33 patentes, modelos y diseños de THYSSEN STAHL AKTIENGESELLSCHAFT
BANDA DE ACERO DE LAMINACION EN CALIENTE Y METODO PARA SU FABRICACION.
Sección de la CIP Química y metalurgia
(01/05/2005). Inventor/es: ESPENHAHN, MANFRED, HELLER, THOMAS, ESDOHR, JURGEN. Clasificación: C22C38/04, C21D8/02.
LA INVENCION TRATA DE UNA BANDA CALIENTE DE UN GROSOR COMO MUCHO DE 5 MM FORMADA A PARTIR DE ACERO DE ELEVADA RESISTENCIA, EL CUAL CONTIENE 0,08 HASTA 0,25 % DE C, 1,20 HASTA 2,0 % DE MN Y 0,02 HASTA 0,05 % DE AL Y PRESENTA UNA MICROESTRUCTURA PRINCIPALMENTE MARTENSITICA.
PROCESO PARA PRODUCIR UNA CHAPA O BANDA DE ACERO DE LAMINACION EN FRIO CON UNA BUENA CONFORMABILIDAD.
Sección de la CIP Química y metalurgia
(16/04/2005). Inventor/es: HECKELMANN, ILSE, HEIDTMANN, ULLRICH, BODE, ROLF. Clasificación: C21D8/04.
LA INVENCION TRATA DE UN PROCEDIMIENTO PARA PRODUCIR UNA CHAPA O LAMINA DE ACERO ENROLLADA EN FRIO CON BUENA CAPACIDAD DE MOLDEO, EN PARTICULAR CAPACIDAD DE ESTIRAMIENTO PARA FABRICAR PIEZAS A PRESION CON ELEVADA RESISTENCIA A LA ABOLLADURA A PARTIR DE UN ACERO CON LA SIGUIENTE COMPOSICION (EN %): 0,01-0,08 % C, 0,10-0,80 % MN, MAXIMO 0,60 % DE SI, 0,015-0,08 % DE AL, MAXIMO 0,005 % DE N, 0,01-0,04 % DE TI Y/O NB, MAXIMO DE 0,15 % DE CU Y/O V Y/O MI, EL RESTO ES HIERRO PRINCIPALMENTE, CONSISTE EN UN PRECALENTAMIENTO DEL LLANTON FUNDIDO HASTA UNA TEMPERATURA POR ENCIMA DE 1050 °C, ENROLLAMIENTO EN CALIENTE CON UNA TEMPERATURA FINAL POR ENCIMA DE AR 3 HASTA 950 °C, DEVANADO DE LA LAMINA ENROLLADA EN CALIENTE EN EL INTERVALO DE 550 HASTA 750 °C, ENROLLADO EN FRIO CON UN GRADO DE MOLDEO TOTAL DE 40 A 85 %, RECOCIDO RECRISTALIZADOR DE LA LAMINA EN FRIO A UNA TEMPERATURA MINIMA DE 720 °C EN UN HORNO CONTINUO, ENFRIAMIENTO CON 5 A 70 K/S Y FINALMENTE EL ACABADO.
PROCEDIMIENTO Y DISPOSITIVO PARA LA UNION POR SOLDADURA CONTINUA POR MEDIO DE UN RAYO LASER DE BANDAS O CHAPAS CONDUCIDAS A TOPE ENTRE SI.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/2003). Ver ilustración. Inventor/es: KOCH, MARTIN, THIEM, STEFFEN, ZEIMES, MANFRED. Clasificación: B23K26/14.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y DISPOSITIVO PARA LA SOLDADURA CONTINUA A TOPE DE FLEJES O CHAPAS. EL FLEJE O CHAPA SE CHORREA CON UN REFRIGERANTE FORMADO POR UNA MEZCLA DE AGUA - GAS EN PROXIMIDAD DIRECTA A LA ZONA DE LA SOLDADURA, A FIN DE ENFRIAR LOS MATERIALES CON LA MAYOR EFECTIVIDAD POSIBLE, UTILIZANDO UNA ESCASA CANTIDAD DE REFRIGERANTE LIQUIDO. DICHO REFRIGERANTE SE APLICA PREFERENTEMENTE EN FORMA DE UN CHORRO DE VENTILADOR QUE SE EXTIENDE EN DIRECCION DE LA COSTURA DE SOLDADURA Y QUE DIVERGE EN DIRECCION DEL CHORRO. UN CHORRO DE ESTE TIPO PERMITE LLEGAR MUY CERCA DE LA ZONA DE LA SOLDADURA.
VIGA DE METAL, EN PARTICULAR DE ACERO, FABRICADA CON UN ALMA Y AL MENOS UN ALA SOLDADAS POR ENERGIA RADIANTE, Y PROCEDIMIENTO DE FABRICACION DE LA MISMA.
Secciones de la CIP Técnicas industriales diversas y transportes Construcciones fijas
(16/02/2003). Inventor/es: BEHR, FRIEDRICH, PROF. DR.-ING. HABIL. Clasificación: B23K26/00, B21D19/00, B21B1/08, E04C3/06, B21D47/04.
LA INVENCION SE REFIERE A UN SOPORTE PERFILADO SOLDADO DE FORMA CONJUNTA A PARTIR DE UN BRAZO Y UNA BRIDA POR MEDIO DE ENERGIA DE RADIACION, METALICO, EN PARTICULAR ACERO Y UN PROCEDIMIENTO PARA SU ELABORACION. UNA TIRA METALICA DETERMINADA PARA EL BRAZO SE OBTIENE AL MENOS POR MEDIO DE CONFORMACION EN FRIO A TRAVES DE UN DISPOSITIVO DE REDONDEADO EN UNA SUPERFICIE FRONTAL PLANA DE LA CARA ESTRECHA A SER SOLDADA. CON PREFERENCIA SE SOPORTAN LAS CARAS ESTRECHAS DE LOS COMPONENTES A SER SOLDADOS DE ESTA TIRA Y/O DE UNA OTRA TIRA DETERMINADA PARA LA BRIDA POR MEDIO DE CONFORMACION EN FRIO DE LOS BORDES REDONDEADOS DEL LADO ESTRECHO. A CONTINUACION SON ALISADOS EN UN MECANISMO DE LAMINACION EN LAS CARAS ESTRECHAS DE LAS ZONAS DEL BORDE DE RECALDADO DE LAS TIRAS, SIENDO SOLDADAS LAS TIRAS DETERMINADAS COMO BRAZO CON SU SUPERFICIE FRONTAL PLANA SIN BORDES REDONDEADOS EN LA BRIDA POR MEDIO DE ENERGIA DE RADIACION SIN MATERIAL DE SOLDADURA ADICIONAL EN UN PROCESO DE SOLDADURA SIN FILO.
