67 patentes, modelos y diseños de ELPATRONIC AG
PROCEDIMIENTO Y DISPOSITIVO PARA LA SOLDADURA A SOLAPA DE CUERPOS DE CHAPA EN FORMA DE TUBO.
(01/08/2008) Procedimiento para la soldadura a solapa de cuerpos de chapa pre-doblados en forma de tubo, especialmente cercos de contenedores, en el que un cuerpo de chapa es llevado por medio de un carril en forma de Z con sus cantos longitudinales opuestos en la zona de soldadura a solape definido y se suelda allí, caracterizado porque el cuerpo de chapa es introducido durante la inserción en la máquina de soldar en un útil envolvente abierto, preformado adaptado a la forma del tubo desde su lado frontal, en el que el útil envolvente es un cuerpo hueco deformable elásticamente a través de un dispositivo de apertura y de cierre , que está colocado a lo largo del carril en forma de Z, de manera que los cantos longitudinales…
MAQUINA DE REDONDEAR DE DOS CILINDROS ASI COMO PROCEDIMIENTO PARA EL REDONDEO DE CHAPAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2007). Inventor/es: MULLER, EUGEN, MULLER, JAKOB. Clasificación: B21D5/14.
Máquina de redondear de dos cilindros con un cilindro de guía elástico a la presión y con un cilindro de redondear rígido a la presión, en el que el cilindro de redondear puede ser impulsado a través de al menos otro cilindro elástico a la presión, caracterizada porque la máquina de redondear de dos cilindros comprende una instalación de control , que controla el accionamiento de los cilindros accionados, y que está configurada de esta forma que una chapa a redondear pude realizar al menos una pasada doble a través del cilindro de guía y el cilindro de redondear.
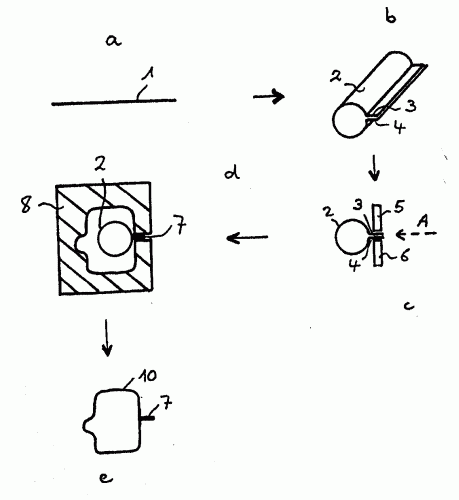
PROCEDIMIENTO Y DISPOSITIVO PARA LA SOLDADURA DE CHAPAS CON UN LASER.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/2005). Ver ilustración. Inventor/es: WILDMANN, DANIEL, AEBERSOLD, HANS, VAN DER SCHAAR, MARTIN. Clasificación: B23K26/00, B23K33/00.
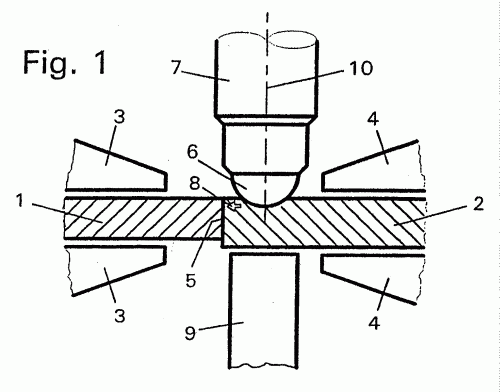
Dispositivo para la unión por soldadura de chapas en unión a tope por medio de láser, en el que al menos una de las chapas es deformada plásticamente delante o en la zona de soldadura con un cuerpo de aplastamiento , caracterizado porque el cuerpo de aplastamiento está configurado como bola de aplastamiento para la reducción de un intersticio, presente en el punto de unión , entre las chapas y está alojado de forma giratoria en un soporte de fijación.
DISPOSITIVO DE AVANCE DE CHAPA EN UNA INSTALACION DE TROQUELADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2005). Ver ilustración. Inventor/es: BILTZINGER, HANS-JURGEN. Clasificación: B21D43/10, B21D43/00, B21D28/26.
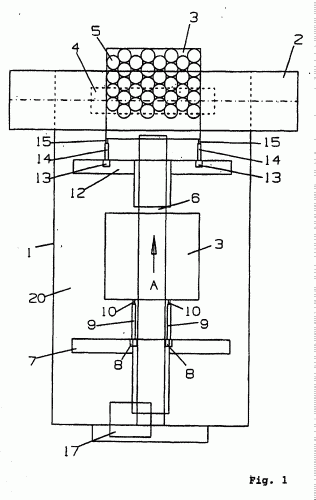
Procedimiento para hacer avanzar chapas consecutivas hacia una instalación de troquelado , en el que durante el troquelado de una chapa se efectúa una transferencia de un primer mecanismo de avance que agarra a la chapa a un segundo mecanismo de avance que agarra a la chapa, entrando el segundo mecanismo de avance con sus medios de agarre en la instalación de troquelado , caracterizado porque ambos mecanismos de avance están montados por encima de un plano de soporte de la chapa que forma el plano de avance y el primer mecanismo de avance está dispuesto detrás del segundo mecanismo de avance , visto en la dirección de avance (A), de tal manera que, en la posición de transferencia, dicho primer mecanismo atraviesa solamente con sus medios de agarre el segundo mecanismo de avance , mientras que las partes de guía permanecen detrás del segundo mecanismo de avance.
