LÁMINA DE OBLEA, CORRESPONDIENTE PLATO DE PRODUCCIÓN Y MÉTODO DE USO.
Un método para fabricar cuerpos de oblea que tienen una conformación generalmente ahuecada,
método que comprende las operaciones de:
- proporcionar una oblea (100) que tiene una pieza de núcleo plana o "carré" (102) y un conjunto de formaciones ahuecadas (104) que se proyectan en una altura dada con relación a dicha pieza de núcleo (102),
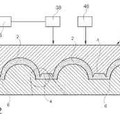
- situar dicha oblea (100) en un molde alveolado (110) que tiene una superficie frontal, en la cual se realizan cavidades para recibir dichas formaciones ahuecadas (104) de la oblea, y
- someter dicha oblea (100) a una acción de corte (T) que separa dichas piezas ahuecadas (104) de dicha pieza de núcleo (102); caracterizado porque comprende la operación de:
- dotar a dicha oblea (100) de un conjunto adicional de formaciones (106) situadas entre dichas formaciones ahuecadas (104) y que se proyectan desde dicha pieza de núcleo (102) sobre la misma cara que dichas formaciones ahuecadas (104) en una altura (h) menor que dicha altura dada de dichas formaciones ahuecadas (104),
- situar dicha oblea (100) en dicho molde alveolado (110) con las formaciones (106) de dicho conjunto adicional descansando sobre dicha superficie frontal de dicho molde (110) de modo que dicha pieza de núcleo (102) se mantenga a una distancia de dicha superficie frontal del molde mediante un hueco (G) de una anchura definida por la altura (h) de dichas formaciones (106) de dicho conjunto adicional.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07425136.
Dirección: RUE JOSEPH-NETZER 5 6700 ARLON BELGICA.
Inventor/es: Foglia,Michelangelo, Massa,Luciano.
Fecha de Publicación: .
Fecha Solicitud PCT: 8 de Marzo de 2007.
Clasificación Internacional de Patentes:
A21B3/13D
A21B5/02NECESIDADES CORRIENTES DE LA VIDA. › A21COCCION EN HORNO; EQUIPAMIENTO PARA LA PREPARACION O EL TRATAMIENTO DE LA MASA; MASAS PARA COCER EN HORNO. › A21B HORNOS DE PANADERIA; MAQUINARIA O MATERIAL DE HORNEADO (material de cocción de uso doméstico A47J 37/00; aparatos de combustión F23; hornillos o cocinas domésticas que son total o parcialmente hornos F24B, F24C). › A21B 5/00 Aparatos de cocción para productos especiales; Otros aparatos de cocción. › Aparatos de cocción para artículos huecos, gofres, productos de pastelería, galletas o similares.
A21D13/00H8
Clasificación PCT:
A21B5/02A21B 5/00 […] › Aparatos de cocción para artículos huecos, gofres, productos de pastelería, galletas o similares.
A21D13/00A21 […] › A21D TRATAMIENTO, p.ej. CONSERVACION DE LA HARINA O DE LA MASA, p.ej. POR ADICION DE INGREDIENTES; COCCION; PRODUCTOS DE PANADERIA; SU CONSERVACION. › Productos de panadería terminados total o parcialmente.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Lámina de oblea, correspondiente plato de producción y método de uso Campo de la invención La presente invención se refiere a técnicas para procesar productos de oblea. La invención se ha desarrollado prestando una atención particular a la producción de productos de oblea que comprenden al menos una concha que tiene una forma hueca (por ejemplo, una forma de cúpula semiesférica) que se acopla generalmente con una segunda concha que tiene una forma hueca o plana, para formar el producto. Descripción de la técnica relevante Diversos documentos de patente describen técnicas para producir los productos de oblea anteriormente mencionados con una conformación generalmente ahuecada. Estas técnicas tienen en común el hecho de comenzar a partir de una oblea que comprende una pieza de núcleo (normalmente denominada "carré"), en la cual se forman las piezas ahuecadas anteriormente mencionadas. Las piezas ahuecadas se separan de la oblea de partida a continuación con una acción de corte. Esta acción de corte se puede realizar tanto en una dirección ortogonal a la pieza de núcleo, como se describe en el documento EP-A-1.433.384, como en un plano "ecuatorial" con respecto a las piezas ahuecadas, esto es, un plano que se extiende en