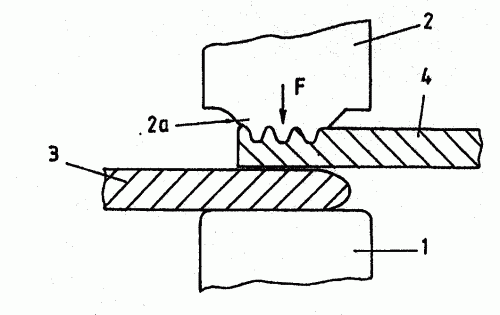
PROCEDIMIENTO Y DISPOSITIVO PARA EL ENSAMBLAJE DE PRODUCTOS PLANOS A UNIR ENTRE SI POR SOLAPAMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2002). Ver ilustración. Inventor/es: KAWALLA, RUDOLF, PIRCHER, HANS, SUSSEK, GERD, STEGEMANN-AUHAGE, POLZIN, RALF. Clasificación: B23K26/00.
LA INVENCION SE REFIERE A LA UNION DE PRODUCTOS PLANOS REALIZADOS CON MATERIALES METALICOS, LOS CUALES DEBEN CONECTARSE DE MANERA QUE SE SUPERPONGAN ENTRE SI. LA UNION SE REALIZA EN UN ESPACIO ENTRE RODILLOS EN DONDE SE INTRODUCEN EN ANGULO AGUDO LOS PRODUCTOS PLANOS QUE DEBEN CONECTARSE. ANTES DE QUE SE PRESIONEN UNO CONTRA OTRO EN EL ESPACIO ENTRE RODILLOS, SE CALIENTAN POR ENERGIA RADIANTE EN LAS SUPERFICIES MUTUAMENTE ORIENTADAS, PERO NO SE FUNDEN. POR MEDIO DE UN PERFILADO ADECUADO DE AL MENOS UNA ENVOLTURA DE RODILLO O UN PRODUCTO PLANO, LA PRESION SUPERFICIAL SE LIMITA A LA REGION DE LA UNION SUPERPUESTA, Y SE SUPRIME EL FLUJO DE MATERIAL TRANSVERSALMENTE A LA DIRECCION DE ESTA JUNTA SUPERPUESTA.
PROCEDIMIENTO PARA EL TRATAMIENTO TERMICO DE CHAPA FINA RECUBIERTA CON ZNAL POR GALVANIZACION POR INMERSION EN CALIENTE.
Sección de la CIP Química y metalurgia
(01/12/2001). Inventor/es: WARNECKE, WILHELM, DURR, WILHELM, DR., HEILER, HANS-JOACHIM, HOBELHEINRICH, GUNTHER. Clasificación: C23C2/28.
LA INVENCION TRATA DE UN PROCEDIMIENTO PARA EL TRATAMIENTO TERMICO DE CHAPA FINA RECUBIERTA POR GALVANIZACION CON ZINC Y/O ALUMINIO. LA CARACTERISTICA DE LA INVENCION ES QUE LA CHAPA FINA JUSTO DESPUES DE QUE SE HA ENDURECIDO SE LE APLICA EL REVESTIMIENTO POR GALVANIZACION EN CALIENTE, CALENTANDO LA CHAPA ENTRE 2 Y 10 SEGUNDOS A UNA TEMPERATURA QUE ESTA ENTRE 20 Y 100 C POR ENCIMA DE LA TEMPERATURA LIQUIDA DEL MATERIAL DE RECUBRIMIENTO, Y ENTONCES SE ENFRIA HASTA LA TEMPERATURA AMBIENTE.
ACERO MAGNETICO DULCE ADECUADO PARA SOLDADURAS DE ALTO RENDIMIENTO Y SU USO PARA PIEZAS DE TRENES DE LEVITACION MAGNETICA.
Secciones de la CIP Electricidad Química y metalurgia
(16/10/2001). Inventor/es: SCHRIEVER, UDO, TSCHERSICH, HANS-JOACHIM. Clasificación: H01F1/147, C22C38/28, C22C38/20.
LA INVENCION TRATA DE UN ACERO MAGNETICO DULCE APROPIADO PARA SOLDADURAS DE ELEVADO RENDIMIENTO CON UNA ELEVADA RESISTENCIA EN LAS ZONAS DE INFLUENCIA DE CALOR DE SOLDADURAS, RESISTENCIA ELECTRICA ESPECIFICA ELEVADA PARA LA REDUCCION DE LAS CORRIENTES DE FOUCAULT, ASI COMO UNA BUENA RESISTENCIA AL ENVEJECIMIENTO Y A LA INTEMPERIE.
(16/06/2001) LA INVENCION SE REFIERE A UN CARTUCHO DE TOBERAS MONTABLE EN LA ABERTURA DE RECEPCION DE UN DISPOSITIVO DE TRANSPORTE PARA MATERIALES CON CAPACIDAD DE FLUIR, EN PARTICULAR CON CAPACIDAD DE REGADO O PULVERIFORMES, CON UNA CARCASA , QUE MUESTRA UN CANAL (23B) DE AFLUENCIA DE CORRIENTE, EN DONDE SE ASIENTA UN CUERPO METALICO SINTERIZADO, A TRAVES DEL CUAL DESEMBOCA LA CORRIENTE DE UN FLUIDO GASEOSO EN EL DISPOSITIVO DE TRANSPORTE. UN CARTUCHO DE ESTE TIPO ES UTILIZABLE SIN PROBLEMAS TAMBIEN EN DISPOSITIVO DE TRANSPORTE PARA MATERIALES PULVERIFORMES, CON CAPACIDAD DE REGADO, A TRAVES DE UNA DURACION DE OPERACION LARGA CON UNA ALTA SEGURIDAD DE FUNCIONAMIENTO DE TAL MODO, QUE EL CUERPO…
PROCEDIMIENTO PARA FABRICAR CHAPA MAGNETICA CON GRANO ORIENTADO.
