6 patentes, modelos y diseños de CHROMALLOY GAS TURBINE CORPORATION
SOLDADURA DE ARTÍCULOS DE SUPERALEACIÓN.
(02/11/2011) Procedimiento para soldar un artículo de superaleación basada en níquel o níquel y cobalto, que comprende precalentar toda una zona de soldadura y la región adyacente a la zona de soldadura del artículo a un intervalo de temperatura de máxima ductilidad que está por encima de una temperatura de envejecimiento y por debajo de una temperatura de fusión incipiente para dicha superaleación y mantener tal temperatura durante la soldadura y la solidificación de La soldadura, y enfriar el artículo por debajo de un intervalo de endurecimiento por precipitación gamma prima a una velocidad efectiva para minimizar la precipitación gamma prima adicional, estando el procedimiento caracterizado por: la elevación de la…
SOLDADURA POR LASER DE ARTICULOS DE SUPERALEACION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/2008). Inventor/es: FOSTER,M, UPDEGROVE,K, THURSTON,C, LOVELACE,D. Clasificación: B23K26/14, B23K26/32, B23K26/42.
Un procedimiento para la soldadura por láser de un artículo de superaleación basada en níquel y/o cobalto elegido del grupo que consta de superaleación reforzada por precipitación de gamma prima que contiene titanio y aluminio en una cantidad combinada de al menos el 5%, caracterizado por: precalentamiento de la totalidad de un área de soldadura y de la región contigua al área de soldadura del artículo a una temperatura de ductilidad superior a una temperatura de envejecimiento e inferior a una temperatura de fusión incipiente de dicha superaleación y dentro del rango de 760ºC a 1140ºC y mantenimiento de dicha temperatura durante la soldadura y solidificación de la soldadura; y soldadura del artículo precalentado utilizando un láser con una alimentación de aleación en polvo, controlando la velocidad del láser a menos de 0,254 metros por minuto.
PROCESO PARA SOLDAR POR LASER UN ELEMENTO DE SUPERALEACION A BASE DE NIQUEL Y/O COBALTO Y UN APARATO PARA SOLDADURA POR LASER PARA SOLDAR ELEMENTOS DE SUPERALEACION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2002). Inventor/es: KANG, DAVID, GOODWATER, FRANK, HUYNH, LANG, LI, HON, LIZOTTE, JAMES, DOYLE, BRIAN. Clasificación: B23K26/00.
SE SUMINISTRA UN PROCESO PARA LA SOLDADURA POR LASER DE UN ARTICULO DE SUPERALEACION PRECALENTANDO EL AREA DE SOLDADURA COMPLETA Y UNA REGION ADYACENTE AL AREA DE SOLDADURA DEL ARTICULO HASTA UNA TEMPERATURA DUCTIL DENTRO DE LA BANDA DE 1400-2100 (GRADOS) F CON UNA BOBINA DE CALENTAMIENTO DE INDUCCION Y MANTENIENDO LA TEMPERATURA DURANTE LA SOLDADURA Y LA SOLIDIFICACION DE LA SOLDADURA; ASI COMO SOLDANDO EL ARTICULO PRECALENTADO UTILIZANDO UN LASER CON UN SUMINISTRO DE UNA ALEACION EN POLVO CON UN SISTEMA DE CONTROL, QUE CONTROLA EL SUMINISTRO DE POLVO DEL LASER Y UN SISTEMA DE MOVIMIENTO SOBRE EL CUAL SE FIJA EL ARTICULO, EN DONDE EL SISTEMA DE CONTROL INCLUYE UN SISTEMA DE VISION QUE DIGITALIZA EL AREA DE SOLDADURA DEL ARTICULO SUMINISTRANDO UNA TRAYECTORIA PARA SER SEGUIDA POR EL LASER.