la misma dirección de la pieza de núcleo de las obleas. En el último caso, la operación de corte se puede llevar a cabo por medios diferentes: por ejemplo, una sierra de cinta en el caso de los documentos EP-A-0054229 o WO- A-97/48282, un conjunto de sierras de disco en el caso del documento EP-A-0221033, o una herramienta giratoria sustancialmente parecida a una fresa, en el caso del documento EP-A-0968653. En el caso de la solución descrita en los documentos EP-A-0054229 o WO-A-97/48282, la acción de corte tiene el efecto de separar las piezas ahuecadas de la pieza de núcleo plana o "carré". En el caso de la solución descrita en los documentos EP-A-0221033 y EP-A-0968653, la acción de corte implica además la pieza de núcleo plana, que se desmigaja y se retira habitualmente mediante medios de succión. En cualquier caso, para llevar a cabo las operaciones de corte adecuadamente es necesario asegurar que la oblea de partida esté en una posición correcta y determinada de modo exacto (que corresponde en la mayoría de los casos a una altura) con relación al dispositivo que lleva a cabo la operación de corte. En la solución descrita en el documento EP-A-0054229, el resultado anterior se obtiene disponiendo la oblea de partida en un molde alveolado, esto es, un molde dotado de cavidades en las que se recibirán las piezas ahuecadas de las obleas. Estas cavidades se eligen de tal modo que tengan una profundidad al menos ligeramente menor que la altura máxima de las piezas ahuecadas. Cuando la oblea se sitúa en el molde, las porciones "polares" de las piezas ahuecadas de la oblea descansan contra el fondo de la cavidad del molde (habitualmente mantenido con las aberturas encaradas hacia arriba) y, consecuentemente, la parte plana o "carré" de la oblea queda elevada (típicamente unos pocos milímetros) con respecto a la superficie frontal del molde. Así pues, entre la superficie frontal anteriormente mencionada del molde y la superficie de la pieza de núcleo de la oblea que se encara con el mismo, se forma el espacio de separación en el cual puede intervenir el dispositivo de corte. La solución anterior permite asegurar un elevado grado de precisión en el posicionamiento de la oblea, que normalmente está presionada contra el molde mediante un dispositivo de transporte, tal como un transportador de cinta motorizado, mientras que la oblea avanza con relación al dispositivo de corte. La presión ejercida sobre la oblea durante la operación de corte garantiza de hecho que la oblea se mantenga en un plano a lo largo de su extensión. En el caso en el que no se aplique presión sobre la oblea, ésta tendería a curvarse como resultado de la acción de los medios de corte, impidiendo la ejecución de un corte regular. La solución anterior presenta la limitación representada por el hecho de que el molde utilizado para soportar la oblea durante la operación de corte (un molde que recibe a continuación las piezas ahuecadas separadas de la pieza de núcleo) no puede ser utilizado en operaciones subsiguientes (por ejemplo, llenado, etc.) realizadas sobre las piezas ahuecadas de la oblea. La profundidad reducida de las cavidades del molde significa, de hecho, que los bordes de la boca de las piezas ahuecadas se proyectan al menos ligeramente con relación a la superficie frontal del molde. Para llevar a cabo operaciones subsiguientes de tratamiento (tales como llenado o acoplamiento de piezas ahuecadas homólogas con secciones semicirculares de modo que se obtenga, por ejemplo, una concha de oblea esférica), es necesario transferir las piezas ahuecadas anteriormente mencionadas a un molde dotado de aberturas más profundas, de modo que los bordes de la boca de las piezas ahuecadas de la oblea se alineen con la superficie frontal del molde. Esta operación de transferencia constituye una complicación considerable en la planificación de la línea. En las soluciones descritas en los documentos EP-A-0221033 y EP-A-0968653, este inconveniente es superado situando la oblea que va a ser cortada en moldes alveolados, cuyas