Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado.
Máquina de embalaje para embalar productos individuales o agrupados y/o apilados,
en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo de termosellado (3),
- un conjunto de corte y termosellado transversal (13) para realizar un doble termosellado transversal y un corte intermedio en los paquetes de material termoplástico,
- plegadoras (59, 59') provistas en el conjunto de corte y termosellado transversal (13),
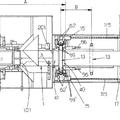
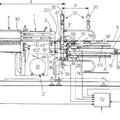
- un mandril horizontal hueco (1) en cuyo extremo de carga (101) se incorpora una película continua de material termoplástico (102), desenrollada a partir de una bobina (2), que procede hacia el extremo de descarga (201) de este mandril, está formado en un tubo con solapamiento y termosellado mutuo de sus bordes longitudinales mediante el dispositivo de termosellado (3) y que sale del mismo mandril (1) en forma de un embalaje tubular (102'), que se cierra transversalmente mediante el conjunto de corte y termosellado transversal (13) situado después del mismo mandril (1) y que, en la parte del embalaje tubular previamente reforzada por las plegadoras (59, 59'), realiza dos termosellados transversales (ST1, ST2) y un corte intermedio (B1, B2), llenado y formado en el ciclo anterior, para cerrar el extremo delantero del siguiente paquete (C1'') y para separar el paquete completo (C1') del que se está formando (C1''), comprendiendo la máquina antes de dicho mandril (1) y alineada longitudinalmente con este:
- una estación de carga (4) de los productos (P) que se van a envasar, agrupar y/o apilar y comprimir en dirección transversal, y comprendiendo la máquina, además, antes de dicha estación (4) y alineado longitudinalmente con esta
- un impulsor (6) que, cuando se le indica, transfiere el producto o productos (P) desde la estación de carga (4) hasta el paquete tubular producido por dicho mandril (1), pasando a través de este último en la totalidad de su longitud y más allá,
caracterizada por que dicho conjunto de corte y termosellado transversal (13) comprende elementos paralelos y opuestos (113', 113") para realizar el doble termosellado transversal por medio de dispositivos de termosellado (65, 66) y el corte intermedio a través de medios de corte (67), estando equipados dichos elementos (113, 113') antes de dichos dispositivos de termosellado (65, 66) con respectivas prensadoras (63, 63') y contraprensadoras (163, 163') para sujetar firmemente en dirección transversal la porción de embalaje reforzado (102') en la que se cierra, cuando se le indica, el conjunto de corte y termosellado transversal (13), comprendiendo la máquina, además, un carro principal (14), estando montado el conjunto de corte y termosellado transversal (13) sobre el carro principal (14) con un movimiento horizontal accionado por medios de movimiento para que, en la fase correcta, sea capaz de alejarse del mandril conformador de tubos (1) para seguir el paquete completado durante el termosellado del extremo trasero y para extraer del mandril (1) una nueva porción de embalaje tubular (102') en la que, en la fase correcta, dicho impulsor (6) inserta un producto (P) para formar dicho paquete posterior (C1"), proporcionándose medios para que dicho carro principal (14) vuelva rápidamente a la posición inicial movido hacia el mandril (1), para disponerse después del nuevo paquete (C1") ya llenado y para cerrarse en el extremo trasero, comprendiendo la máquina, además, un transportador motorizado (41) para soportar los paquetes que se forman después de dicho mandril (1) y siendo guiada una rama superior de este transportador (41) sobre rodillos paralelos (47, 48, 49, 50) soportados de manera giratoria por dicho carro principal (14) y siendo guiados en una trayectoria de zigzag sobre otros rodillos (51, 52) apoyados en un carro secundario (53) montado sobre el carro principal (14) y deslizándose horizontalmente, cuando se le indica, sobre el carro principal (14), todo ello para formar, en dicho conjunto de corte intermedio y termosellado transversal (13), una discontinuidad (40), en cuyo interior se aloja normalmente el elemento inferior (113") de dicho conjunto (13), y abriéndose esta discontinuidad (40) mediante el movimiento en una dirección de dicho carro secundario (53) para permitir un margen de acción de este elemento inferior (113") y la misma discontinuidad (40), al acoplarse a dicho elemento inferior (113"), cerrándose mediante el movimiento de dicho carro secundario (53) en la dirección opuesta, de manera que dicho transportador (41) soporte correctamente los paquetes que se forman durante el movimiento de retorno de dicho carro principal (14).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2016/054007.