(16/04/2001) LA INVENCION TRATA DE UN PROCEDIMIENTO PARA LA FABRICACION DE UNA ELECTROCHAPA CON GRANOS ORIENTADOS, MEDIANTE EL CUAL UN LLANTON DE ACERO SE CALIENTA A UNA TEMPERATURA INFERIOR A LA TEMPERATURA DE SOLUBILIDAD DEL SULFURO DE MANGANESO, PERO SUPERIOR A LA TEMPERATURA DE SOLUBILIDAD DEL SULFURO DE COBRE. A CONTINUACION EL LLANTON SE ENROLLA EN CALIENTE CON UNA TEMPERATURA INICIAL DE AL MENOS 960 °C Y UNA TEMPERATURA FINAL DE 880 HASTA 1000 °C HASTA CONSEGUIR UN GROSOR FINAL DE LA BANDA DE 1,5 HASTA 7,0 MM. LA BANDA CALIENTE SE RECUECE DESPUES DURANTE 100 A 600 S A UNA TEMPERATURA DE 880 HASTA 1150 °C, Y DESPUES SE ENFRIA CON UNA TASA DE ENFRIAMIENTO MAYOR DE 15 K/S. EN UNA O VARIAS ETAPAS DE ENFRIAMIENTO LA BANDA SE ENFRIA. FINALMENTE…
ACEROS REFRACTARIOS CARENTES DE NIQUEL PARA ESTRUCTURAS DE ACERO Y PROCEDIMIENTO PARA LA FABRICACION DE CHAPAS GRUESAS A PARTIR DE LOS MISMOS.
Sección de la CIP Química y metalurgia
(01/02/2001). Inventor/es: KERN, ANDREAS, DR.-ING., SCHRIEVER, UDO, DR.-ING. Clasificación: C22C38/04, C21D8/02, C22C38/22, C22C38/24, C21D1/28.
LA INVENCION TRATA DE UN ACERO LIBRE DE NIQUEL Y RESISTENTE AL FUEGO, PARTICULARMENTE EN FORMA DE CHAPA GRUESA, CON UN LIMITE DE INSERCION RE > 280 N/MM 2 Y UNA PROPORCION EN LIMITE DE INSERCION RE/RM DE ENTRE 0,4 Y 0,6, PARA LA CONSTRUCCION METALICA. DICHO ACERO TIENE LA SIGUIENTE COMPOSICION QUIMICA (% EN MASA): DE UN 0,06 A UN 0,20 % DE C, DE UN 0,20 A UN 0,30 % DE SI, DE UN 0,5 A UN 1,6 % DE MN, DE UN 0,02 A UN 0,045 % DE A DIS , DE UN 0,5 A UN 0,9 % DE CR, DE UN 0,1 A UN 0,4 % DE MO Y DE UN 0,01 A UN 0,05 % DE V, SIENDO EL RESTO HIERRO E IMPUREZAS INEVITABLES. LA INVENCION TRATA ADEMAS DE UN PROCEDIMIENTO PARA LA PRODUCCION DE CHAPAS GRUESAS A PARTIR DEL MENCIONADO ACERO.
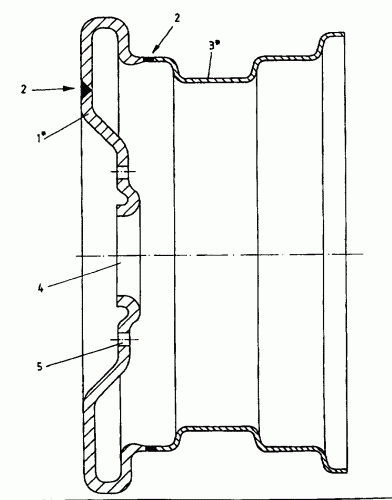
RUEDA LIGERA DE CHAPA DE ACERO PARA VEHICULOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1999). Ver ilustración. Inventor/es: FRINGS, ADAM, STEGEMANN, THOMAS. Clasificación: B21D53/26, B23K26/00, B60B3/04.
LA INVENCION SE REFIERE A UNA RUEDA LIGERA DE CHAPA DE ACERO FABRICADA MEDIANTE CONFORMACION EN FRIO A PARTIR DE UN DISCO CIRCULAR PLANO DE CHAPA DE ACERO DE UNA PIEZA OBTENIDO UNIENDO MEDIANTE SOLDADURA UN DISCO CIRCULAR Y UN DISCO ANULAR . EN LA RUEDA DE LA INVENCION EL DISCO CIRCULAR PARA EL DISCO DE RUEDA (1*) Y EL DISCO ANULAR PARA LA LLANTA DE RUEDA (3*) CONSTAN DE VARIAS CHAPAS RECUBIERTAS O NO RECUBIERTAS CUYO ESPESOR Y/O CUYA RESISTENCIA DEL MATERIAL VARIAN SEGUN LOS REQUISITOS LOCALES DE RESISTENCIA DE LA RUEDA LIGERA.
PROCEDIMIENTO PARA LA FABRICACION DE CHAPAS ELECTRICAS DE GRANO ORIENTADO CON PERDIDAS MEJORADAS DE MAGNETIZACION.