cavidades son capaces de recibir las piezas ahuecadas de la oblea. Para permitir el funcionamiento de la operación de corte, cuando el molde con la oblea en el 2 mismo avanza hacia el dispositivo de corte, intervienen elementos empujadores sobre las porciones polares de las piezas ahuecadas que penetran a través de aberturas dispuestas en las partes de fondo de las cavidades del molde y que elevan la oblea hasta la altura deseada para la interacción apropiada con el dispositivo de corte. Sin embargo, la anterior solución, que ha sido utilizada con total satisfacción y éxito durante muchos años, impone la necesidad de asociar al dispositivo de corte el mecanismo de elevación descrito anteriormente. Este mecanismo puede acabar siendo bastante complejo, considerando asimismo que habitualmente es necesario ajustar un elemento de elevación para cada pieza hueca. Además, el elemento de elevación debe ser capaz de proporcionar una porción de agarre (típicamente por succión) de la pieza ahuecada sobre la cual interviene. El documento EP-A-0221033 se tomó por lo tanto como modelo para el preámbulo de la reivindicación 1. Objeto y sumario de la presente invención El objeto de la presente invención es proporcionar una solución que, manteniendo los aspectos positivos de las soluciones descritas anteriormente, evite los inconvenientes vinculados a dichas soluciones precedentes, como se señaló anteriormente. De acuerdo con la presente invención, este objeto se consigue gracias a un método que tiene las características recogidas específicamente en la reivindicación 1. Desarrollos ventajosos de la invención forman el objeto de las reivindicaciones dependientes. La invención se refiere asimismo a una oblea para llevar a cabo dicho método, así como a un plato para fabricar dicha oblea. Las reivindicaciones forman parte integral de la divulgación de la invención proporcionada aquí. Breve descripción de las figuras adjuntas La invención se describirá a continuación, meramente por medio de un ejemplo no limitativo, con referencia a la plancha de dibujos adjunta, en la cual: - la figura 1 es una vista en planta de una oblea como se describe aquí; - la figura 2 ilustra una vista en corte transversal parcial de acuerdo con la línea II-II de la figura 1; - la figura 3 ilustra una vista en corte transversal parcial de acuerdo con la línea III-III de la figura 1; - la figura 4 es una ilustración esquemática de las modalidades de tratamiento de la oblea descritas aquí; y - la figura 5 es una vista en corte transversal parcial de un molde (plato) pre-montado para formar la oblea descrita aquí. Descripción detallada de modos de realización ejemplares La solución que forma el objeto de la presente solicitud se describirá, a modo de ejemplo, con referencia a la producción de productos alimenticios que comprenden una concha de oblea esférica obtenida por medio de la yuxtaposición frontal de dos semiesferas que tienen una forma sustancialmente semiesférica. Los productos de este tipo son conocidos en la técnica. En conexión con esto, se puede hacer referencia a los productos de confitería comercializados bajo las marcas Ferrero Rocher® o Confetteria Raffaello® de las empresas del grupo Ferrero. Las mismas empresas venden asimismo otros productos (véanse, por ejemplo, los productos de confitería vendidos bajo las marcas Kinder Maxi King®, Happy Hippo®) que comprenden semiconchas que tienen una vez más una forma ahuecada aunque diferente de la forma semiesférica. Estas semiconchas pueden ser fabricadas recurriendo a las técnicas... [Seguir leyendo]
Reivindicaciones:
