Bolsa vertical de fondo plano.
Procedimiento para fabricar un envase flexible, comprendiendo dicho procedimiento las etapas siguientes:
a) alimentar, en el interior de una máquina de formado, llenado, sellado, una película de envasado (116);
b) formar dicha película de envasado (116) en un tubo en dicha máquina de formado, llenado, sellado vertical yformar un sellado longitudinal;
c) formar un pliegue vertical (176) en dicho tubo de película de envasado (116) antes de sellar dicho tubohorizontalmente;
d) formar un primer sellado horizontal (131) en dicho tubo, incluyendo dicho primer sellado horizontal (131) unaparte de dicho pliegue vertical (176);
e) dejar caer un producto en el interior de un envase parcialmente formado creado por las etapas a) hasta d);
f) formar un segundo sellado horizontal (133) en dicho tubo, incluyendo dicho segundo sellado horizontal (133)una parte de dicho pliegue vertical (176);
g) cortar dicho segmento del tubo del resto de dicho tubo en dicho segundo sellado horizontal (133), formandode ese modo una bolsa de fondo plano; y
h) colocar verticalmente dicha bolsa en dicho pliegue (176);
en el que dicho pliegue vertical (176) está termosellado únicamente en dicho primer y segundo selladoshorizontales (131, 133), formándose una bolsa de fondo plano sin etapas adicionales de plegado;en el que en la etapa a) la película de envasado (116) tiene unas letras orientadas en perpendicular al sentidode desplazamiento de dicha película (116); dicho primer sellado horizontal (131) sella todas las capas dedicho tubo y dicho pliegue juntos; dicho segundo sellado horizontal (133) sella todas las capas de dicho tuboy dicho pliegue (176) juntos; la etapa h) comprende colocar verticalmente dicha bolsa con dichas letrasorientadas verticales; el pliegue (176) de la etapa c) está formado mediante por lo menos una barra deformado de pliegue estacionaria, ajustable (106) colocada entre un par de placas de formado (104); y elformado de la etapa b) comprende asimismo sostener dicho tubo en tensión con el par de placas de formado(104) y una barra de tensión (102) por debajo del fondo de un tubo de formado (101) en dicha máquina deformado, llenado, sellado vertical, en el que dichas placas de formado (104) y la barra de tensión (102)aplican dicha tensión en dicho tubo desde el interior de dicho tubo presionando hacia fuera en dicho tubo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2003/007505.
Solicitante: FRITO-LAY NORTH AMERICA, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 7701 LEGACY DRIVE PLANO, TX 75024-4099 ESTADOS UNIDOS DE AMERICA.
Inventor/es: KNOERZER, ANTHONY, ROBERT, KOHL,GARRETT,WILLIAM, TUCKER,STEVEN,KENNETH, BARTEL,LAWRENCE JOSEPH.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B9/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › Encerrado de objetos sucesivos, o cantidades de material, en bandas tubulares preformadas o en bandas en forma de tubos alrededor de bocas de llenado, p. ej. bandas tubulares extrusionadas.
- B65B9/20 B65B 9/00 […] › tomando las bandas la forma de tubo in situ alrededor de las bocas de llenado.
- B65B9/22 B65B 9/00 […] › Formando rebordes o salientes; Formadores de tubos.
- B65D30/16 B65 […] › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 30/00 Sacos, bolsas o recipientes similares. › con los lados extremos rígidos, p. ej. sacos que se tienen solos de pie.
- B65D33/00 B65D […] › Partes constitutivas, detalles o accesorios para sacos o bolsas.
- B65D33/25 B65D […] › B65D 33/00 Partes constitutivas, detalles o accesorios para sacos o bolsas. › Ribeteado; Ensamblado en cola de milano; Atornillado; utilizando botones a presión o cierres de cremallera.
PDF original: ES-2431042_T3.pdf
Fragmento de la descripción:
Bolsa vertical de fondo plano.
Antecedentes de la invención 1. Campo técnico La presente invención se refiere a una bolsa vertical de fondo plano construida utilizando una máquina modificada de envasado de formado y llenado vertical y el procedimiento para fabricar la misma que proporciona una construcción de una sola pieza de una bolsa vertical de fondo plano adecuada para la distribución de alimentos de aperitivo al detalle. La invención permite la utilización de la tecnología existente de conversión y envasado con películas para producir un envase vertical de fondo plano con un incremento mínimo de costes y una mínima modificación.