(01/12/1998) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE CHAPAS ELECTRICAS DE GRANO ORIENTADO CON UN ESPESOR DE BANDA FABRICADA EN LA ZONA DESDE 0,1 MM HASTA 0,5 MM A BASE DE LLANTON CON UNA COMPOSICION DE ALEACION DADA EN LA SOLICITUD DE PATENTE 1. LA INVENCION SE CARACTERIZA, PORQUE EL LLANTON POSEE JUNTO A MANGANESO Y COBRE UN CONTENIDO EN S ELEVADO Y UN CONTENIDO EN AL REDUCIDO, SE CALIENTA EL LLATON ANTES DE LA LAMINACION EN CALIENTE SOBRE UNA TEMPERATURA DESCENDIDA Y EN ESTA TEMPERATURA SE MANTIENE UN TIEMPO SUFICIENTEMENTE LARGO, SIENDO LA TEMPERATURA IGUAL A LA TEMPERATURA DE SOLUCION PARA EL SULFURO DE MANGANESO Y MAYOR QUE LA TEMPERATURA…
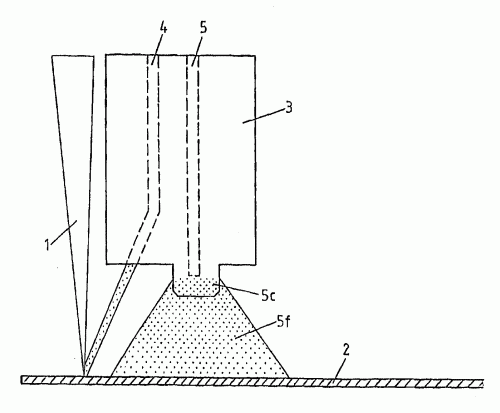
TAPON PARA RECEPTACULOS METALURGICOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1997). Inventor/es: LAX, HERMANN, AU, ANDREAS. Clasificación: B22D41/18, B22D2/00.
LA INVENCION SE REFIERE A UN TAPON, REALIZADO EN UN MATERIAL REFRACTARIO, PARA UN RECIPIENTE DE FUSION METALURGICO. EL TAPON 5, QUE PUEDE PRESENTAR UN CANAL AXIAL CENTRAL 5B, PRESENTA UN CANAL AXIAL 5D, TERMINADO EXCENTRICAMENTE DELANTE DE LA CAPERUZA DE CIERRE 5A, QUE SE ENCUENTRA EN UNA NERVADURA 5C, QUE SE EXTIENDE AXIALMENTE, CONFORMADA EN EL TAPON 5. EN ESTE OTRO CANAL AXIAL 5D SE HA INTRODUCIDO UN TERMOELEMENTO 6, CON SUS CONDUCCIONES DE MEDICION.
PROCEDIMIENTO PARA EL CORTE DE PIEZAS EN FORMA DE BANDA O DE PLACAS, EN ESPECIAL CHAPA ELECTRICA MEDIANTE RAYO LASER.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1996). Inventor/es: BEYER, ECKHARD, PETRING, DIRK, PREISSIG, KAI-UWE, BINGENER, DIETER, RIEHN, HANS-DIETER. Clasificación: B23K26/14, B23K26/12.
LA INVENCION SE REFIERE A UN PROCESO PARA CORTE MEDIANTE RAYO LASER DE PIEZAS DE TRABAJO EN FORMA DE PLACA O DE BANDA, A ALTA VELOCIDAD, ESPECIALMENTE POR ENCIMA DE 100 M/MIN. EL RAYO LASER FUNDE LA PIEZA DE TRABAJO CON LA FORMACION DE UN CAPILAR DE VAPOR EN EL PUNTO DE CORTE Y LA PARTE FUNDIDA SE GUIA FUERA POR MEDIO DE UN CORTE DE GAS CONSISTIENDO EN UNA MEZCLA DE HIDROGENO/GAS INERTE. PARA MANTENER LA CAPILARIDAD DE VAPOR, EL COMPONENTE DE HIDROGENO DE LA MEZCLA DE GAS DE CORTE SE AJUSTA DE FORMA ALTA, Y ESTA MEZCLA DE GAS DE CORTE ES TOMADA EN LA SUPERFICIE DE LA PARTE FUNDIDA EN EL PUNTO DE CORTE A UNA PRESION TAL, Y A UNA DISTRIBUCION CON TAL PRESION, QUE LA TEMPERATURA EN LA SUPERFICIE DE LA PARTE FUNDIDA SE MANTIENE EN EL PUNTO DE EBULLICION. LA PARTE FUNDIDA ES GUIADA CONTINUAMENTE FUERA DEL RAYO DE CORTE SOBRE EL LADO ALEJADO A PARTIR DE LA DIRECCION DE CORTE DEL CAPILAR DE VAPOR.
DISPOSITIVO PARA LA COLOCACION Y SOLDADURA DE PIEZAS MOLDEADAS PLANAS EN ESCOTADURAS DE PLATINAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1995). Inventor/es: STURM, JOSEPH, PRANGE, WILFRIED, SCHACHHEIM, HANS. Clasificación: B23K37/04.
LA INVENCION SE REFIERE A UN DISPOSITIVO PARA LA COLOCACION Y SOLDADURA DE PIEZAS MOLDEADAS PLANAS EN ESCOTADURAS DE PLATINAS. POR MEDIO DE UN DISPOSITIVO DE CENTRADO PRIMERAMENTE SE ALINEA SOBRE UNA MESA DE SUJECION LA PLATINA RESPECTO A SU ESCOTADURA (9A) Y CONSERVANDO EL POSICIONADO DE LA PLATINA SE CENTRA LA PIEZA MOLDEADA , SE COLOCA EN LA ESCOTADURA (9A) Y AQUI SE FIJA, DE FORMA QUE LAS DOS PIEZAS SE PUEDAN SOLDAR.
PROCEDIMIENTO PARA PRODUCIR BANDAS LAMINADAS EN CALIENTE O CHAPAS GRUESAS.
(01/11/1994) EL INVENTO SE REFIERE A UN PROCEDIMIENTO PARA PRODUCIR BANDAS LAMINADAS EN CALIENTE O CHAPAS GRUESAS DE ACERO NO OXIDADAS Y REFRACTARIAS O DE ALEACIONES DE FORJA A BASE DE NIQUEL QUE TIENEN UN GROSOR FINAL ENTRE 5 Y 60 MM. EL PROCEDIMIENTO CONSISTE EN PRODUCIR UN DESBASTE EN UN BLOQUE DE FUNDICION O EN COLADA EN CUERDA; CALENTAR EL DESBASTE POR ENCIMA DE LOS 1.100 C; LAMINAR EN CLIENTE EL DESBASTE POR MEDIO DE CILINDRO Y ENFRIAR RAPIDAMENTE DE LOS LAMINADOS HASTA OBTENER EL GROSOR ADECUADO PARA EL LAMINADO SE CARACTERIZA PORQUE: EL DESBASTE CALENTADO SIN INTERRUPCION SE LAMINA COMO MAXIMO HASTA UN SEXTO DE ESPESOR FINAL MEDIANTE DEFORMACIONES POR PASADAS. EL GRADO DE TRANSFORMACION POR PASADA DEN LA DIRECCION DEL ESPESOR ES MAYOR QUE EL GRADO DE TRANSFORMACION SUMINISTRADO A TRAVES DE LA CURVA (A) FIG.…
PROCESO Y DISPOSITIVO PARA ADICION DE ALEADORES EN UN CHORRO DE COLADA METALICA.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(01/01/1994). Inventor/es: FLORIN, WOLFRAM, DR. ING., KALTHOFF, HORST, DIPL.-ING., PFLIPSEN, DIETER, DR. ING., HOFFKEN, ROLF, DIPL.-ING., MULLER, KLAUS JURGEN. Clasificación: B22D11/10, B22D1/00, C21C7/00, C21C5/46.