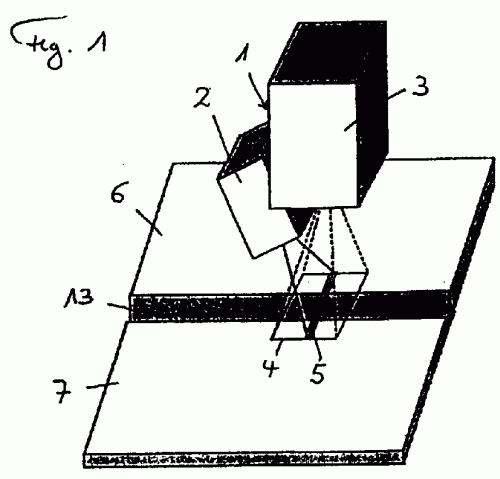
PROCEDIMIENTO Y DISPOSITIVO PARA LA VERIFICACION OPTICA DE UNA COSTURA DE SOLDADURA.
Secciones de la CIP Técnicas industriales diversas y transportes Física
(01/10/2004). Ver ilustración. Inventor/es: BURRI, KARL-GEORG, BUCHMANN, CHRISTA. Clasificación: B23K9/095, G01B11/24, G01N21/88.
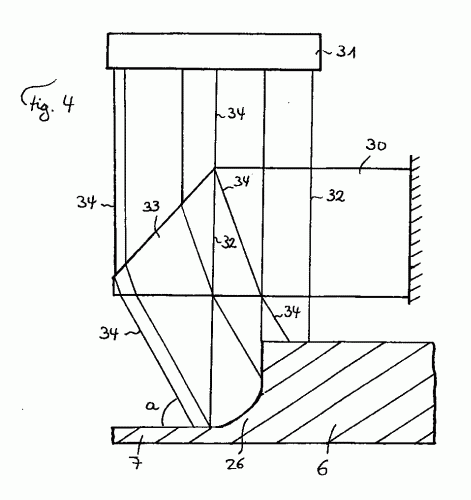
EN LA UNION SOLDADA DE CHAPAS SE TOMA MEDIANTE UNA CAMARA Y VALORA, PARA CONTROLAR LA COSTURA DE SOLDADURA, UNA FOTOGRAFIA DE UN MODELO LINEAL QUE SE PROYECTA POR ENCIMA DE LA COSTURA DE SOLDADURA. PARA MEJORAR EL CONTROL SE GENERA, APARTE DE UNA VISTA DESDE ARRIBA SOBRE LA COSTURA DE SOLDADURA , TAMBIEN UNA VISTA LATERAL, P. EJ., MEDIANTE UN PRISMA . DE ESTE MODO ES POSIBLE REALIZAR UN CONTROL MEJOR Y MAS PRECISO DE LA COSTURA DE SOLDADURA.
PROCEDIMIENTO Y DISPOSITIVO PARA LA TRANSFERENCIA DE UNA PIEZA BRUTA DE PERFIL HUECO.
(16/07/2004) Procedimiento para la transferencia de una pieza bruta de perfil hueco preformada en una herramienta de formación con una juntura a unir por soldadura hacia un puesto de soldadura de una máquina de soldar , que es adecuada para la fabricación de perfiles huecos que se pueden utilizar en la fabricación de automóviles, donde la pieza bruta es agarrada por un dispositivo de transferencia , que está configurado para la descarga de la herramienta de formación y para la carga de la máquina de soldar, la juntura de la pieza bruta es alineada con la ayuda del dispositivo de transferencia de tal forma que esta juntura está alineado con el puesto de soldadura de la máquina de soldar. los bordes de la juntura son colocados de la manera deseada, y los bordes colocados de la juntura son prensado entre sí al menos en la región de puesto…
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE PLETINAS SOLDADAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2004). Ver ilustración. Inventor/es: URECH, WERNER. Clasificación: B23K37/047, B23K26/08.
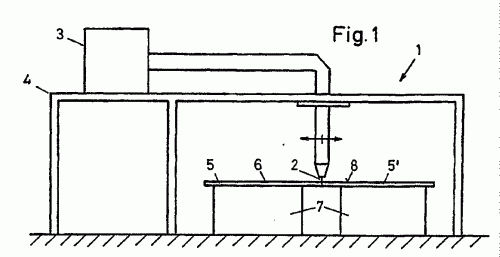
Procedimiento para la fabricación de pletinas soldadas por láser, que constan de al menos dos secciones de chapa (19, 19; 29), caracterizado porque las secciones y/o las pletinas se llevan en primer lugar a una posición esencialmente vertical en al menos una etapa de preparación y se mantienen en esta posición y se mecanizan en la posición esencialmente vertical, siendo realizada como etapa de mecanización la soldadura de las secciones para la formación de la pletina en posición vertical.
PROCEDIMIENTO Y DISPOSITIVO PARA EL SEGUIMIENTO Y LA VERIFICACION DE LOS CANTOS.
Sección de la CIP Física
(01/01/2004). Ver ilustración. Inventor/es: WILDMANN, DANIEL, BUCHMANN, CHRISTA. Clasificación: G01B11/24.
PARA SEGUIR Y VERIFICAR UN CANTO ENTRE DOS CHAPAS QUE SE VAYAN A SOLDAR, CON UN PROYECTOR SE PROYECTA UNA MUESTRA LINEAL SOBRE DICHO CANTO Y CON UNA CAMARA SE REGISTRA LA IMAGEN. LA IMAGEN REGISTRADA SE ANALIZA PARA, A PARTIR DEL RECORRIDO DE LA LINEA, EXTRAER CONCLUSIONES ACERCA DEL RESQUICIO QUE HAY ENTRE LAS CHAPAS O ACERCA DE LA LINEA DEL CANTO. DE CONFORMIDAD CON LA INVENCION, SE PROYECTAN VARIAS LINEAS CON DIFERENTES INTENSIDADES DE LUZ. AL PROCESAR LA IMAGEN REGISTRADA, Y AUNQUE VARIE EL COMPORTAMIENTO DE REFLEXION DE LAS CHAPAS, ELLO PERMITE SELECCIONAR UNA LINEA QUE EN LA IMAGEN NO APAREZCA DEMASIADO DEBIL NI DEMASIADO LUMINOSA Y QUE SIRVA PARA REALIZAR UNA EVALUACION CONCLUYENTE.
