Dispositivo y método de control del enfriamiento en piezas soldadas.
La presente invención se refiere a un dispositivo y método de control del enfriamiento en piezas soldadas.
El dispositivo comprende una lanza de soldadura; un tambor sobre el que está enrollada una manta térmica; y un elemento de fijación de la manta térmica a la parte trasera de la lanza de soldadura. Así, al desplazar la lanza en un sentido de soldadura se crea un cordón de soldadura que une las dos piezas y se deposita la manta térmica inmediatamente sobre dicho cordón de soldadura. El método comprende disponer un tambor con una manta térmica enrollada sobre el mismo; fijar un extremo libre de la manta térmica a la parte trasera de una lanza de soldadura; desplazar la lanza en un sentido de soldadura entre dos piezas que van a soldarse creando así un cordón de soldadura entre las mismas; y depositar la manta térmica sobre el cordón de soldadura.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201400484.
Solicitante: UNIVERSIDAD DE LA RIOJA.
Nacionalidad solicitante: España.
Inventor/es: LOSTADO LORZA,Rubén, ESCRIBANO GARCÍA,Rubén, MARTÍNEZ CALVO,María Ángeles.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K3/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 3/00 Herramientas, dispositivos o accesorios particulares para la soldadura sin fusión o el desoldeo, no concebidos para procedimientos particulares (materiales utilizados para la soldadura sin fusión B23K 35/00). › Dispositivos auxiliares a este efecto (limpieza de conductores o de tubos o de sistemas de conductores o de tubos, p. ej. antes de la soldadura, B08B 9/02).
Fragmento de la descripción:
DISPOSITIVO Y MÉTODO DE CONTROL DEL ENFRIAMIENTO EN PIEZAS
SOLDADAS
Campo de la invención
La presente invención se refiere de manera general al campo de la soldadura, y más concretamente al control del enfriamiento de piezas soldadas.
Antecedentes de la invención
El experto en la técnica conoce que cuando se calienta una pieza metálica a temperaturas elevadas y a continuación vuelve a enfriarse rápidamente, la pieza metálica puede experimentar cambios estructurales importantes haciendo que se vuelva muy frágil.
Una aplicación en la que aparecen temperaturas elevadas en zonas muy localizadas es en la fabricación por soldadura. En efecto, al realizar una operación de
soldadura, por ejemplo para unir dos piezas, es conveniente evitar que el cordón de soldadura creado se enfríe rápidamente al contacto con la atmósfera ya que puede ponerse en peligro la integridad y resistencia de la unión por soldadura creada.
En la actualidad se conocen varios métodos usados para evitar que las piezas soldadas entren en contacto directo e inmediato con la atmósfera y experimenten enfriamientos rápidos. Estos métodos consisten básicamente en cubrir las piezas soldadas de forma manual con un material refractario (mediante arena o mediante mantas térmicas) tras haberse soldado las piezas. Transcurrido el tiempo necesario para que las piezas se enfríen lentamente, se retira el material refractario y entonces pueden enfriarse las piezas soldadas directamente en el aire o incluso en agua.
Estos métodos actuales requieren de la intervención de
un operario para colocar el material refractario, lo cual supone costes tanto en cuanto al consumo de tiempo como en cuanto a la necesidad de mano de obra. Además, los métodos mencionados dejan el cordón de soldadura al aire en los segundos inmediatamente posteriores a la soldadura y sólo se cubren las piezas al terminar de aplicar todo el cordón de soldadura. Estos primeros segundos tras la aplicación del cordón de soldadura son cruciales dado que el gradiente de temperaturas entre el cordón de soldadura y la atmósfera exterior es el mayor, y por tanto el enfriamiento es rápido. Por tanto, en estos primeros segundos se producen las mayores deformaciones y tensiones residuales que ponen en peligro la integridad estructural de la pieza soldada final.
Por tanto, sigue existiendo en la técnica la necesidad de un dispositivo y un método que permitan proteger un cordón de soldadura recién aplicado frente a un enfriamiento rápido, controlando el enfriamiento en las piezas soldadas y mejorando así la calidad final de las mismas.