Solicitante: CPS COMPANY S.R.L.
Nacionalidad solicitante: Italia.
Dirección: VIA MODIGLIANI, 13 40033 CASALECCHIO DI RENO ITALIA.
Inventor/es: CASSOLI, STEFANO, CASSOLI,Paolo, CASSOLI,Marco.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B25/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 25/00 Embalaje de otros objetos que presentan problemas particulares (atadura en paquetes B65B 27/00). › Embalaje de papel u hojas análogas, sobres o periódicos, planos plegados o enrollados.
- B65B35/40 B65B […] › B65B 35/00 Suministro, alimentación, disposición u orientación de artículos a ser empaquetados. › por empujadores oscilantes o de movimiento alternativo.
- B65B51/28 B65B […] › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › Rodillos para hacer simultáneamente costuras longitudinales y transversales.
- B65B51/30 B65B 51/00 […] › Dispositivos, p. ej. mordazas, para aplicar sucesivamente presión y calor, p. ej. para fraccionar tubos llenados.
- B65B59/00 B65B […] › Dispositivos para permitir a las máquinas manipular objetos de diferentes dimensiones, producir paquetes de diferentes tamaños, variar el contenido de los paquetes o dar acceso para la limpieza o el mantenimiento.
- B65B61/02 B65B […] › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › para perforar, cortar o aplicar marcas de código o de datos antes del embalaje.
- B65B61/10 B65B 61/00 […] › sirviéndose de alambres o de láminas calentadas.
- B65B61/14 B65B 61/00 […] › para incorporar, o formar e incorporar, asas o medios de suspensión en los paquetes (fijación, o formación y fijación de asas o de argollas de cordón para los sacos de té B65B 29/04).
- B65B61/28 B65B 61/00 […] › para descargar de las máquinas los paquetes acabados.
- B65B63/02 B65B […] › B65B 63/00 Dispositivos accesorios diversos que operan sobre objetos o materiales de embalar, no previstos en otro lugar. › para comprimir o compactar los objetos o productos a embalar antes de embalarlos o de introducirlos en los receptáculos o recipientes.
- B65B9/20 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › tomando las bandas la forma de tubo in situ alrededor de las bocas de llenado.
PDF original: ES-2806987_T3.pdf

Reivindicaciones:
1. Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo de termosellado (3) ,
- un conjunto de corte y termosellado transversal (13) para realizar un doble termosellado transversal y un corte intermedio en los paquetes de material termoplástico,
- plegadoras (59, 59¿) provistas en el conjunto de corte y termosellado transversal (13) ,
- un mandril horizontal hueco (1) en cuyo extremo de carga (101) se incorpora una película continua de material termoplástico (102) , desenrollada a partir de una bobina (2) , que procede hacia el extremo de descarga (201) de este mandril, está formado en un tubo con solapamiento y termosellado mutuo de sus bordes longitudinales mediante el dispositivo de termosellado (3) y que sale del mismo mandril (1) en forma de un embalaje tubular (102¿) , que se cierra transversalmente mediante el conjunto de corte y termosellado transversal (13) situado después del mismo mandril (1) y que, en la parte del embalaje tubular previamente reforzada por las plegadoras (59, 59¿) , realiza dos termosellados transversales (ST1, ST2) y un corte intermedio (B1, B2) , llenado y formado en el ciclo anterior, para cerrar el extremo delantero del siguiente paquete (C1¿¿) y para separar el paquete completo (C1¿) del que se está formando (C1 ¿¿) , comprendiendo la máquina antes de dicho mandril (1) y alineada longitudinalmente con este:
- una estación de carga (4) de los productos (P) que se van a envasar, agrupar y/o apilar y comprimir en dirección transversal, y comprendiendo la máquina, además, antes de dicha estación (4) y alineado longitudinalmente con esta
- un impulsor (6) que, cuando se le indica, transfiere el producto o productos (P) desde la estación de carga (4) hasta el paquete tubular producido por dicho mandril (1) , pasando a través de este último en la totalidad de su longitud y más allá,