PROCEDIMIENTO Y DISPOSITIVO PARA EL POSICIONAMIENTO DE CANTOS, ESPECIALMENTE DURANTE LA SOLDADURA DE TUBOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/2003). Inventor/es: GYSI, PETER. Clasificación: B23K26/00.
Procedimiento para el posicionamiento de cantos de chapa a soldar a tope por medio de láser, que se mueven sobre un sitio de soldadura, donde los cantos son llevados a apoyo en un elemento de tope sin fin que se proyecta a lo largo de una sección entre los cantos, y que es arrastrado en la sección con los cantos, caracterizado porque el elemento de tope se forma por una cadena circundante o una correa circundante con una pluralidad de partes de tope dispuestas en ellas, y porque al menos una parte de la superficie de la chapa adyacente a los cantos es impulsada a través de al menos un elemento de moldeo sin fin (15, 15) que se mueve al mismo tiempo en dirección al sitio de soldadura, donde el elemento de moldeo está formado por una cadena o una correa con una pluralidad de piezas moldeadas dispuestas en ellas, con preferencia sustituibles.
PROCEDIMIENTO PARA CUBRIR PARTES DAÑADAS DE UNA CAPA DE PROTECCION, DISPOSITIVO PARA LA REALIZACION DEL PROCEDIMIENTO Y UN SISTEMA DE TRANSPORTE.
Sección de la CIP Química y metalurgia
(01/04/2003). Inventor/es: TAIANA, PETER, LANZ, ANDREAS. Clasificación: C23C26/00, C23C24/02.
Procedimiento para cubrir partes dañadas de la capa de protección en recipientes , caracterizado porque en la zona de las partes que se deben recubrir se coloca a presión un material de capa de protección, y porque después de la colocación a presión del material de capa de protección se calienta por lo menos la zona en que se ha aplicado el material de capa de protección hasta una temperatura que puede ser prefijada, para el endurecimiento definitivo del material aplicado sobre la superficie.
PROCEDIMIENTO PARA EL TRATAMIENTO POSTERIOR DE CHAPAS COMPUESTAS SOLDADADAS.
Sección de la CIP Química y metalurgia
(01/03/2003). Inventor/es: URECH, WERNER. Clasificación: C21D1/667, C21D9/50.
EN LA SOLDADURA DE PLETINAS SE ENFRIAN LAS PLETINAS QUE APARECEN A PARTIR DE UNA MAQUINA DE SOLDADURA POR MEDIO DE UN EQUIPO DE REFRIGERACION. EN EL EQUIPO DE REFRIGERACION SE APLICA A LA COSTURA DE SOLDADURA UN FLUIDO REFRIGERANTE, EN PARTICULAR UN ACEITE DE PROTECCION ANTIOXIDANTE. DE ESTA FORMA LAS PLETINAS PUEDEN SER ENFRIADAS EN UN CORTO ESPACIO DE TIEMPO Y ACEITADAS DURANTE UN TRAYECTO CORTO, QUE ALIGERA ESENCIALMENTE LA LONGITUD COMPLETA O LA LONGITUD DE SOLDADURA ASI COMO EL MANEJO DE LAS PLETINAS.
DISPOSITIVO DE TRANSPORTE.
(16/12/2002) Dispositivo de transporte para una línea de mecanizado de composición modular con varias máquinas de mecanizado para la producción de depósitos, en particular de cubetas o bidones, cuyo dispositivo de transporte para el transporte paso a paso, comprende un par de largueros (9a, b) movible en sentido de vaivén por medio de un accionamiento transportador , en cuyos largueros (9a, b) se encuentra fijado al menos un grupo de arrastradores girables, a cuyo fin el par de largueros (9a, b) está alojado girable y desplazable en elementos de guía y el accionamiento transportador presenta un mecanismo de manivela con una manivela , cuya manivela está unida por medio de una articulación giratoria con un disco de leva girable alrededor de un eje de giro de un mecanismo de leva , cuyo eje de giro esta alojado en…
PROCEDIMIENTO Y DISPOSITIVO PARA UNIR POR SOLDAADURA CANTOS DE CHAPA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/2002). Inventor/es: BAESSLER, PETER, MAURER, URS, MARRIOTT, ALAN, OBERHOLZER, MARCEL. Clasificación: B23K13/02.
LOS CANTOS DE CHAPA A SER SOLDADOS, DE ACUERDO CON LA INVENCION, SE CALIENTAN PREVIAMENTE A SU SOLDADURA PREVIA, GENERANDO UN GRADIENTE DE TEMPERATURA CON IGUAL VELOCIDAD DE SOLDADURA EN EL PROCEDIMIENTO UTILIZADO DE SOLDADURA, SIENDO ESTE GRADIENTE MAS PEQUEÑO CON RESPECTO AL MATERIAL A SER SOLDADO. CON ELLO PUEDE SER ELEVADA LA VELOCIDAD DE SOLDADURA O PUEDE SER SOLDADO EL MATERIAL DE TAL MODO, QUE CON GRADIENTES DE TEMPERATURA ALTA SE DISPONGA DE CALIDAD DE SOLDADURA EMPEORADA. EL CALENTAMIENTO PREVIO SE REALIZA POR EJEMPLO MEDIANTE EXCITACION CON ALTA FRECUENCIA DEL MATERIAL A SER SOLDADO.