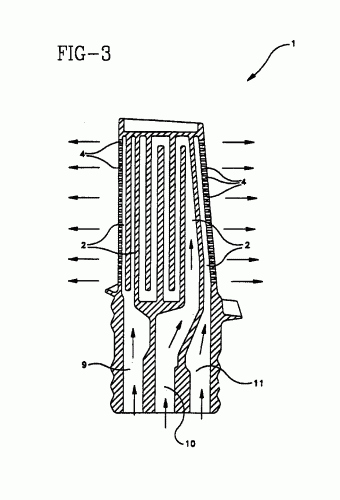
PROCEDIMIENTO PARA APLICAR UN REVESTIMIENTO EN UN COMPONENTE DE UN MOTOR DE UNA TURBINA DE GAS.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Química y metalurgia
(16/11/2001). Ver ilustración. Inventor/es: KANG, DAVID, GOODWATER, FRANK, UPDEGROVE, KEVIN. Clasificación: F01D5/28, C25D5/02.
SE ESTABLECE UN PROCESO PARA APLICAR UN REVESTIMIENTO POR GALVANOPLASTIA A UN COMPONENTE DE UN MOTOR DE TURBINA A GAS SIN PERJUDICAR LA CIRCULACION DE AIRE POR LOS ORIFICIOS DE REFRIGERACION INYECTANDO UN PRODUCTO DE ENMASCARAMIENTO EN EL CONDUCTO DE REFRIGERACION PARA LLENAR LOS ORIFICIOS DE REFRIGERACION CON EL PRODUCTO DE ENMASCARAMIENTO, APLICANDO UN REVESTIMIENTO POR GALVANOPLASTIA A LA SUPERFICIE EXTERNA DEL COMPONENTE Y ELIMINANDO DESPUES EL PRODUCTO DE ENMASCARAMIENTO DEL COMPONENTE.
SOLDADURA DE SUPERALEACIONES DE ALTA RESISTENCIA A BASE DE NIQUEL.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(16/07/1999). Inventor/es: STUEBER, RICHARD J., MILIDANTRI, THOMAS, TADAYON, MOSHEN. Clasificación: B23K31/02, B23K9/23, C22F1/10, B23K9/235.
SE PROPORCIONA UN PROCESO PARA SOLDAR UNA SUPERALEACION CON BASE DE NIQUEL CON PRECIPITACION REFORZADA GAMA PRIMA CALENTANDO EL AREA DE SOLDADURA Y LA REGION ADYACENTE A UNA TEMPERATURA DUCTIL, SOLDANDO MIENTRAS SE MANTIENE LA TOTALIDAD DEL AREA DE SOLDADURA Y SU REGION ADYACENTE A DICHA TEMPERATURA Y SUJETANDO LA SOLDADURA, AREA Y REGION ANTES MENCIONADA A DICHA TEMPERATURA HASTA QUE SE HAYA SOLIDIFICADO LA TOTALIDAD DE LA SOLDADURA. LA TEMPERATURA DUCTIL SUPERA LA TEMPERATURA DE ENVEJECIMIENTO PERO ES INFERIOR A LA TEMPERATURA DE FUNDICION INCIPIENTE DE LA SUPERALEACION.
SOLDADURA DE SUPERALEACIONES CON BASE DE NIQUEL DE ALTA RESISTENCIA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1997). Inventor/es: STUEBER, RICHARD J., MILIDANTRI, THOMAS, TADAYON, MOSHEN. Clasificación: B23K31/02, B23K35/30, B23K9/235.
SE DESCRIBE UN PROCESO PARA SOLDAR UNA SUPERALEACION CON BASE DE NIQUEL DE PRECIPITACION REFORZADA DE UN ELEMENTO PRIMARIO GAMMA, CALENTANDO EL AREA DE SOLDADURA Y LA REGION ADYACENTE HASTA UNA TEMPERATURA DUCTIL, SOLDANDO MIENTRAS SE MANTIENE EL AREA DE SOLDADURA COMPLETA Y LA REGION ADYACENTE A LA TEMPERATURA DUCTIL Y SOSTENIENDO LA PIEZA SOLDADA, EL AREA DE SOLDADURA Y LA REGION ADYACENTE A LA TEMPERATURA DUCTIL HASTA QUE TODA LA SOLDADURA SE HAYA SOLIDIFICADO. LA TEMPERATURA DUCTIL ES SUPERIOR A LA TEMPERATURA DE ENVEJECIMIENTO PERO INFERIOR A LA TEMPERATURA DE SOLDADURA INCIPIENTE DE LA SUPERALEACION.
{kind=link}