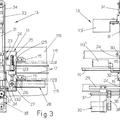
caracterizada por que dicho conjunto de corte y termosellado transversal (13) comprende elementos paralelos y opuestos (113', 113") para realizar el doble termosellado transversal por medio de dispositivos de termosellado (65, 66) y el corte intermedio a través de medios de corte (67) , estando equipados dichos elementos (113, 113') antes de dichos dispositivos de termosellado (65, 66) con respectivas prensadoras (63, 63') y contraprensadoras (163, 163') para sujetar firmemente en dirección transversal la porción de embalaje reforzado (102') en la que se cierra, cuando se le indica, el conjunto de corte y termosellado transversal (13) , comprendiendo la máquina, además, un carro principal (14) , estando montado el conjunto de corte y termosellado transversal (13) sobre el carro principal (14) con un movimiento horizontal accionado por medios de movimiento para que, en la fase correcta, sea capaz de alejarse del mandril conformador de tubos (1) para seguir el paquete completado durante el termosellado del extremo trasero y para extraer del mandril (1) una nueva porción de embalaje tubular (102') en la que, en la fase correcta, dicho impulsor (6) inserta un producto (P) para formar dicho paquete posterior (C1") , proporcionándose medios para que dicho carro principal (14) vuelva rápidamente a la posición inicial movido hacia el mandril (1) , para disponerse después del nuevo paquete (C1") ya llenado y para cerrarse en el extremo trasero, comprendiendo la máquina, además, un transportador motorizado (41) para soportar los paquetes que se forman después de dicho mandril (1) y siendo guiada una rama superior de este transportador (41) sobre rodillos paralelos (47, 48, 49, 50) soportados de manera giratoria por dicho carro principal (14) y siendo guiados en una trayectoria de zigzag sobre otros rodillos (51, 52) apoyados en un carro secundario (53) montado sobre el carro principal (14) y deslizándose horizontalmente, cuando se le indica, sobre el carro principal (14) , todo ello para formar, en dicho conjunto de corte intermedio y termosellado transversal (13) , una discontinuidad (40) , en cuyo interior se aloja normalmente el elemento inferior (113") de dicho conjunto (13) , y abriéndose esta discontinuidad (40) mediante el movimiento en una dirección de dicho carro secundario (53) para permitir un margen de acción de este elemento inferior (113") y la misma discontinuidad (40) , al acoplarse a dicho elemento inferior (113") , cerrándose mediante el movimiento de dicho carro secundario (53) en la dirección opuesta, de manera que dicho transportador (41) soporte correctamente los paquetes que se forman durante el movimiento de retorno de dicho carro principal (14) . 2. Máquina de embalaje de acuerdo con la reivindicación 1) , donde el carro principal (14) que lleva dicho conjunto de corte y termosellado transversal (13) está equipado lateralmente con rieles (15) que se deslizan sobre pares de guías rectilíneas y horizontales (115) fijadas longitudinalmente a los paneles laterales de la porción de placa de base (116) de la misma máquina, y estos paneles laterales también soportan, en paralelo a dichos pares de guías (115) , correas dentadas (17) , cerradas en un circuito y guiadas sobre respectivas poleas de extremo (18) , un par de las cuales están interconectadas mediante un árbol transversal (19) conectado, a su vez, a un conjunto de movimiento (20, 21) con motor eléctrico que gira en dos direcciones y del tipo con control electrónico de velocidad y de fase, estando conectados los dos paneles laterales del carro principal (14) a una rama de dichas dos correas dentadas (17) mediante sargentos (22) para recibir el movimiento rectilíneo alternativo necesario con las rampas de aceleración y desaceleración necesarias.