LA PATENTE AFECTA A UN PROCESO PARA LA ADICION DE ALEADORES EN UNA COLADA METALICA, EN ESPECIAL EN COLADAS DEACERO AL PICAR UN CONVERTIDOR EN UNA CAZOLETA DE FUNDICION. EN ESTE PROCESO SE APLICAN LOS ALEADORES EN FORMA DE CHORRO AL CHORRO DE COLADA METALICA COLADA METALICA, CONFORMANDO EL CHORRO DE ALEADORES CON EL PLANO VERTICAL FORMADO POR EL CHORRO DE COLADA METALICA UN ANGULO. CARACTERISTICO DE LA PATENTE ES QUE, EN EL CASO DE UNA SITUACION VARIABLE DEL CHORRO DE COLADA METALICA COMO CONSECUENCIA DE UNA INCLINACION VARIABLE DEL CONVERTIDOR O COMO CONSECUENCIA DE UN TAMAÑO Y LONGITUD VARIABLES DE LA PIQUERA DEL CONVERTIDOR POR DESGASTE DEL MISMO Y/O EN EL CASO DE SITUACION VARIABLE DEL CHORRO DE ALEADOR COMO CONSECUENCIA DE LA COMPOSICION VARIABLE DEL ALEADOR, SE PUEDE AJUSTAR CONTINUAMENTE LA DIRECCION DEL CHORRO DE ALEADOR PARA UNA UNION DE AMBOS CHORROS.
PROCEDIMIENTO Y DISPOSITIVO PARA LA SOLDADURA CONTINUA CON UN RAYO LASER DE CINTAS CONDUCIDAS TOPE CONTRA TOPE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1993). Inventor/es: ZEIMES, MANFRED, STURM, JOSEPH, PRANGE, WILFRIED, SCHACHHEIM, HANS, SCHMITZ, HEINRICH. Clasificación: B23K26/00.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y A UN DISPOSITIVO PARA LA SOLDADURA CON UN RAYO LASER Y SIN MATERIAL DE APORTACION DE CINTAS . PARA MANTENER LO MAS PEQUEÑA POSIBLE LA RANURA ENTRE LOS CANTOS DISPUESTOS TOPE CONTRA TOPE DE LAS CINTAS SE DISPONE EN EL SENTIDO (L) DE DESPLAZAMIENTO DE LAS CINTAS Y DETRAS DEL FOCO DE SOLDADURA UN DISPOSITIVO DE ENFRIAMIENTO. LA INTENSIDAD DEL ENFRIAMIENTO PRODUCIDO POR ESTE DISPOSITIVO SE AJUSTA, EN FUNCION DEL ANCHO DE LA RANURA MEDIDO INMEDIATAMENTE DELANTE DEL FOCO DE SOLDADURA EN EL SENTIDO (L) DE DESPLAZAMIENTO DE TAL MODO, QUE SE OBTENGA UN ANCHO DE LA RANURA PEQUEÑO Y CONSTANTE.
PROCEDIMIENTO PARA FABRICACION DE UNA BANDA DE ACERO CON UN ESPESOR DE MENOS DE 10 MM.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1993). Inventor/es: HOFFKEN, ERICH, DR.-ING. Clasificación: B22D11/12.
EL INVENTO CONSISTE EN UN PROCEDIMIENTO PARA FABRICACION DE UNA BANDA DE ACERO CON UN ESPESOR POR DEBAJO DE 10MM. MEDIANTE VERTIDO DE UNA CUERDA DE ACERO EN UNA COQUILLA DE PASO ENFRIADA. LA CUERDA DE ACERO AUN NO RIGIDA SE PRESIONA JUNTAMENTE TRAS ABANDONAR LA COQUILLA HASTA LA SOLDADURA DE LAS PAREDES INTERIORES DE LA ENVOLTURA DE LA CUERDA YA FIRME, CON LO QUE LA ENVOLTURA DE LA CUERDA SE REDUCE CON UN GRADO DE DEFORMACION DE >40% EN EL ESPESOR. PARA EL RESUMEN SE DETERMINA LA FIG. 1.
INSTALACION PARA LA ELABORACION DE UN FLEJE DE ACERO CON UN ESPESOR DE 2 A 24 MM.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1993). Inventor/es: HOFFKEN, ERICH, DR.-ING., LAX, HERMANN, DIPL.-ING., PIETZKO, GUNTER, DIPL.-ING. Clasificación: B22D11/12.
EL INVENTO SE TRATA DE UNA INSTALACION PARA LA ELABORACION DE UN FLEJE DE ACERO CON UN GROSOR DE 2 A 25 MM. EN UNA COQUILLA DE TRANSCURRIDO OSCILANTE SE FUNDE EN UNA VELOCIDAD DE 5 A 20 M/MIN UN FLEJE DE ACERO CON UN GROSOR DE 40 A 50 MM. EL FLEJE DE ACERO QUE SALE DE LA COQUILLA DE TRANSCURRIDO, TODAVIA NO SOLIDIFICADO, SE COMPRIME HASTA QUE LAS PAREDES INTERIORES DE LA LAMINA DE ESTRUSION ACABADAS SE SOLIDIFICAN. DESPUES DE LA REFRIGERACION DE LOS FLEJES DE ACERO REDUCIDOS DE GROSOR DE ESTA MANERA SOBRE 1000 A 1200 C SE EFECTUA CON UN GRADO DE DEFORMACION DE 5 A 8% LA LAMINACION DE LAS BANDAS.
