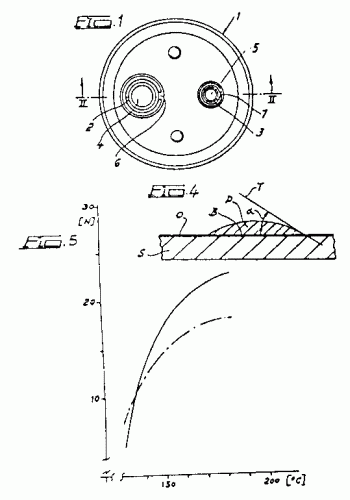
TAPA DE BOTE DE CHAPA PARA BOTES CUYO CONTENIDO ESTA SOMETIDO A PRESION INTERNA Y PROCEDIMIENTO PARA SU FABRICACION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1989). Ver ilustración. Solicitante/s: RASSELTEIN AG. Clasificación: B65D53/06.
TAPA DE BOTE DE CHAPA PARA BOTES CUYO CONTENIDO ESTA SOMETIDO A PRESION INTERNA, Y PROCEDIMIENTO PARA SU FABRICACION, QUE ESTA PROVISTA, POR LO MENOS, DE UNA SOLAPA DE APERTURA, PARCIALMENTE ESTAMPADA A PARTIR DE LA TAPA, DEJANDO UNA ZONA DE ARTICULACION Y UNA RESPECTIVA ABERTURA, FORMADA POR LA ESTAMPACION PARCIAL, DEFORMANDOSE EN FRIO LA SOLAPA DE APERTURA Y/O LA ZONA DE LA TAPA, QUE RODEA LA ABERTURA, DE TAL MODO QUE LA ZONA MARGINAL DE LA ABERTURA RECUBRA LA ZONA MARGINAL DE LA SOLAPA DE APERTURA EN LA CARA EXTERIOR DE LA TAPA. SOBRE LA CARA INTERNA DE LA TAPA SE APLICA PLASTISOL ANULARMENTE SOBRE LAS ZONAS MARGINALES DE LA SOLAPA DE APERTURA Y DE LA ABERTURA Y SE HA GELIZADO BAJO ACCION DE CALOR.
{kind=link}
{kind=link}
{kind=link}