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA MOLDEADA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/2002). Ver ilustración. Inventor/es: URECH, WERNER, MEIER, MARKUS. Clasificación: B21D26/02, B62D25/00, B21C37/08.
LA INVENCION SE REFIERE A UNA PIEZA MOLDEADA , CONFIGURADA POR LA CONFORMACION INICIAL DE UN CUERPO TUBULAR , CON UNA BRIDA SOLDADA . POSTERIORMENTE, EL CUERPO RECIBE SU FORMA EN UN MOLDE POR FIJACION DE LA BRIDA BAJO UNA ELEVADA PRESION INTERNA PARA DAR A LA PIEZA LA PRE FORMA . DE ESTE MODO, SE PUEDEN OBTENER FACILMENTE PRE FORMAS CON UNA BRIDA ASEGURADA QUE PUEDE UTILIZARSE PARA CONECTAR DICHAS PRE - FORMAS A OTRAS PIEZAS.
PROCEDIMIENTO Y DISPOSITIVO PARA LA UNION DE DOS PIEZAS METALICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2002). Inventor/es: AEBERSOLD, HANS, URECH, WERNER, GROSS, NORBERT. Clasificación: B23K26/08, B23K26/02, B23K37/04.
EN UN PROCEDIMIENTO PARA LA UNION DE DOS PIEZAS DE TRABAJO METALICAS SE COLOCAN UNA JUNTO A OTRA SIN FILO BAJO LA FORMACION DE UNA JUNTA DE TOPE Y EN LA ZONA DE ESTA JUNTA DE TOPE SE UNEN UNA CON OTRA. PARA ELLO LAS PIEZAS DE TRABAJO DEBEN SER IMPULSADAS CON UNA FUERZA DE ATRACCION MAGNETICA. POR OTRO LADO PUEDEN SER IMPULSADAS TAMBIEN CON PRESION.
PROCEDIMIENTO, DISPOSITIVO Y MATERIAL DE RECUBRIMIENTO PARA RECUBRIR COSTURAS DE BOTES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2000). Inventor/es: D\'ANIELLO, ALFONSO, LEVY, GIDEON, DR., FREI, MATTHIAS, NUSSBAUMER, HANS-JURG. Clasificación: B05D7/22, B05C7/00.
LA INVENCION PERMITE EN UNA INSTALACION DE RECUBRIMIENTO DE BASTIDORES DE CAJAS, EL ECONOMIZAR CON ARREGLO AL ESTADO DE LA TECNICA EL TRAMO DE TRATAMIENTO POSTERIOR INTENSIVO EN EL ESPACIO, YA QUE SE EMPLEA UN MATERIAL DE RECUBRIMIENTO PREFABRICADO EN CORTO TIEMPO. POSTERIORMENTE SE SIMPLIFICA AUTOMATICAMENTE LA INSTALACION DE RECUBRIMIENTO DE BASTIDORES DE CAJAS, PUESTO QUE EL MATERIAL DE RECUBRIMIENTO NO SE TRATA, SINO QUE HASTA HACE POCO SE CONDUCE EN SU FORMA BASICA A LA UNIDAD DE ELABORACION Y PRIMERAMENTE SE APLICA EN UN ESTADO CAPAZ DE FLUIR APROPIADO PARA EL RECUBRIMIENTO.
UNIDAD DE CORTE POR RODILLOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1999). Inventor/es: LANGHANS, RENE. Clasificación: B26D7/26, B23D35/00, B23D19/06.
ESTA UNIDAD PARA EL CORTE CON RODILLOS DE UN DISPOSITIVO PARA EL CORTE DE MATERIAL PLANO EN FORMA DE FLEJES Y PANELES DE CHAPA EN UN PLANO HORIZONTAL , TIENE DOS RODILLOS CORTANTES UNO SUPERIOR Y OTRO INFERIOR , ACTUANDO AMBOS PERPENDICULAR AL PLANO HORIZONTAL EN LA DIRECCION LONGITUDINAL , ESTANDO MONTADOS CADA UNO SOBRE UN ARBOL DE CUCHILLA SUPERIOR , O INFERIOR , PARALELOS AL PLANO HORIZONTAL Y PERPENDICULARES A LA DIRECCION LONGITUDINAL . LOS DOS ARBOLES DE CUCHILLA ESTAN DISPUESTOS EN RELACION FIJA ENTRE SI Y EN UN BASTIDOR COMUN . EL BASTIDOR ES EN ESENCIA DE FORMA EN U, ESTAN UNIDAS ENTRE SI SU ALA SUPERIOR Y SU ALA INFERIOR POR UNA PIEZA DE TRANSICION PLANA, QUE CORTA EL PLANO HORIZONTAL BAJO UN ANGULO AGUDO.
PROCEDIMIENTO PARA LA SOLDADURA DE COSTURA DE RODADURA DE RECIPIENTES Y MAQUINA DE SOLDADURA DE RESISTENCIA DE COSTURA DE RODADURA PARA LA REALIZACION DEL PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1997). Inventor/es: SCHLEMMER,MANFRED, GRAU, WALTER, MATIEVIC, TOMISLAV. Clasificación: B23K11/06.