PROCEDIMIENTO E INSTALACION PARA FABRICACION DE UNA BANDA DE ACERO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1993). Inventor/es: HOFFKEN, ERICH, DR.-ING., LAX, HERMANN, DIPL.-ING., PIETZKO, GUNTER, DIPL.-ING. Clasificación: B21B1/46, B22D11/12.
EL INVENTO CONSISTE EN UN PROCEDIMIENTO E INSTALACION PARA FABRICACION DE UNA BANDA DE ACERO CON UN ESPESOR DE 2 A 25 MM. EN UNA COQUILLA DE PASO OSCILANTE SE VIERTE CON UNA VELOCIDAD DE 5 A 20 M / MIN UNA CUERDA DE ACERO CON UN ESPESOR DE 40 A 50 MM. LA CUERDA DE ACERO SEPARADA DE LA COQUILLA DE PASO, AUN NO ENDURECIDA, SE PRESIONA HASTA QUE LAS PAREDES INTERNAS DE LA ENVOLTURA DE LA CUERDA YA SOLIDIFICADAS SE SUELDEN UNA CON OTRA. TRAS ENFRIAMIENTO DE LA CUERDA DE ACERO DE ESPESOR REDUCIDO DE TAL MODO A 1000 A 1200 C SE PRODUCE EN AL MENOS UNA PASADA CON UN GRADO DE DEFORMACION DE 5 A 85% EL LAMINADO DE LA BANDA.
COQUILLA PARA LA COLADA EN CUERDA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1992). Inventor/es: LAX, HERMANN, DIPL.-ING., WYRWAS, KARL-HEINZ, RADTKE, WALDEMAR, DIPL.-ING. Clasificación: B22D11/04.
LA INVENCION EN CUANTO A UNA COQUILLA PARA LA COLADA EN CUERDA, INTEGRADA POR PLACAS DE ANCLANADA Y PLACAS DE CARA PEQUEÑA REGULABLES, APRETABLES DE LAS PLACAS DE ONDENACION . PARA AJUSTASR Y ARRASTRAR LA PLACA DE ONDANUNA SIRVEN CILINDRICAS DE AJUSTE IMPELABLES CON UN MEDIO DE PRESION HIDRAULICO. PARA CON FALTA DEL MEDIO DE PRESION, EVITAR QUE SE SUELTE EL ARRASTRAMIENTO NO DESEADO, ESTA APUNTALADO ADICCIONAL LA PLACA DE ONDANADO PARTICULARMENTE A LOS ELEMENTOS DE APRIETA APRETABLE EN LAS BIELAS DE LOS CILINDROS DE AJUSTE . POR MEDIO DE UNA INSTALACION DE MANDO SE ACTIVA ESOS ELEMENTOS DE APRIETE CUANDO SE ALZAN UNA PRESION DE LIMITE EN LOS CILINDROS DE AJUSTE.
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS DE MOLDE DE PIEZAS DE CHAPA DE VARIOS GROSORES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1992). Inventor/es: FRINGS ADAM DIPL.ING., PRANGE WILFRIED DIPL. ING. Clasificación: B23K26/00.
EL INVENTO SE TRATA DE UN PROCEDIMIENTO PARA LA FABRICACION DE UN CUERPO DE MOLDE DE PIEZAS DE CHAPA DE DIFERENTES GROSORES . EN ESTE PROCEDIMIENTO SE SUELDAN LAS PIEZAS LLANAS DE CHAPA A TRAVES DE SOLDEO DE RAYOS LASER, A SU CANTO CORTADO. A CONTINUACION SE TRANSFORMA LA UNIDAD, SOLDADA DE VARIAS PIEZAS DE CHAPA DE VARIOS GROSORES, A UN CUERPO DE MOLDE A TRAVES DE PRESION O EMBUTICION PROFUNDA. POR LA ESCASA INFLUENCIA DE MATERIAL DE LA PIEZA DE CHAPA EN EL SOLDEO DE RAYOS LASER Y EN LA DILATACION ESCASA DE LA COSTURA SOLDADA CON RAYOS LASER, NO SE AFECTA NI LA FORMACION A TRAVES DE LA COSTURA , NI SE PIERDE EN EL SOLDEO DE RAYOS LASER UNA PROTECCION ANTICORROSIVA EVENTUAL, PREVISTA, POR EJEMPLO: DE ZINC.
DISPOSITIVO PARA UNION CONTINUA POR SOLDADURA DE CINTAS Y/O CHAPAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1992). Inventor/es: STURM, JOSEPH, PRANGE WILFRIED DIPL. ING. Clasificación: B23K26/00.
EL INVENTO SE TRATA DE UN DISPOSITIVO PARA LA UNION OBTUSA POR SOLDADURA CONTINUA DE CINTAS Y DE CHAPAS MEDIANTE RAYOS LASER. LAS CHAPAS O SEA CINTAS SE LLEVAN EN CONJUNTO SOBRE LA JUNTURA Y SE SOSTIENEN POR RODILLOS TENSORES SOBRE AMBOS LADOS POR DERECHA E IZQUIERDA DE LA GRIETA DE SOLDADURA EN UN PLANO. AL MENOS SOBRE UN LADO DE CINTA CONSTA EL RODILLO TENSOR DE UN EJE HUECO Y DE ENVUELTAS DE RODILLOS ALOJADOS SOBRE TAL GIRATORIAMENTE. TANTO EN EL EJE HUECO COMO EN LAS ENVUELTAS DE RODILLO HAY UNA ABERTURA DE PASO PARA UNA CABEZA DE SOLDADURA DISPUESTA EN EL INTERIOR DEL EJE HUECO DE UNA INSTALACION DE SOLDADURA POR RAYOS LASER. LA CABEZA DE SOLDADURA ESTA AJUSTADA DE TAL MANERA, QUE EL RAYO LASER ENFOCADO ALCANZAN A TRAVES DE LAS ABERTURAS DE PASO EN EL EJE HUECO Y LAS CUBIERTAS DE RODILLOS SOBRE LA GRIETA DE SOLDADURA EN CAMPO EMPOTRADO DE LAS CINTAS O SEA DE LAS CHAPAS.