2. Descripción de la técnica relacionada Las máquinas de envasado de formado, llenado y sellado vertical comúnmente se utilizan en la industria de los alimentos de aperitivo para el formado, llenado y sellado de bolsas de patatas y otros productos similares. Las máquinas de envasar de este tipo cogen una película de envasado a partir de un rollo de lámina y forma la película en un tubo vertical alrededor de un cilindro de distribución del producto. El tubo vertical se sella verticalmente a lo largo de su longitud para formar un sellado dorsal. La máquina aplica un par de mordazas o materiales de revestimiento de sellado por calor contra el tubo para formar un sellado transversal. Este sellado transversal actúa como el sellado superior en la bolsa por debajo y el sellado del fondo del envase que está siendo llenado y formado por encima. El producto que se va a envasar, tal como patatas fritas, se deja caer a través del cilindro de distribución del producto y el tubo formado y se sostiene en el interior del tubo por encima del sellado transversal del fondo. Después de que el envase haya sido llenado, el tubo de película es empujado hacia abajo para extraer otra longitud de envase. Un sellado transversal se forma por encima del producto, sellándolo de ese modo en el interior del tubo de película y formando un envase de producto. El envase por debajo de dicho sellado transversal se separa del resto del tubo de película mediante un corte a través del área sellada.
La película de envasado utilizada en un proceso de este tipo típicamente es un material de polímero compuesto producido mediante un convertidor de película. Por ejemplo, una película compuesta de la técnica anterior utilizada para envasar patatas fritas y productos similares se ilustra en la figura 1, la cual es un esquema de una sección transversal de la película que ilustra cada capa fundamental individual. La figura 1 muestra una capa interior que se puede sellar, o lado del producto, 16 la cual típicamente comprende polipropileno orientado metalizado ("OPP") otereftalato de polietileno metalizado ("PET") . Ésta seguida por una capa de laminado 14, típicamente una extrusión de polietileno y una capa con gráficos o tinta 12. La capa de tinta 12 típicamente se utiliza para la presentación de gráficos que pueden ser vistos a través de una capa exterior transparente 10, capa 10 la cual típicamente es de OPP
o de PET.
La composición de la película de la técnica anterior representada en la figura 1 es idealmente adecuada para utilizarla en máquinas de formado y llenado vertical para el envasado de productos alimenticios. La capa interior metalizada 16, la cual generalmente está metalizada con una capa delgada de aluminio, proporciona propiedades de barrera excelentes. La utilización de OPP o PET para la capa exterior 10 y la capa interior 16 adicionalmente hace posible sellar por calor cualquier superficie de la película a cualquier otra superficie en formado tanto en los sellados transversales como en el sellado dorsal de un envase.
Los sellados dorsales típicos formados utilizando la composición de la película representada en la figura 1 se ilustran en las figuras 2a y 2b. La figura 2a es un esquema de una forma de realización de un "sellado solapado" de un sellado dorsal que está siendo formado en un tubo de película. La figura 2b ilustra una forma de realización de un "sellado revertido" de un sellado dorsal que está siendo formado en un tubo de película.
Con referencia a la figura 2a, una parte de la capa metalizada interior 26 se acopla con una parte de la capa exterior 20 en el área indicada mediante las flechas para formar un sellado solapado. El sellado en esta área se consigue mediante la aplicación de calor y presión a la película en un área de ese tipo. El diseño del sellado solapado representado en la figura 2a asegura que el producto que se va a colocar en el interior del envase formado estará protegido de la capa de tinta por la capa interior metalizada 26.
La variación del sellado revertido representado en la figura 2b también proporciona que el producto que se va a colocar en el envase formado esté protegido de la capa de tinta por la capa interior metalizada 26. Otra vez, la capa exterior 20 no entra en contacto con producto alguno. En la forma de realización representada en la figura 2b, sin embargo, la capa interior 26 está plegada sobre sí misma y sellada entonces en el área indicada mediante las flechas. Otra vez, este sellado se consigue mediante la aplicación de calor y presión a la película en el área ilustrada.