LA MAQUINA DE SOLDADURA DE COSTURA DE RODADURA, ESTA PROVISTA CON UNA MESA DE HERRAMIENTA DE CONTORNO CONTROLADO PARA EL RECIPIENTE A SER SOLDADO. LA MESA ES ACCIONADA POR MEDIO DE UN PIÑON Y DE UN PANTOGRAFO DE UNA FORMA CONOCIDA. PARA PODER SOLDAR TAMBIEN EN BRIDAS DE SOLDADURA DE RECIPIENTES QUE DISCURREN EN TRES DIMENSIONES, LOS RODILLOS DE SOLDADURA ESTAN DISPUESTOS EN UN CABEZAL DE LA MAQUINA MOVIL VERTICALMENTE. CON ELLO LOS RODILLOS DE SOLDADURA PUEDEN SER MOVIDOS DE ACUERDO CON LAS BRIDAS DE SOLDADURA QUE SUBEN Y BAJAN. PARA ELLO SON MOVIDAS EN UN PLANO HORIZONTAL A PARTIR DEL TANQUE SOLAMENTE DE UNA FORMA HABITUAL Y ADICIONALMENTE LOS RODILLOS DE SOLDADURA PUEDEN MOVERSE VERTICALMENTE, RESULTANDO ASI DE UNA FORMA SENCILLA LA POSIBILIDAD DE BRIDAS DE SOLDADURA QUE DISCURREN EN TRES DIMENSIONES DE RECIPIENTES CON PROCESO DE SOLDADURA DE ALTA PRECISION DE FORMA INDEPENDIENTE DEL PESO Y DEL TAMAÑO DEL RECIPIENTE.
MEDICION DE TEMPERATURA SIMULTANEA EN COSTURA DE SOLDADURA LASER CON AL MENOS DOS PIROMETROS PARA LA COORDINACION DE LOS PARAMETROS DE LOS PROCESOS Y LA CALIDAD DE LA COSTURA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1997). Inventor/es: GROSS, NORBERT. Clasificación: B23K26/02.
EN SOLDADURA LASER DE COSTURA A TOPE DE CHAPAS, EN PARTICULAR DE CHAPAS DE DESIGUAL ESPESOR, SE MIDE DETRAS DEL FRENTE DE SOLIDIFICACION LA TEMPERATURA EN DOS LUGARES. A PARTIR DE LA RELACION DE AMBOS VALORES DE MEDIDA SE DETERMINA UNA SERIE DE VALORES CARACTERISTICOS DEL PROCESO, POR MEDIO DE LOS CUALES PUEDE SER CONTROLADO EL PROCESO DE SOLDADURA.
PROCEDIMIENTO Y DISPOSITIVO PARA SOLDAR CHAPAS DE PLATINO MEDIANTE LASER.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1996). Inventor/es: URECH, WERNER, MEIER, MARKUS, WUEGER, KARL. Clasificación: B23K26/00, B23K33/00.
LAS CHAPAS SE DEBEN SOLDAR EN JUNTAS A TOPE MEDIANTE LA SUPERPOSICION DE LAS MISMAS, HACIENDO COINCIDIR SUS SUPERFICIES FRONTALES. PARA REDUCIR LOS RESQUICIOS DE UNION EN LAS MASAS PRESENTABLES PARA SOLDAR CON LASER, SE DEFORMA PLASTICAMENTE UNA CHAPA A LO LARGO DE LA UNION POR SOLDADURA PARA QUE EL MATERIAL CIRCULE EN LA DIRECCION DEL RESQUICIO Y SE REDUCE POR ELLO LA ANCHURA DEL RESQUICIO Y SE CARACTERIZA PORQUE SEGUN LO MENCIONADO ANTERIORMENTE PUEDEN SOLDARSE UNAS CHAPAS CORTADAS CON PEQUEÑA PRECISION.
PIEZA DE ARRASTRE PARA EL TRANSPORTE DE CHAPAS DELGADAS EN UNA MAQUINA SOLDADORA DE LATAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1995). Inventor/es: HOFFMANN, HANS-WILHELM, PORTMANN, NIKLAUS. Clasificación: B23K11/06.
LA PIEZA DE ARRASTRE TIENE UN CUERPO SOPORTE QUE ESTA SUJETO EN UN EQUIPO DE TRANSPORTE, POR EJEMPLO EN UNA CADENA SINFIN. EN EL CUERPO SOPORTE SE ENCUENTRA UNA PIEZA DE EMPUJE DE MATERIAL SINTETICO RESISTENTE AL DESGASTE FIJA DE TAL FORMA, QUE AGARRA EN EL BORDE TRASERO DE LA CHAPA A TRANSPORTAR EN SU MOVIMIENTO HACIA ADELANTE. EL CUERPO DE EMPUJE ESTA APOYADO EN EL CUERPO DE SOPORTE AL MENOS EN UNA POSICION INTERMEDIA ELASTICA DE RETROCESO. EN UNA FORMA DE EJECUCION PREFERENTE DE LA PIEZA DE ARRASTRE EL CUERPO DE EMPUJE MUESTRA UN CASQUILLO ELASTICO DE METAL, QUE CERCA DE AMBOS EXTREMOS ESTA APOYADO EN EL CUERPO SOPORTE SEGUN UN EJE FIJO A TRAVES DE UNA SITUACION INTERMEDIA EN FORMA DE UNA PLACA DE DISCO AISLADA ELECTRICAMENTE. CON ELLO SE PERMITE EN EL TRANSPORTE DE CHAPAS DELGADAS EN UNA MAQUINA DE SOLDADURA DE LATAS UNA ALTA ACELERACION, SIN QUE LAS CHAPAS SEAN DAÑADAS POR EL ELEMENTO O PIEZA DE ARRASTRE.
PROCEDIMIENTO PARA LA SOLDADURA CON COSTURA DE PIEZAS DE CHAPA CORTADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1995). Inventor/es: URECH, WERNER. Clasificación: B23K33/00.