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE BRIQUETAS CALIENTES SIN AGLUTINANTE.
Sección de la CIP Química y metalurgia
(16/06/1992). Inventor/es: KAAS, WERNER, MAAS, HEINZ, ING. , AUTH, RUDOLF, DR., SEIDELMANN, LOTHAR. Clasificación: C22B1/24.
EL INVENTO SE TRATA DE UN PROCEDIMIENTO PARA LA FABRICACION DE FUNDICIONES DE BRIQUETAS CALIENTES DETERMINADAS SIN AGLUTINANTE DE RESIDUOS, DIVIDIDOS DE PRECISION, QUE ESENCIALMENTE NO CONTIENEN PARTES INFLAMABLES Y NO PIROFAROS, QUE SE PRESENTAN EN LA PRODUCCION Y ELABORACION DE HIERRO Y DE ACERO. EL INVENTO SE CARACTERIZA DE TAL MANERA, QUE SE MEZCLA EL RESIDUO CON EL COMBUSTIBLE EN FORMA DIVIDIDA DE PRECISION, SE LLEVA HACIA LA MEZCLA DE RESIDUO Y COMBUSTIBLE DESDE FUERA MUCHO CALOR PALPABLE, HASTA QUE LA TEMPERATURA DEL RESIDUO ALCANCE EL CAMPO DE 600 A 900 C Y QUE BRIQUETA CALIENTEMENTE EL RESIDUO DIRECTAMENTE, A CONTINUACION, SIN REFRIGERACION INTERMEDIA EN UNA TEMPERATURA EN EL CAMPO INDICADO.
METODO PARA LA PRODUCCION DE BANDA CALIENTE.
Sección de la CIP Química y metalurgia
(16/03/1992). Inventor/es: LANG, CESTMIR, DR. DIPL.-ING., MEYER, LUTZ, DR. DIPL.-ING. Clasificación: C21D8/02.
LA INVENCION SE REFIERE AL METODO PARA LA PRODUCCION DE BANDA CALIENTE CON VALORES RESISTENCIA A LA TRACCION DESDE RM = 500 HASTA 780 N/MM2, A PARTIR DE ACERO SIN MEZCLAR O CON BAJA MEZCLA DE 0.3 A 0.9%, AL HACERLO SE AUSTERIZA UN DEBASTE DE ACERO Y SE LAMINARA CONVIRTIENDOLO EN BANDA CALIENTE ENFRIADA SE BOBINA EN UN TREN DE RODILLOS DE SALIDA A UNA BOBINA. EL DISTINTIVO DE LA INVENCION ES QUE EL LAMINADO EN CALIENTE Y EL ENFRIAMIENTO DE LA BANDA SE LLEVA A CABO EN EL TREN DE RODILLOS DE SALIDA DE TAL FORMA QUE LA CONMUTACION DENTRO DE LA BANDA CALIENTE EMPIEZA SOLAMENTE EN LA BOBINA ENROLLADA Y ACABA EN LA BOBINA.
PROCEDIMIENTO A LA VIGILANCIA DE CUBETAS METALURGICAS.
(01/03/1992) PROCEDIMIENTO PARA RECONOCER VIAS DE AGUA EN CUBETAS METALURGICAS EQUIPADAS CON ELEMENTOS REFIGERADORES Y CON MATERIAL REFRACTARIO A FUEGO APROXIMADO. MIENTRAS SE AVERIGUA MAS GRANDE VIAS DE AGUA POR MEDIO DE LA VIGILANCIA DE CANTIDADES DE CORRIENTE DE CIRCULACIONES AISLADAS DE LA CIRCULACION REFRIGERADORA COMPLETA EN LA CUBETA DEL HORNO, NO ESTA CONOCIDO UN METODO SEGUN LA CUAL SE PUEDE AVERIGUAR TAMBIEN VIAS DE AGUA MAS PEQUEÑAS, CON LAS CUALES SALEN MENOS DE 250 CM3 HASTA LA CANTIDAD DE UNA GOTA. EL PROCEDIMIENTO CONFORME AL INVENTO SE MARCA A TRAVES DE UN LIQUIDO REFRIGERADOR SALIENDO DE UNA VIA DE AGUA, SE CAPTURA CON VAPOR Y AGUA A UN DICTADOR DE HUMO Y SE REGISTRA. PARA ESTO SE INSTALA TUBOS CAPTADORES DE VAPOR PERFORADOS, POR DEBAJO DE LOS ELEMENTOS REFRIGERADORES . UN DICTADOR DEL HUMO ESTA CONECTADO A LA SALIDA DE CADA TUBO CAPTADOR…
Sección de la CIP Química y metalurgia
(01/08/1991). Inventor/es: STRUNCK, FRITZ-JURGEN, DIPL.-ING., WOLF, JOSEF, DIPL.-ING. Clasificación: C21C5/52, C21C7/072.
LA PATENTE AFECTA A UN RECIPIENTE METALURGICO, ESPECIALMENTE HORNOS DE ARCO ELECTRICO PARA CONDUCCION DE GASES DE ACLARADO EN EL METAL FUNDIDO, CON UNA CAPA EXTERNA DE CHAPA Y CON UN REVESTIMIENTO REFRACTARIO ASI COMO CON DISPOSITIVOS DE ENJUAGADO EN EL HORNO O EN ELFONDO.EL HORNO O EL FONDO CONSTA DE UN FORRO PERMANENTE DE PIEDRA REFRACTARIA Y DE UN FORRO DESGASTABLE DE MASA REFRACTARIA APISONADA. EL DISPOSITIVO DE ENJUAGADO SE SITUA EN EL FORRO PERMANENTE . SE PREVE PREFERENTEMENTE UNA CHAPA CONDUCTORA EN EL FORRO DESGASTABLE.
PROCEDIMIENTO PARA EL GUIADO Y TRANSPORTE DE CHAPAS O BANDAS PARA SU SOLDADURA A TOPE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1991). Inventor/es: STURM, JOSEF. Clasificación: B23K31/00.