1. Un método para fabricar cuerpos de oblea que tienen una conformación generalmente ahuecada, método que comprende las operaciones de: - proporcionar una oblea (100) que tiene una pieza de núcleo plana o "carré" (102) y un conjunto de formaciones ahuecadas (104) que se proyectan en una altura dada con relación a dicha pieza de núcleo (102), - situar dicha oblea (100) en un molde alveolado (110) que tiene una superficie frontal, en la cual se realizan cavidades para recibir dichas formaciones ahuecadas (104) de la oblea, y - someter dicha oblea (100) a una acción de corte (T) que separa dichas piezas ahuecadas (104) de dicha pieza de núcleo (102); caracterizado porque comprende la operación de: - dotar a dicha oblea (100) de un conjunto adicional de formaciones (106) situadas entre dichas formaciones ahuecadas (104) y que se proyectan desde dicha pieza de núcleo (102) sobre la misma cara que dichas formaciones ahuecadas (104) en una altura (h) menor que dicha altura dada de dichas formaciones ahuecadas (104), - situar dicha oblea (100) en dicho molde alveolado (110) con las formaciones (106) de dicho conjunto adicional descansando sobre dicha superficie frontal de dicho molde (110) de modo que dicha pieza de núcleo (102) se mantenga a una distancia de dicha superficie frontal del molde mediante un hueco (G) de una anchura definida por la altura (h) de dichas formaciones (106) de dicho conjunto adicional. 2. El método de acuerdo con la reivindicación 1, en el que dicha operación de corte se lleva a cabo en dicho hueco (G) de una anchura definida por la altura (h) de dichas formaciones (106) de dicho conjunto adicional. 3. El método de acuerdo con la reivindicación 1, en el que dicha operación de corte (T) conduce al desmigajado de dicha pieza de núcleo (102). 4. Una oblea para llevar a cabo el método de acuerdo con cualquiera de las reivindicaciones 1 a 3, en la que dicha oblea tiene una pieza de núcleo plana o "carré" (102) y un conjunto de formaciones ahuecadas (104) que se proyectan en una altura dada con relación a dicha pieza de núcleo (102), en la que dicha oblea tiene un conjunto adicional de formaciones (106) situadas entre dichas formaciones ahuecadas (104) y que se proyectan desde dicha pieza de núcleo (102) sobre la misma cara que dichas formaciones ahuecadas (104) en una altura (h) menor que dicha altura dada de dichas formaciones ahuecadas (104). 5. La oblea de acuerdo con la reivindicación 4, en la cual las formaciones de dicho conjunto adicional (106) tienen una altura (h) correlacionada con la profundidad de las formaciones ahuecadas (104), comprendida preferiblemente entre 0,5 mm y 10 mm. 6. La oblea de acuerdo con una de las reivindicaciones anteriores 4 o 5, en la cual dicho conjunto adicional de formaciones (106) comprende formaciones (106) dispuestas en filas y/o columnas. 7. La oblea de acuerdo con cualquiera de las reivindicaciones anteriores 4 a 6, en la cual las formaciones de dicho conjunto adicional (106) tienen una conformación general a modo de bandeja con una pared de fondo plana. 8. La oblea de acuerdo con cualquiera de las reivindicaciones 4 a 7, en la cual las formaciones de dicho conjunto adicional (106) tienen una conformación generalmente a modo de copa. 9. La oblea de acuerdo con cualquiera de las reivindicaciones 4 a 8, en la cual las formaciones de dicho conjunto adicional (106) son generalmente en forma de V. 10. La oblea de acuerdo con cualquiera de las reivindicaciones anteriores 4 a 9, en la cual dicha pieza de núcleo (102) tiene un grosor dado y en la cual la altura (h) de las formaciones de dicho conjunto adicional (106) es sustancialmente igual o mayor que dicho grosor dado. 11. La oblea de acuerdo con cualquiera de las reivindicaciones anteriores 4 a 10, en la cual dichas formaciones ahuecadas (104) tienen una altura comprendida entre 1 y 30 mm. 12. La oblea de acuerdo con cualquiera de las reivindicaciones anteriores 4 a 11, en la cual la cantidad y distribución de las formaciones (106) de dicho conjunto adicional es tal que una presión (P) ejercida sobre la oblea se distribuye uniformemente sobre una superficie de contraste (110), evitando el curvado de la propia oblea en cualquier área de la misma. 6 13. Un plato para fabricar una oblea de acuerdo con cualquiera de las reivindicaciones 4 a 12, comprendiendo dicho plato semiplatos (202, 204) complementarios que definen conjuntamente entre ellos un espacio para recibir una masa que, una vez horneada, constituirá dicha oblea. 7 8 9