3. Máquina de embalaje de acuerdo con la reivindicación 1) , donde los medios de soporte de los dos elementos paralelos y opuestos (113', 113") que forman dicho conjunto de corte y termosellado transversal (13) están montados sobre respectivos rieles verticales (23) situados dentro de los paneles laterales del carro principal (14) que soportan dichos rieles (23) con medios de guía (24) , estando equipado cada riel (23) con un apéndice intermedio sobresaliente (123) , con un tornillo de avance (125) que coopera con un tornillo vertical (25) , conectado a su vez a una triple caja de engranajes cónicos (27) , cuyo recorrido vertical actúa sobre dicho tornillo (25) , mientras que uno de los recorridos orizontales conecta dicho tomillo (25) de un riel (23) al del riel (23) del lado opuesto, al que servirá una doble caja de engranajes cónicos, mientras que el tercer recorrido horizontal de dicha caja de engranajes (27) está conectado a un conjunto de movimiento (28) con motor eléctrico que gira en dos direcciones y preferiblemente del tipo con control electrónico de velocidad y de fase, para permitir el ajuste automático o semiautomático de la posición en altura del conjunto de corte y termosellado transversal (13) cuando varía la altura de los paquetes que se van a producir.
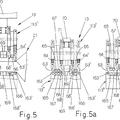
4. Máquina de embalaje de acuerdo con la reivindicación 3) , donde, fijadas a los lados interiores de dichos rieles verticales (23) con soportes (29, 30) que las sostienen, respectivamente, mediante el extremo inferior y mediante una zona intermedia, hay barras de guía verticales (31) , con una sección circular, sobre las cuales se deslizan, con la interposición de rodamientos de bolas con recirculación, unos manguitos (32, 33) , de los cuales el inferior (32) se desliza entre dichos soportes (29, 30) y sostiene el extremo del elemento de corte y termosellado transversal inferior (113") , mientras que los manguitos superiores (33) se deslizan por encima de los soportes superiores (30) de las respectivas barras (31) y sostienen los extremos del elemento de corte y termosellado transversal superior (113') , estando fijados los manguitos (32, 33) de cada una de dichas barras (31) mediante unos respectivos sargentos (132, 133) a las ramas opuestas de las correas dentadas (34) guiadas sobre una polea (35) apoyada de manera ajustable en el extremo superior de cada barra (31) y sobre una polea dentada (36) apoyada en el extremo inferior de cada uno de dichos rieles verticales (32) y las mismas poleas inferiores (26) están conectadas entre sí mediante un árbol sincronizador (37) , conectado a su vez a un conjunto de movimiento (38, 39) con motor eléctrico que gira en dos direcciones y preferiblemente del tipo con control electrónico de velocidad y de fase, que transmite a los elementos opuestos (113', 113") del conjunto de corte y termosellado transversal (13) los movimientos para un cierre total o parcial o para una apertura total o parcial, con las rampas de aceleración y desaceleración necesarias.