PROCEDIMIENTO PARA LA SOLDADURA CONTINUA DE RECORTES DE CHAPA. COMO PREPARACION PARA LA SOLDADURA CONTINUA DE RECORTES DE CHAPA DE DISTINTO GROSOR, SE DEBE MECANIZAR EL MAS GRUESO DE AMBOS RECORTES, PREFERENTEMENTE POR ARRANQUE DE VIRUTAS, EN LA ZONA PREVISTA DEL BORDE A SOLDAR. CON LO CUAL LOS BORDES A SOLDAR ESTAN EQUIPARADOS EN SU GROSOR (T1,T2), PRESENTAN PARA EL PROCESO DE SOLDADURA CARACTERISTICAS PRACTICAMENTE SIMETRICAS CON RESPECTO AL PLANO DE UNION, POR LO QUE ESENCIALMENTE PUEDEN SER TRABAJADOS CON LOS MISMOS PARAMETROS DE SOLDADURA YA CONOCIDOS, COMO LA SOLDADURA DE RECORTES DE CHAPA DEL MISMO GROSOR. EL PROCEDIMIENTO ES APROPIADO PRINCIPALMENTE PARA SU UTILIZACION EN LA SOLDADURA CONTINUA POR APLASTAMIENTO, COMO TAMBIEN PARA OTROS METODOS DE SOLDADURA CONTINUA, COMO P.EJ. EN SOLDADURA POR RAYOS LASER.
MAQUINA DE SOLDADURA CONTINUA PARA UNIR RECORTES DE CHAPA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1995). Inventor/es: WUEGER, KARL, BISCHOFBERGER, WALTER. Clasificación: B23K11/06, B23K37/04.
LA MAQUINA DE SOLDADURA CONTINUA CON EL GRUPO SOLDADOR 10 PRESENTA UNA PARTE INFERIOR Y UNA PARTE SUPERIOR . LAS PIEZAS PORTANTES SON UN LARGUERO SUPERIOR Y UN LARGUERO INFERIOR CON UNA UNION RIGIDA . PARA SUJETAR LOS RECORTES DE CHAPA A SOLDAR HAY DOS DISPOSITIVOS DE SUJECION, CADA UNO CON UNA BARRA DE PRENSADO SUPERIOR E INFERIOR ; AL MENOS UNA DE LAS BARRAS PRENSORAS SUPERIORES SE PUEDE ELEVAR Y BAJAR MEDIANTE ELEMENTOS ELEVADORES. PARA EL TRANSPORTE LONGITUDINAL DE LAS PIEZAS A LO LARGO DEL EJE DE SOLDADURA (Z), CADA BARRA DE PRENSADO PRESENTA UNA UNIDAD DE AVANCE . CADA UNIDAD DE AVANCE CONSTA DE UNA GUIA LONGITUDINAL QUE DISCURRE EN DIRECCION DEL EJE (Z), UN CARRO CONDUCIDO EN ESTE CON ELEMENTOS DE APRIETE Y UN ACCIONAMIENTO LINEAL REVERSIBLE UNIDO CON EL CAMBIO.
DISPOSITIVO PARA PERFILAR UN ROLLO DE ELECTRODOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1994). Inventor/es: AEBERSOLD, HANS. Clasificación: B23K11/30.
LA INVENCION SE CARACTERIZA PORQUE; EN UN CARRO PORTA-UTIL QUE AJUSTA RADIALMENTE AL ROLLO DE ELECTRODOS MEDIANTE UNOS ACCIONADORES DE APROXIMACION, SE UBICA UNA HERRAMIENTA PERFILADORA; UN CARRO MANIPULADOR QUE PORTA UN MANIPULADOR SE DESPLAZA PARALELAMENTE AL CARRO-PORTAUTIL Y SE PRETENSA EN LA DIRECCION DEL ROLLO DE ELECTRODO; SE DELIMITA EL MOVIMIENTO RELATIVO DEL CARRO PORTAUTIL CON RESPECTO AL CARRO MANIPULADOR Y LA PROFUNDIDAD DE PENETRACION DE LA HERRAMIENTA PERFILADORA EN EL ROLLO DE ELECTRODOS A TRAVES DE UN TOPE AJUSTABLE; EL CARRO PORTA-UTIL SE AJUSTA CON UN DISPOSITIVO DE APRIETE, PARA CONSEGUIR LA PROFUNDIDAD DE PENETRACION DESEADA DE LA HERRAMIENTA PERFILADORA Y LA POSICION DE LA HERRAMIENTA PERFILADORA SE ADICIONA AUTOMATICAMENTE CON EL DIAMETRO REDUCIDO DEL ROLLO DE ELECTRODOS EN EL PERFILADO REITERADO.
DISPOSITIVO PARA ILUMINAR UNA ZONA A EXAMINAR DE UNA BOTELLA.
Secciones de la CIP Física Técnicas industriales diversas y transportes
(01/09/1994). Inventor/es: APTER, ROBERT, PAU, LOUIS-FRANCAIS, AGERSKOV, CARSTEN, JACOBI, ULRIK, SLOTH, HENDRIK. Clasificación: G01N21/90, B07C5/34.
EL MONTAJE SIRVE PARA EXAMINAR A LO LARGO DE UN CARRIL LAS REGIONES HUECO CILINDRICAS EN SU ESTRUCTURA SUPERFICIAL DE CUERPOS HUECOS TRANSPARENTES EN MOVIMIENTO (POR EJEMPLO, BOTELLAS). POSEE UN DISPOSITIVO DE ILUMINACION , UN TRANSPORTADOR CON EL QUE LOS CUERPOS HUECOS PASAN POR UNA ZONA DE INSPECCION, Y UN DISPOSITIVO DE FORMACION DE IMAGEN . EL DISPOSITIVO DE ILUMINACION POSEE DIVERSOS FOCOS DE LUZ QUE ESTAN DISPUESTOS DE TAL MANERA QUE LOS CUERPOS HUECOS RECIBEN EN CUALQUIER POSICION EN EL AREA DE INSPECCION LUZ BAJO ESTE ANGULO DE INCIDENCIA , EN EL CUAL, LOS CUERPOS HUECOS ACTUAN COMO CONDUCTORES DE LUZ, Y EN RELACION AL DISPOSITIVO DE FORMACION DE IMAGEN APARECEN COMO FOCOS DE LUZ SECUNDARIOS Y ASI, EL DISPOSITIVO DE FORMACION DE IMAGEN GANA UNA IMAGEN RICA EN CONTRASTES SOBRE LAS ESTRUCTURAS DE LA SUPERFICIE DE LOS CUERPOS HUECOS. EL MONTAJE SIRVE ESPECIALMENTE PARA EL EXAMEN DE BOTELLAS RECICLADAS.