Sumario de la invención
Para solucionar los problemas de la técnica anterior, la presente invención da a conocer un dispositivo y un método de control del enfriamiento en piezas soldadas.
En un primer aspecto, la presente invención se refiere a un dispositivo de control del enfriamiento en piezas soldadas que comprende:
- una lanza de soldadura para realizar una unión por soldadura entre dos piezas;
- un tambor sobre el que está enrollada una manta térmica; y
- un elemento de fijación de la manta térmica a la
lanza de soldadura, preferiblemente a su parte trasera.
De este modo, al desplazar la lanza en un sentido de soldadura se crea un cordón de soldadura que une las dos piezas entre sí. Inmediatamente tras el paso de la lanza de soldadura, se deposita la manta térmica sobre dicho cordón de soldadura.
En un segundo aspecto, la presente invención se refiere a un método de control del enfriamiento en piezas soldadas que comprende las etapas de:
- disponer un tambor con una manta térmica enrollada sobre el mismo;
- fijar un extremo libre de la manta térmica a la parte trasera de una lanza de soldadura;
- desplazar la lanza en un sentido de soldadura entre dos piezas que van a soldarse, creando así un cordón de soldadura entre las mismas; y
- depositar la manta térmica sobre el cordón de soldadura inmediatamente tras el paso de la lanza de soldadura.
Tal como puede apreciarse, la aplicación de la manta térmica sobre el cordón de soldadura se realiza de manera automática inmediatamente tras el paso de la lanza de soldadura. Es decir, gracias a la presente invención se reduce al mínimo el tiempo de contacto directo entre el cordón de soldadura recién aplicado y la atmósfera del entorno, controlando (es decir, ralentizando) de ese modo el enfriamiento de las piezas soldadas lo que evita los problemas anteriormente descritos de cambios estructurales y fragilidad en las piezas finales de la técnica anterior.
Además, no se necesita que un operario aplique manualmente la manta térmica sobre el cordón de soldadura una vez terminada la operación de soldadura de las piezas.
Por tanto, se reduce el tiempo empleado en todo el procedimiento (soldadura de las piezas y aplicación de la manta térmica) lo cual repercute evidentemente en un ahorro económico.
Breve descripción de las figuras
La presente invención se entenderá mejor con referencia a las siguientes figuras que ilustran
realizaciones preferidas de la invención, proporcionadas a modo de ejemplo, y que no deben interpretarse como limitativas de la invención de ninguna manera.
La figura 1 muestra de manera esquemática el proceso de enfriamiento que se produce cuando dos placas soldadas se enfrían mediante contacto directo con la atmósfera (imagen superior de la figura 1) y cuando se aplica una manta térmica sobre esas mismas placas (imagen inferior de la figura 1).
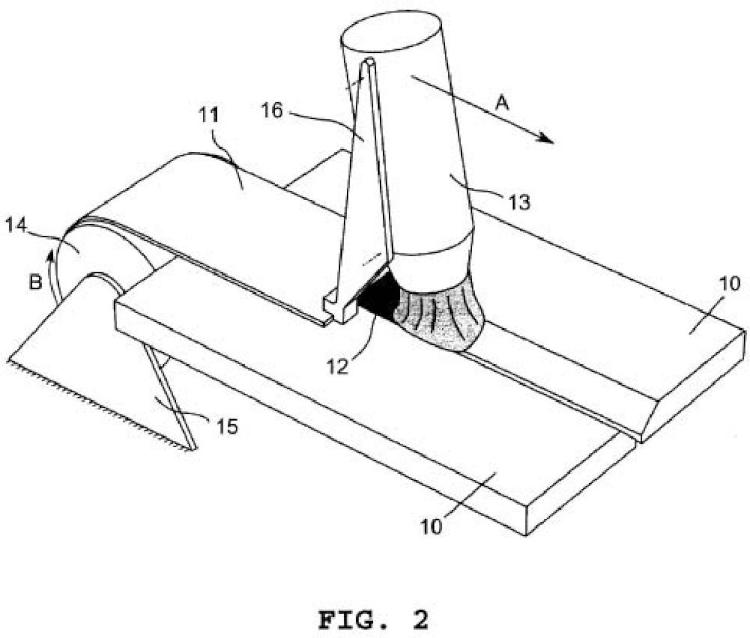
La figura 2 muestra una vista en perspectiva de un dispositivo según la realización preferida de la presente invención, para la unión por soldadura de dos placas planas.