5. Máquina de embalaje de acuerdo con la reivindicación 1) , donde las prensadoras (63, 63') situadas antes y después de los dispositivos de termosellado (65, 66) del elemento superior (113') del conjunto de corte y termosellado transversal (13) se someten a esfuerzo en extensión hacia abajo mediante unos respectivos contrarresortes (64, 64') para que, cuando estén en reposo, los bordes inferiores con perfil redondeado de las mismas prensadoras estén separados convenientemente entre sí mediante la superficie de funcionamiento inferior del mismo elemento superior (113') , mientras que el elemento inferior (113") del mismo conjunto (13) comprende, con disposición en un plano ideal horizontal común, medios contrarios (163, 163') frente a dichas prensadoras superiores (63, 63') que, al igual que estos medios contrarios (163, 163') , se producen o fabrican para que presenten un alto coeficiente de fricción en contacto con el embalaje tubular (102') de película que forma los paquetes y que sale de dicho mandril conformador de tubos (1) , todo ello para que, también en combinación con la acción de dichos contrarresortes (64, 64') , dicho embalaje de película (102') sea capaz de sujetarse firmemente entre estas prensadoras (63, 63') y los respectivos medios contrarios (163, 163) tanto cuando dichos elementos (113', 113") se empujan entre sí para realizar los dos termosellados transversales y el corte intermedio de los que son responsables, como cuando estos elementos (113', 113") están cerca el uno del otro, pero con los medios de termosellado transversal y corte intermedio (65, 66, 67) elevados mediante los respectivos medios contrarios (165, 166, 167) , para liberar y enfriar las porciones termoselladas y cortadas del embalaje.
6. Máquina de embalaje de acuerdo con la reivindicación 2) , donde dicho carro secundario (53) que soporta los rodillos de guía de zigzag (51, 52) de la rama superior del transportador (41) está equipado lateralmente con guías horizontales y longitudinales (153) que se deslizan sobre rieles (54) fijos en la parte superior de un miembro transversal (55) , fijado a su vez con sus extremos a los paneles laterales del carro principal (14) , sosteniendo este miembro transversal (55) , de manera giratoria y en voladizo, un par de tornillos (56) paralelos entre sí y con respecto a dichas guías (54) , y estos tornillos (56) cooperan con los respectivos tornillos de avance (156) , integrados con apéndices (253) del carro secundario (53) y accionándose estos tornillos (56) mediante un conjunto de movimiento (57, 58) embridado a dicho miembro transversal (55) y accionado mediante un motor eléctrico que gira en dos direcciones y, opcionalmente, también del tipo con control electrónico de fase.
7. Método para embalar un único producto o productos (P) agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de película desenrollada de una bobina, con una máquina de acuerdo con las reivindicaciones anteriores 1 a 6, con un conjunto de corte y termosellado transversal (13) equipado con prensadoras y contraprensadoras (63, 163, 63', 163') antes y después de los medios de corte y termosellado transversal (65, 165, 67, 167, 66, 166) , para poder sujetar firmemente el paquete tubular de película durante la etapa de realización de los termosellados transversales y en la que el mismo conjunto de corte y termosellado transversal (13) se puede mover en la dirección de formación del paquete, primero cerrado y alejándose del mandril conformador de tubos (1) y, a continuación, abierto y en la dirección opuesta, para volver a la posición inicial del ciclo para repetir un ciclo de funcionamiento posterior, todo ello para que pueda tener lugar el avance del embalaje tubular (102') a lo largo del mandril conformador de tubos (1) arrastrado por el mismo conjunto de corte y termosellado transversal (13) con prensadoras, caracterizado por que, con este conjunto (13) , se puede realizar la etapa de conformado y llenado de cada paquete tubular posterior (C1, C1', C1", etc.) , mientras que el conjunto de corte y termosellado transversal (13) está cerrado y se aleja del mandril (1) y también está caracterizado por que el movimiento de retorno a la posición inicial del ciclo del conjunto de corte y termosellado transversal (13) , tras haberse abierto, se solapa con el movimiento de retorno a la misma velocidad que el impulsor (6) para embolsar el producto y, tras esta etapa de retorno, un paquete (C1") llenado y listo para el cierre del extremo trasero se sitúa ya después del conjunto de corte y termosellado transversal (13) .