CABEZAL DE RODILLOS PARA UNA MAQUINA DE SOLDADURA DE COSTURAS POR RESISTENCIA.
Secciones de la CIP Electricidad Técnicas industriales diversas y transportes
(16/08/1994). Inventor/es: URECH, WERNER, TAIANA, PETER, D\'ANIELLO, ALFONSO, PORTMANN, NIKLAUS. Clasificación: H01R39/64, B23K11/30.
SE DESCRIBE UN CABEZAL DE RODILLOS A ROTULA PARA UNA MAQUINA DE SOLDADURA DE COSTURAS POR RESISTENCIA, QUE PRESENTA UN DISPOSITIVO DE TRANSMISION DE CORRIENTE POR CONTACTO DESLIZANTE ENTRE UN ESTATOR (220B) Y UN ROTOR , QUE CONSTA DE UN DISCO EN FORMA DE ANILLO CIRCULAR, QUE SE PROLONGA RADIALMENTE ENTRE ROTOR Y ESTATOR, QUE ESTA FIJADO AL ESTATOR POR SU PERIMETRO EXTERIOR, QUE EN SU PERIMETRO INTERIOR LLEVA UN ANILLO DE CONTACTO DESLIZANTE AXIAL Y QUE ESTA DISEÑADO FLEXIBLEMENTE EN LA PARTE DE ALMA SITUADA ENTRE EL PERIMETRO INTERIOR Y EXTERIOR. EL DISCO DE CONTACTO DESLIZANTE CONSTA DE UNA MALLA DE COBRE, A LA QUE VA FIJADA EL ANILLO DE CONTACTO DESLIZANTE AXIAL . EL DISPOSITIVO DE TRANSMISION DE CORRIENTE POR CONTACTO DESLIZANTE EN FORMA DE DISCO CON PARTE DE ALMA FLEXIBLE REEMPLAZA AL DISPOSITIVO DE TRANSMISION DE CORRIENTE EN FORMA DE METAL FLUIDO, USUAL NORMALMENTE EN CABEZALES DE RODILLOS A ROTULA.
CABEZAL DE RODILLOS CON CONTACTO DESLIZANTE.
(16/08/1994) LA INVENCION: SE REFIERE A UN CABEZAL DE RODILLOS; QUE SE UTILIZA EN UNA MAQUINA DE SOLDADURA CONTINUA POR RESISTENCIA Y PRESENTA UN DISPOSITIVO DE TRANSMISION DE CORRIENTE DE CONTACTO DESLIZANTE INTERIOR QUE ESTA SITUADO ENTRE UN ESTATOR Y UN ROTOR Y CONSISTE EN UN PAR DE DISCOS (26, 26'') QUE TIENEN FORMA DE ANILLO CIRCULAR, SE EXTIENDEN RADIALMENTE ENTRE UN ESTATOR Y UN ROTOR, SE FIJAN EN LA PERIFERIA EXTERIOR DEL ROTOR, PORTAN EN SU PERIFERIA INTERIOR ANILLOS DE CONTACTO (32, 32') POR DESLIZAMIENTO AXIAL Y QUE SOPORTAN ENTRE SUS PERIFERIAS EXTERIOR E INFERIOR PIEZAS (28, 28') DE BRIDAS FLEXIBLES Y SE CARACTERIZA PORQUE; LOS DISCOS DE CONTACTO DESLIZANTE CONSISTEN EN UNAS MALLAS DE COBRE; EN LAS MALLAS DE COBRE DE LOS DISCOS SE FIJAN LOS ANILLOS DE CONTACTO POR DESLIZAMIENTO AXIAL; LAS…
CARRIL PARA GUIAR LOS CANTOS DE CHAPAS A SOLDAR ENTRE SI.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/1994). Inventor/es: PORTMANN, NIKLAUS. Clasificación: B23K11/06.
UN CARRIL-Z PARA SOLDAR LOS CANTOS LONGITUDINALES DE CERCOS DE LATAS TIENE DOS CUERPOS DE SOPORTE , CADA UNO CON UNA RANURA LONGITUDINAL , QUE MUESTRA DOS SUPERFICIES LATERALES DE RANURA , AL MENOS APROXIMADAMENTE PARALELAS ENTRE SI, Y UNA SUPERFICIE BASE DE RANURA , APROXIMADAMENTE VERTICAL CON RESPECTO A ESTAS. LAS RANURAS LONGITUDINALES TIENEN UN PERFIL DESTALONADO CON UN ENSANCHAMIENTO , POR EL CUAL UNA DE LAS SUPERFICIES LATERALES DE RANURA ESTA SEPARADA DE LA SUPERFICIE BASE . EN EL ENSANCHAMIENTO SE FIJA UNA PIEZA DE ENCAJE DE UN MATERIAL DURO, QUE PUEDE INTERCAMBIARSE. LA PIEZA DE ENCAJE SE EXTIENDE AL MENOS HASTA EL PLANO DE LA SUPERFICIE LATERAL OPUESTA Y TIENE UNA SUPERFICIE EXTERIOR , DESVIADA DE LA SUPERFICIE BASE , PARA APOYAR UN CANTO DEL REBORDE DE LA CHAPA . LAS SUPERFICIES LATERALES DEL CUERPO DE SOPORTE ESTAN CONFORMADAS PARA GUIAR LAS SUPERFICIES LATERALES DEL REBORDE DE LA CHAPA.