LAS CHAPAS O BANDAS SON CONDUCIDAS LONGITUDINALMENTE, UNA AL LADO DE LA OTRA, CON UNO DE SUS CANTOS SOBRE LA RESPECTIVA SUPERFICIE DE GUIADO (8A,8B). LAS SUPERFICIES DE GUIADO ESTAN DISPUESTAS EN EL PLANO VERTICAL AL DE LAS SUPERFICIES TRANSPORTADORAS, INCLINADAS ENTRE SI EN ANGULO AGUDO. DE ESTA FORMA LAS CHAPAS O BANDAS ESTAN EN CONTACTO EN EL MISMO PLANO HORIZONTAL. EN EL DISPOSITIVO, LOS MEDIOS DE TRANSPORTE, ESPECIALMENTE LOS TRENES DE RODILLOS, FORMAN LAS SUPERFICIES DE TRANSPORTE DISPUESTAS EN ANGULO AGUDO. LOS DISPOSITIVOS DE GUIADO CONSISTEN EN SUPERFICIES CONDUCTORAS SITUADAS EN EL MISMO PLANO VERTICAL. CON ELLO PUEDEN CONDUCIRSE CHAPAS O BANDAS DE FORMA CONTINUA PARA SER SOLDADAS A TOPE MEDIANTE UNA SOLDADURA FIJA.
ACERO BONIFICADO CALMADO CON ALUMINIO.
Sección de la CIP Química y metalurgia
(01/08/1991). Inventor/es: LANG, CESTMIR, DR.-ING., MEYER, LUTZ, DR.-ING. Clasificación: C22C38/14, C22C38/06.
LA INVENCION SE REFIERE A UN ACERO BONIFICADO CALMADO CON ALUMINIO CON 0,32 A 1,0% DE CARBONO; 0,20% A 3,0% DE MANGANESO; HASTA 2,0% DE SILICIO; UN MAX. DE 0,05% DE FOSFORO; UN MAX. DE 0,05% DE AZUFRE; 0,002 A 0,008% DE NITROGENO; 0,010 A 0,10% DE ALUMINIO; EL RESTO ES HIERRO E IMPUREZAS INAPRECIABLES CON UN CONTENIDO ADICIONAL DE 0,015 A 0,08% DE CIRCONIO, DE MODO QUE LA RELACION SEA ZR/N = 7/1 HASTA 10/1; Y EL TAMAÑO DE GRANO AUSTENITICO SEGUN ASTM ES NR.6 O UN INDICE DE GRANO MENOR.
ACERO DE CONSTRUCCION RESISTENTE A LA CORROSION BAJO TENSIONES.
Sección de la CIP Química y metalurgia
(16/05/1991). Inventor/es: MEYER, LUTZ, DR., HACHTEL, LUDWIG, DR., ROBUSCH, GUNTER. Clasificación: C22C38/28.
LA INVENCION SE REFIERE A UN ACERO DE CONSTRUCCION CON ELEVADA ESTABILIDAD FRENTE A LA CORROSION INTERCRISTALINA POR AGRIETAMIENTO BAJO TENSIONES, EN ESPECIAL EN SOLUCIONES DE NITRATOS, Y BUENA SOLDABILIDAD, QUE SE COMPONE DE (EN % EN MASA): 0,01 A 0,04% DE CARBONO; HASTA 0,012% DE NITROGENO; 0,08 A 0,22% DE TITANIO CON LA FORMULA TI=3,5 (C+N); 0,2 A 2,5 DE MANGANESO; 2,0 A 5,5% DE CROMO; 0,01 A 0,10% DE ALUMINIO: HASTA 0,5% DE SILICIO; HASTA 1,0 DE NIQUEL; HASTA 0,02% DE FOSFORO; HASTA 0,02% DE AZUFRE. EL RESTO ES HIERRO E IMPUREZAS NO ELIMINABLES. LEYENDAS DE LA FIGURA 1: 1) CONTRACCION POR ROTURA EN %. 2) VALOR DE PH. 3) RESISTENCIA FRENTE A CORROSION POR AGRIETAMIENTO BAJO TENSIONES EXPRESADA EN CONTRACCION POR ROTURA DE LOS ACEROS O, A, B, C Y D, ASI COMO DEL ACERO E EN ESTADO DE RECOCIDO NORMAL Y BONIFICADO (COMPOSICION DEL ELECTROLITO: 10G/L NO3-, 95 GRADOS CENTIGRADOS/VEL DE DILATACION: 1,8X10 -7.S -1; VALOR DE PH 4,5 O 3,0).
COMPONENTE LIGERO, BARNIZABLE DURADERO Y TERMORRESISTENTE PARA LA INDUSTRIA DEL AUTOMOVIL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1990). Inventor/es: PRANGE, WILFRIED, BLUMEL, KLAUS, PETERSEN, PETER. Clasificación: B62D29/04.
EL INVENTO SE REFIERE A UN COMPONEBNTE PARA LA INDUSTRIA DE VEHICULOS Y AUTOMOVILES, CONSISTIENDO EN UN NUCLEO DE MATERIA SINTETICA REFORZADO EN LA PARTE FRONTAL Y LATERAL CON UNO O VARIOS PLASTICOS DUROS Y EN EL BORDE DE LA PARTE FRONTAL ASIDO A UNA CHAPA CONTINUA HORIZONTAL Y COMPACTA DE MATERIAL DE EMBUTICION Y ENTRE EL NUCLEO DE MATERIAL SINTETICO Y LA CHAPA, UNA CAPA DELGADA DE POLIESTER Y/O BARNIZ EPOXIDO O POLIURETANO, ASI COMO UN PROCEDIMIENTO PARA SU PREPARACION. LA CAPA DE BARNIZ FORMADA ENTRE LA CHAPA Y EL NUCLEO DE MATERIAL SINTETICO ES COMPACTA Y DURADERA, FIENE UNA BUENA ADHERENCIA EN LA PARTE FRONTAL DE LA CHAPA Y EN LA DEL NUCLEO DE MATERIAL SINTETICO. EL COMPONENTE ES BARNIBLE LIGERAMENTE Y AGUANTA TEMPERATURAS ELEVADAS PARA EL AHUMADO DEL BARNIZ. SE PUEDE ELABORAR HOY EN DIA EN LA FORMA USUAL PERO EN MENOS TIEMPO.
{kind=link}
{kind=link}
{kind=link}