Sin tener en cuenta si se utiliza un sellado solapado o un sellado revertido para construir un envase normal utilizando una máquina de envasar de formado y llenado vertical, el resultado final es un envase como se representa en la figura 3a con sellados transversales superior y del fondo horizontalmente orientadas 31, 33. Un envase de este tipo es referido en la técnica como "bolsa flexible vertical" o "bolsa de soldadura longitudinal" y comúnmente se utiliza para envasar alimentos de aperitivo tales como patatas fritas, patatas para tortilla, y diversos otros productos en hojas y extruidos. El sellado dorsal descrito con referencia a las figuras 2a y 2b corre vertical a lo largo de la bolsa y típicamente está centrado en la parte posterior del envase representado en la figura 3a, por lo tanto no es visible en la figura 3a. Debido a la base del borde estrecho individual en el envase representado en la figura 3a formada en el sellado transversal 33, los envases de este tipo de la técnica anterior no son particularmente estables cuando se apoyan en un extremo. Esta desventaja ha sido tratada en la industria del envasado mediante el desarrollo de bolsas horizontales de fondo plano tal como la forma de realización ilustrada en las figuras 4a, 4b y 4c. Como se puede ver mediante la referencia a dichas figuras, una bolsa horizontal de fondo plano de este tipo tiene una base plana y relativamente amplia 47 provista de dos bordes de contacto. Esto permite que la bolsa descanse sobre su base 47 en una presentación vertical. La fabricación de las bolsas horizontales de fondo plano de este tipo, sin embargo, no implica la utilización de las máquinas normales verticales de formado, llenado y sellado sino, en cambio, implica una construcción de tres piezas cara y relativamente lenta utilizando una máquina de formado, llenado y sellado de bolsas.
Con referencia a las figuras 4b y 4c, la bolsa horizontal de fondo plano de la técnica anterior está constituida por tres piezas separadas de película que se acoplan sellados, esto es, una lámina delantera 41, una lámina trasera 43 y una lámina de base 45. La lámina delantera 41 y la lámina trasera 43 se sellan una contra la otra alrededor de sus bordes, típicamente mediante sellado por calor. La lámina base 45, sin embargo, primero se asegura a lo largo de sus bordes exteriores a los bordes exteriores del fondo de la lámina delantera 41 y la lámina trasera 43, como se ilustra mejor en la figura 4c. De forma similar, el acoplamiento de la lámina base 45 a la lámina delantera 41 y la lámina trasera 43 también se consigue típicamente mediante sellado por calor. El requisito de que una bolsa horizontal de fondo plano de este tipo está constituida por tres piezas resulta en un envase que es significativamente más caro de construir que una bolsa flexible normal de forma y llenado vertical.
Ventajas adicionales de utilizar bolsas horizontales de fondo plano incluyen el gasto inicial en capital de las máquinas de bolsas horizontales de fondo plano, el volumen abundante de gas adicional requerido durante el envasado comparado con una bolsa flexible vertical, el tiempo muerto incrementado para cambiar el tamaño de la bolsa, una velocidad más lenta de formado de la bolsa y una disminución de la gama de tamaño de la bolsa. Por ejemplo, una máquina de formado, llenado, sellado vertical modelo Polaris fabricada por Klick Lock Woodman de Georgia E.U.A., con una capacidad de volumen de 60 - 100 bolsas por minuto cuesta del orden de 75.000 dólares por máquina. Una máquina... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar un envase flexible, comprendiendo dicho procedimiento las etapas siguientes:
a) alimentar, en el interior de una máquina de formado, llenado, sellado, una película de envasado (116) ;
b) formar dicha película de envasado (116) en un tubo en dicha máquina de formado, llenado, sellado vertical y formar un sellado longitudinal;
c) formar un pliegue vertical (176) en dicho tubo de película de envasado (116) antes de sellar dicho tubo horizontalmente;
d) formar un primer sellado horizontal (131) en dicho tubo, incluyendo dicho primer sellado horizontal (131) una parte de dicho pliegue vertical (176) ; 15 e) dejar caer un producto en el interior de un envase parcialmente formado creado por las etapas a) hasta d) ;
f) formar un segundo sellado horizontal (133) en dicho tubo, incluyendo dicho segundo sellado horizontal (133) una parte de dicho pliegue vertical (176) ;
g) cortar dicho segmento del tubo del resto de dicho tubo en dicho segundo sellado horizontal (133) , formando de ese modo una bolsa de fondo plano; y
h) colocar verticalmente dicha bolsa en dicho pliegue (176) ;
en el que dicho pliegue vertical (176) está termosellado únicamente en dicho primer y segundo sellados horizontales (131, 133) , formándose una bolsa de fondo plano sin etapas adicionales de plegado;
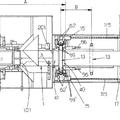
en el que en la etapa a) la película de envasado (116) tiene unas letras orientadas en perpendicular al sentido de desplazamiento de dicha película (116) ; dicho primer sellado horizontal (131) sella todas las capas de dicho tubo y dicho pliegue juntos; dicho segundo sellado horizontal (133) sella todas las capas de dicho tubo y dicho pliegue (176) juntos; la etapa h) comprende colocar verticalmente dicha bolsa con dichas letras orientadas verticales; el pliegue (176) de la etapa c) está formado mediante por lo menos una barra de formado de pliegue estacionaria, ajustable (106) colocada entre un par de placas de formado (104) ; y el 35 formado de la etapa b) comprende asimismo sostener dicho tubo en tensión con el par de placas de formado (104) y una barra de tensión (102) por debajo del fondo de un tubo de formado (101) en dicha máquina de formado, llenado, sellado vertical, en el que dichas placas de formado (104) y la barra de tensión (102) aplican dicha tensión en dicho tubo desde el interior de dicho tubo presionando hacia fuera en dicho tubo.