DISPOSITIVO PARA DESAMONTONAR Y VOLVER A TRANSPORTAR PLATINOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1994). Inventor/es: STIEGER, OTHMAR. Clasificación: B65H3/08, B65H5/08, B65H3/38, B21D43/24.
UN MONTON DE PLATINOS SE LLEVA ENTRE CONDUCCIONES . EN UN SOPORTE SE COLOCAN CUERPOS ADHERENTES , QUE PUEDEN APLICARSE A LOS PLATINOS SITUADOS EN EL MONTON, PARA COGERLOS Y SEPARARSE CON ELLOS DEL MONTON . EL SOPORTE SE MUEVE SOBRE UNA BANDA QUE, SEPARANDOSE DEL MONTON , SE EXTIENDE TRANSVERSALMENTE A LA SUPERFICIE DE LOS PLATINOS. SEGUIDAMENTE SE CAMBIA A UNA DIRECCION QUE LLEVA, AL MENOS APROXIMANDOSE PARALELAMENTE A LA SUPERFICIE DE PLATINOS, HACIA UN PAR DE ARTICULACIONES DE TRANSPORTE Y FINALMENTE, TRANSCURRE DE NUEVO TRRANSVERSALMENTE A LA SUPERFICIE DE PLATINOS. LAS ARTICULACIONES DE TRANSPORTE TOMAN LOS PLATINOS TRANSPORTADOS POR EL SOPORTE Y LOS VUELVEN A TRANSPORTAR.
DISPOSITIVO PARA ALTERAR DISTANCIAS ENTRE OBJETOS MOVIDOS UNO TRAS OTRO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1994). Inventor/es: BOGATZKI, HANS ULRICH. Clasificación: B65G47/26.
DESDE UN CUBO , QUE ESTA ACCIONABLE POR ROTACION ALREDEDOR DE UN EJE DE GIRO (A), SALEN VARIOS RADIOS EN DISTANCIAS DE ANGULOS DETERMINADAS. A UN EXTREMO DE CADA RADIO ESTA DISPUESTO UN PITON DE ARRASTRE , QUE ESTA CONFORMADO PARA ARRASTRAR CADA OBJETO. POR MEDIO DE UNA GUIA SE DEJA ALTERAR PERIODICAMENTE LA DISTANCIA RADIAL DE LOS PITONES DE ARRASTRE DESDE EL CUBO DURANTE SU GIRA. CON ESTO SE ALTERA LAS CORRESPONDIENTES DISTANCIAS DE LOS PITONES DE ARRASTRE UNA DE OTRA.
DISPOSITIVO PARA COMPROBAR BOCAS DE BOTELLA O SIMILARES.
(01/02/1994) SE TOMAN FOTOS CON UNA CAMARA DISPUESTA EN EL EJE DE UNA BOTELLA A EXAMINAR PARA DETECTAR DEFECTOS EN LA SUPERFICIE SUPERIOR DE LA BOQUILLA . SE DISPONEN ENTRE LA BOQUILLA Y LA CAMARA UN CUERPO CONDUCTOR DE LUZ CIRCULAR Y COAXIAL , RODEADO DE UNA FUENTE DE LUZ . ESTE TIENE UNA ABERTURA CENTRAL PARA PERMITIR LA VISUALIZACION EN FORMA DE DOBLE CONO TRUNCADO (40A, 40B). LA SUPERFICIE LATERAL DEL CONO TRUNCADO (40A) QUE ENCARA LA BOQUILLA CONFORMA UNA SUPERFICIE DE SALIDA DE LUZ (46A) PARA ILUMINAR LA BOQUILLA . AL ANGULO DE INCLINACION DEL CONO TRUNCADO (40A) DEBE ELEGIRSE DE MODO QUE UN CONO TRUNCADO DE LUZ CON FORMA ANULAR CAIGA SOBRE LA SUPERFICIE DE LA BOQUILLA Y TENGA UN ANGULO DE CAIDA EN EL MEDIO DE ESTA DE 45 GRADOS.…
PROCEDIMIENTO Y DISPOSITIVO PARA ASEGURAR EL MANTENIMIENTO DE LA MEDIDA DE UN ARO DE BOTE EN FORMA DE PIRAMIDE TRUNCADA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1994). Inventor/es: ALZNAUER, KURT, BAUMGARTNER, MICHAEL, BOEGLI, WERNER, BRAUER, JURGEN. Clasificación: B21D51/26.
SE DESCRIBE UN DISPOSITIVO Y PROCEDIMIENTO PARA ASEGURAR EL MANTENIMIENTO DE LA MEDIDA DE UN ARO DE BOTE DE FORMA DE PIRAMIDE TRUNCADA . A LA FABRICACION DEL ARO SE CALIENTA ANTES DEL PASO EN EL QUE SE HA DE CAMBIAR DE FORMA DE PIRAMIDE TRUNCADA, EN LA PROXIMIDAD DE SU SUPERFICIE DE BASE POR LA ZONA DE LAS SUPERFICIES LATERALES ANCAS (10A, 10B, CON AYUDA DE INDUCTORES . DE ESTA FORMA SE CONSIGE EN LA ZONA DE LA SUPERFICIE DE BASE DE LA PIRAMIDE TRUNCADA UNA DISMINUCION SIMETRICA DEL ESPESOR DE LA CHAPA EN EL PROCESO DE ESNSANCHADO.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}