Patentes similares o relacionadas:
Máquina para hacer panigacci, del 20 de Mayo de 2020, de F.lli Venturini S.r.l: Un método para hacer panigacci que comprende las etapas de:
- disponer de antemano una pluralidad de platos de terracota ;
- calentar […]
Barquillo fabricado industrialmente con un diseño así como molde de hornear y procedimiento para su fabricación, del 6 de Noviembre de 2019, de Oexmann GmbH & Co. KG: Barquillo fabricado industrialmente a partir de una masa como alimento en forma de una hoja de barquillo enrollada en forma de cono para recibir […]
Unidad de formación de productos alimentarios y procedimiento de fabricación de un producto alimentario, del 3 de Abril de 2019, de CONEWICH ENTERPRISES LIMITED PARTNERSHIP: Una unidad de formación de productos alimentarios que comprende:
un molde de cocción , en el que el molde de cocción está conformado como un cono […]
Máquina de fabricación automática de rollos de huevo, del 30 de Octubre de 2013, de Lin, Kuan-Tsung: Una máquina de fabricación totalmente automática de rollos de huevo que comprende:
una plataforma de máquina ;
un dispositivo de carga que incluye […]
Proceso y aparato para la producción de productos de panadería con forma de media concha, del 18 de Septiembre de 2013, de SOREMARTEC S.A.: Proceso para producir medias conchas que se hacen a partir de una masa para productos de panadería obollería y se caracterizan por un borde […]
SISTEMA Y MÉTODO DE DEPÓSITO FLEXIBLE, del 9 de Enero de 2012, de NESTEC S.A.: Método para la preparación de un barquillo mediante la cocción de una pasta, que comprende preparar una mezcla de pasta que comprende al menos […]
APARATO PARA FABRICAR PRODUCTOS DE CONFITERIA HORNEADOS Y PROCEDIMIENTO PARA LA FABRICACION DE LOS MISMOS, del 17 de Marzo de 2010, de MASDAC CO., LTD: Un aparato para fabricar un producto de confitería horneado, utilizando una unidad de molde de acoplamiento que comprende un par […]
HORNO PARA COCER PASTAS, del 16 de Marzo de 2009, de BOTT, ULRICH, DIPL.-ING.
GRENZFURTHNER, JOHANNES: Horno para cocer pastas, especialmente un horno de gofres, con varias planchas de cocción asignadas unas a otras por pares y con al menos una fuente de calor para […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Proceso y aparato para la producción de productos de panadería con forma de media concha, del 18 de Septiembre de 2013, de SOREMARTEC S.A.: Proceso para producir medias conchas que se hacen a partir de una masa para productos de panadería obollería y se caracterizan por un borde […]
Proceso y aparato para la producción de productos de panadería con forma de media concha, del 18 de Septiembre de 2013, de SOREMARTEC S.A.: Proceso para producir medias conchas que se hacen a partir de una masa para productos de panadería obollería y se caracterizan por un borde […]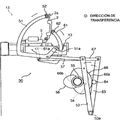 APARATO PARA FABRICAR PRODUCTOS DE CONFITERIA HORNEADOS Y PROCEDIMIENTO PARA LA FABRICACION DE LOS MISMOS, del 17 de Marzo de 2010, de MASDAC CO., LTD: Un aparato para fabricar un producto de confitería horneado, utilizando una unidad de molde de acoplamiento que comprende un par […]
APARATO PARA FABRICAR PRODUCTOS DE CONFITERIA HORNEADOS Y PROCEDIMIENTO PARA LA FABRICACION DE LOS MISMOS, del 17 de Marzo de 2010, de MASDAC CO., LTD: Un aparato para fabricar un producto de confitería horneado, utilizando una unidad de molde de acoplamiento que comprende un par […]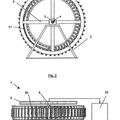 HORNO PARA COCER PASTAS, del 16 de Marzo de 2009, de BOTT, ULRICH, DIPL.-ING.
GRENZFURTHNER, JOHANNES: Horno para cocer pastas, especialmente un horno de gofres, con varias planchas de cocción asignadas unas a otras por pares y con al menos una fuente de calor para […]
HORNO PARA COCER PASTAS, del 16 de Marzo de 2009, de BOTT, ULRICH, DIPL.-ING.
GRENZFURTHNER, JOHANNES: Horno para cocer pastas, especialmente un horno de gofres, con varias planchas de cocción asignadas unas a otras por pares y con al menos una fuente de calor para […]