2. Procedimiento según la reivindicación 1, en el que dicha barra de formado de pliegue (106) comprende un fluoropolímero.
3. Procedimiento según la reivindicación 1, en el que dicha etapa de alimentación a) comprende la alimentación de
un material de envasado que tiene un sellado de cierre de cremallera a lo largo de la longitud de dicho material de 45 envasado.
4. Procedimiento según la reivindicación 1, en el que dicha barra de formado de pliegue (106) comprende uno o más orificios de gas (186) , en el que un chorro dosificado de gas desde dichos orificios (186) se utiliza durante la etapa de formado b) .
5. Máquina de formado, llenado, sellado vertical que tiene un tubo de formado (101) , comprendiendo dicha máquina:
dos placas de formado (104) unidas a y que se extienden por debajo de dicho tubo de formado (101) ;
por lo menos una barra de tensión (102) unida a y que se extiende por debajo de dicho tubo de formado (101) en una ubicación aproximadamente opuesta a dichas placas de formado;
por lo menos una barra de formado de pestañas (106) colocada entre dichas placas de formado (104) para formar un pliegue vertical (176) en un tubo de película de envasado (116) , en el que dicha barra de formado de pliegue (106) es estacionaria,
un par de mordazas de sellado (108) que se pueden accionar para formar un primer y segundo sellados horizontales (131, 133) en el tubo de película de envasado (116) , en el que dicho primer y segundo sellados 65 horizontales incluyen cada uno de ellos una parte de dicho pliegue vertical (176) ; y unos medios para dejar caer un producto en el interior de un envase parcialmente formado creado por las mordazas de sellado (108) que forman el primer sellado horizontal (131) ;
unos medios para insuflar un gas a presión contra el tubo de película de envasado (116) formado alrededor de dicho tubo de formado (101) , en el que dicho gas es insuflado contra el exterior de dicho tubo de película de envasado (116) en un punto entre dichas placas de formado (104) y dichos medios para soplar un gas a presión comprenden unos orificios de gas (186) en dicha barra de formado de pliegue (106) en comunicación con una fuente de gas a presión,
en la que dicho primer sellado horizontal (131) sella todas las capas de dicho tubo y dicho pliegue (176) juntos, y
en la que dicho segundo sellado horizontal (133) sella todas las capas de dicho tubo y dicho pliegue (176) juntos.
Patentes similares o relacionadas:
Dispositivo y máquina para fabricar bolsitas de filtro con forma tetraédrica, del 10 de Junio de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Un tubo formador para fabricar bolsitas de filtro con forma tetraédrica para productos de infusión que comprende un elemento formador, […]
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
Material de envasado que comprende partes magnetizadas y método para magnetizar el material, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un dispositivo para magnetizar un material de envasado para envases que contienen alimentos, comprendiendo […]
 Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Máquina para fabricar bolsitas de filtro con productos de infusión, del 22 de Abril de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Una máquina para fabricar bolsitas de filtro con productos de infusión que comprende: - una estación de alimentación configurada para alimentar una tira […]
Métodos y aparatos para garantizar la calidad de envasado, del 26 de Febrero de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método recibir un registro de datos de identificación de envasado, estando […]
Máquina de envasado, del 18 de Diciembre de 2019, de Prometheus Biosciences, Inc: Un aparato de formación y llenado de bolsas que comprende un puerto dispensador de producto , dicho puerto dispensador de producto […]
Método y dispositivo para hacer un embalaje estéril de materiales fluyentes, del 11 de Diciembre de 2019, de Sterafill Limited: Un método para formar sobres o tubos de estratificado o lámina de metal individuales que contienen material fluyente usando una máquina de embalaje que está caracterizado […]