La figura 3 muestra una vista lateral del dispositivo mostrado en la figura 2.
La figura 4 muestra una vista en lateral del dispositivo mostrado en la figura 2, para la unión por soldadura de tubos circulares.
Descripción detallada de las realizaciones preferidas
Tal como se usa en el presente documento, el término "parte trasera" de una lanza de soldadura se refiere a la parte de la lanza de soldadura opuesta al sentido de avance de la misma cuando se realiza una operación de soldadura. En las figuras adjuntas, la parte trasera de la lanza de
soldadura se ha representado como la parte izquierda de la misma, mientras que el sentido de avance representado por las flechas A es hacia la derecha.
Tal como se usa en el presente documento, el término "manta térmica" se refiere a cualquier capa de material refractario que puede depositarse sobre un cordón de soldadura y que reduce la velocidad de enfriamiento del mismo en comparación con la velocidad de enfriamiento que experimentaría en contacto directo con la atmósfera del entorno.
En la figura 1 se muestra esquemáticamente el proceso de enfriamiento que se produce cuando se enfrían placas planas soldadas (10) o bien directamente en contacto con la atmósfera (imagen superior de la figura 1) o bien cubiertas por una manta térmica (11) (imagen inferior de la figura 1)
En el primer caso, la transmisión de calor desde el cordón de soldadura (12) se realiza por conducción, convección y radiación, lo que origina un enfriamiento rápido de las placas soldadas (10). Tal como puede observarse, el desprendimiento de calor por convección y por radiación se realiza debido al contacto directo del cordón de soldadura (12) con la atmósfera del entorno.
En el segundo caso (imagen inferior de la figura 1) , tras aplicar la manta térmica (11) se evita (o al menos se reduce) la pérdida de calor por convección y por radiación. Por tanto, el proceso de enfriamiento que se produce en este caso es básicamente por conducción, lo que origina un enfriamiento muy lento de las placas soldadas (10).
Por tanto, debido a la gran reducción de la radiación (fenómeno de transmisión predominante a temperaturas altas) y la convección (que es el fenómeno de transmisión por contacto con un fluido, en este caso el aire), se reduce en
gran medida la velocidad de enfriamiento global de las placas soldadas (10). Tal como se explicó anteriormente, esta reducción de la velocidad de enfriamiento evita que las placas soldadas (así como el cordón de soldadura) 5 experimenten cambios estructurales que puedan llegar a hacer que las placas soldadas se vuelvan frágiles.
En la figura 2 se muestra la aplicación de un dispositivo según la realización preferida de la presente invención a la soldadura de dos placas planas (10). El 10 dispositivo comprende una lanza de soldadura (13) para realizar una unión por soldadura entre dos piezas. El dispositivo...
Reivindicaciones:
1. Dispositivo de control del enfriamiento en piezas soldadas (10, 18), caracterizado por que comprende:
una lanza de soldadura (13) para realizar una unión por soldadura entre dos piezas (10, 18) ; un tambor (14) sobre el que está enrollada una manta térmica (11); y
un elemento de fijación (16) de la manta térmica (11) a la lanza de soldadura (13); de manera que al desplazar la lanza (13) en un sentido de soldadura se crea un cordón de soldadura (12) que une las dos piezas (10, 18) y se deposita la manta
térmica (11) inmediatamente sobre dicho cordón de soldadura (12) tras el paso de la lanza de soldadura (13).