8. Método de acuerdo con la reivindicación 7) , caracterizado por que, mientras el nuevo paquete tubular (C1') avanza y es arrastrado por el conjunto de corte y termosellado transversal (13) con prensadoras (63, 163, 63', 163') , que sella por alor el extremo delantero de este nuevo paquete, cierra el extremo trasero del paquete (C1) del ciclo anterior y acompaña a este último para su descarga, dicho paquete nuevo (C1') se puede llenar rápidamente mediante el impulsor designado (6) , ya que la prensadora (63, 163) situada después de este conjunto de corte y termosellado transversal (13) aísla mecánicamente el sellado térmico del extremo delantero (ST1) realizado en el nuevo paquete, de manera que este sellado térmico transversal (ST1) no se someta a esfuerzo mediante la inserción del producto (P) en el nuevo paquete tubular (C1') y mediante el empuje del aire atrapado en el mismo paquete nuevo (C1') y situado delante del producto (P) y, también, ya que en esta etapa es posible que el impulsor inserte el producto (P) en el nuevo paquete con una velocidad relativa que permita una descarga lenta y progresiva hacia atrás del aire que se ha comprimido antes en el mismo producto (P) y contra el extremo delantero del paquete nuevo (C1') .
9. Método de acuerdo con las reivindicaciones anteriores, donde, durante el movimiento activo para alejarse del mandril conformador de tubos (1) , se le proporciona al conjunto de corte y termosellado transversal (13) todo el tiempo necesario para llevar a cabo sus operaciones principales de corte y termosellado y, en la última parte del mismo movimiento activo, para abrir ligeramente los termoselladores y los medios de corte para liberar los sellados térmicos transversales (ST1, ST2) y para permitir la acción de los medios para un enfriamiento natural o forzado de estos sellados térmicos, mientras que el embalaje de los paquetes antes y después se mantiene en todo momento por la acción de las prensadoras (63, 163, 63', 163') , que impiden incluso un esfuerzo mínimo en dichos sellados térmicos transversales (ST1, ST2) .
10. Método de acuerdo con las reivindicaciones anteriores, caracterizado por que, en la etapa inicial de su ciclo de funcionamiento, el conjunto de corte y termosellado transversal (13) puede estar cerrado solo parcialmente en el embalaje tubular reforzado (102') y, en esta condición parcialmente cerrada, se puede alejar lentamente del mandril conformador de tubos (1) para desplazarse hacia el paquete posterior (C1') y comprimirlo longitudinalmente, tras lo cual dicho conjunto (13) se cierra completamente y aumenta su velocidad de movimiento para llevar a cabo las etapas de doble termosellado transversal y corte intermedio de las cuales es responsable.
Patentes similares o relacionadas:
Dispositivo y máquina para fabricar bolsitas de filtro con forma tetraédrica, del 10 de Junio de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Un tubo formador para fabricar bolsitas de filtro con forma tetraédrica para productos de infusión que comprende un elemento formador, […]
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
Material de envasado que comprende partes magnetizadas y método para magnetizar el material, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un dispositivo para magnetizar un material de envasado para envases que contienen alimentos, comprendiendo […]
Máquina para fabricar bolsitas de filtro con productos de infusión, del 22 de Abril de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Una máquina para fabricar bolsitas de filtro con productos de infusión que comprende: - una estación de alimentación configurada para alimentar una tira […]
Métodos y aparatos para garantizar la calidad de envasado, del 26 de Febrero de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método recibir un registro de datos de identificación de envasado, estando […]
Máquina de envasado, del 18 de Diciembre de 2019, de Prometheus Biosciences, Inc: Un aparato de formación y llenado de bolsas que comprende un puerto dispensador de producto , dicho puerto dispensador de producto […]
Método y dispositivo para hacer un embalaje estéril de materiales fluyentes, del 11 de Diciembre de 2019, de Sterafill Limited: Un método para formar sobres o tubos de estratificado o lámina de metal individuales que contienen material fluyente usando una máquina de embalaje que está caracterizado […]
DISPOSITIVO DE MOLDEO, MÁQUINA, MÉTODO DE MOLDEO Y PROCESO PARA PRODUCIR PAQUETES, del 7 de Febrero de 2012, de TETRA LAVAL HOLDINGS & FINANCE SA: Un dispositivo (22a, 22b, 22c) de moldeo para uso en una máquina empaquetadora del tipo en el que se producen paquetes individuales a partir […]