2. Dispositivo según la reivindicación 1, caracterizado por que la manta térmica (11) está fijada mediante el elemento de fijación (16) a la parte trasera de la lanza de soldadura (13).
3. Dispositivo según cualquiera de las reivindicaciones anteriores, caracterizado por que comprende además un muelle de torsión (17) ubicado en el tambor (14).
4. Dispositivo según cualquiera de las reivindicaciones anteriores, caracterizado por que las piezas (10, 18) que van a soldarse son de un material seleccionado de acero, fundición de acero, aluminio, bronce y cobre.
5. Método de control del enfriamiento en piezas soldadas
(10, 18) , caracterizado por que comprende las etapas
de:
disponer un tambor (14) con una manta térmica (11) enrollada sobre el mismo;
fijar un extremo libre de la manta térmica (11) a
la parte trasera de una lanza de soldadura (13);
- desplazar la lanza (13) en un sentido de soldadura
entre dos piezas que van a soldarse (10, 18),
creando así un cordón de soldadura (12) entre las
mismas; y
depositar la manta térmica (11) sobre el cordón de soldadura (12) inmediatamente tras el paso de la lanza de soldadura (13).
6. Método según la reivindicación 5, caracterizado por 10 que comprende además la etapa de:
- mantener la manta térmica (11) en tensión mediante la aplicación de una fuerza de torsión sobre el tambor (14).
Patentes similares o relacionadas:
Aparato y método de recuperación de material de soldadura, del 1 de Julio de 2020, de EVS Int Ltd: Un aparato para la recuperación de material de soldadura, que comprende: i) un alojamiento y una cámara para recibir escoria, estando la cámara en […]
Módulo de soldadura indirecta con al menos dos crisoles de soldadura, del 18 de Diciembre de 2019, de ERSA GMBH: Módulo de soldadura indirecta para una instalación de soldadura indirecta para la soldadura por ola selectiva con al menos un primer y un segundo crisoles de soldadura (14, […]
Procedimiento para realizar una unión por soldadura indirecta, conector eléctrico para la unión por soldadura indirecta a un cable coaxial y uso de un conector de este tipo, del 21 de Agosto de 2019, de TELEGARTNER KARL GARTNER GMBH.: Procedimiento para realizar una unión por soldadura indirecta entre al menos dos componentes , en el que, para fundir un material de […]
Dispositivo de transferencia de calor para la producción de uniones soldadas de componentes eléctricos, del 1 de Marzo de 2019, de PINK GMBH THERMOSYSTEME: Dispositivo de transferencia de calor para el acoplamiento térmico de un componente que va a soldarse con una fuente de calor y/o un disipador térmico […]
Procedimiento y dispositivo de soldeo con un dispositivo para limpiar una tobera de soldeo utilizando una fuente de sonido, del 24 de Septiembre de 2018, de SEHO SYSTEMTECHNIK GMBH: Procedimiento para limpiar una tobera de soldeo , en particular una tobera de soldeo al menos parcialmente estañada, caracterizado por que en fases de marcha en […]
Método y dispositivo para enfriar tarjetas de circuito impreso soldadas, del 22 de Febrero de 2017, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: Método para enfriar módulos soldados de tarjeta de circuito impreso en una zona de enfriamiento de un sistema de soldadura, en el que se introduce […]
Dispositivo de soldadura para fijar una cinta conductora de electricidad en una barra colectora eléctrica de una célula solar mediante soldadura inductiva, del 9 de Noviembre de 2016, de KOMAX HOLDING AG.: Dispositivo de soldadura para fijar una cinta conductora de electricidad en una barra colectora eléctrica recta de una célula solar a lo largo […]
Equipo de boquilla de soldadura para la soldadura por ola selectiva con una disposición de tira de separación, del 3 de Agosto de 2016, de ERSA GMBH: Equipo de boquilla de soldadura con boquilla de soldadura para la soldadura por ola selectiva y simultánea de al menos dos series dispuestas distanciadas de puntos […]