PROCEDIMIENTO PARA FABRICAR UN ELEMENTO DE REVESTIMIENTO.
Procedimiento para fabricar un elemento de revestimiento (10) ,
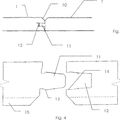
por ejemplo un panel de pavimento, un elemento de revestimiento de pared, un elemento de frente visto de un mueble o similar, en donde el elemento de revestimiento (10) comprende un tablero base (12) que está provisto en dos superficies, concretamente su superficie vista (12a) y su superficie de apoyo (12b) contrapuesta a la superficie vista, en cada caso con un estrato de papel (14, 18) empapado con resina, en donde en un primer paso (BID, BIR) se aplica la resina sobre las superficies (12a, 12b) del tablero base (12) , en un segundo paso (DS, DR) que sigue en el tiempo al primer paso (BID, BIR) se aplican los estratos de papel (14, 18) sobre las superficies (12a, 12b) del tablero base (12) , y en un tercer paso (HP) que sigue en el tiempo al segundo paso (DS, DR) se prensan conjuntamente el tablero base (12) provisto de resina sobre las superficies (12a, 12b) y los dos estratos de papel (14, 18) de manera esencialmente simultánea, en donde los dos estratos de papel (14, 18) se empapan con la resina sólo en el tercer paso (HP) .
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/000383.
B32B38/08TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 38/00 Operaciones auxiliares relacionadas con los procesos de estratificación. › Impregnación.
B44C5/04B […] › B44ARTES DECORATIVAS. › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 5/00 Procesos para la realización de objetos decorativos particulares. › Placas ornamentales, p. ej. paneles decorativos, placas decorativas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
La invención se refiere a un procedimiento para fabricar un elemento de revestimiento, por ejemplo un panel de pavimento, un elemento de revestimiento de pared, un elemento de frente visto de un mueble o similar, en donde el elemento de revestimiento comprende un tablero base que está provisto en una superficie, concretamente su superficie vista o su superficie de apoyo contrapuesta a la superficie vista, de un estrato de papel empapado con resina. Procedimientos semejantes son conocidos en general en el estado de la técnica. Uno de tales procedimientos se explicará con más detalle a continuación, haciendo referencia a la Figura 2. No obstante, ya en este punto se debe anticipar que, en lo que se refiere a los materiales utilizados, el procedimiento del estado de la técnica que se describe a continuación no se diferencia del procedimiento de acuerdo con la invención. Por tanto, todas las indicaciones que se hacen acerca de los materiales en relación con el procedimiento conocido, así como indicaciones sobre otros parámetros tales como espesores de capa, gramajes y similares, son válidos también del mismo modo para el procedimiento de acuerdo con la invención. Tanto el procedimiento conocido, cuyos pasos de procedimiento están representados esquemáticamente en la Figura 2, como también el procedimiento de acuerdo con la invención que se discutirá más adelante, tienen como objetivo la fabricación de un elemento de revestimiento 10, que está representado en la Figura 3. El elemento de revestimiento 10 comprende un tablero base 12 que preferiblemente está formado por un material derivado de la madera, por ejemplo un tablero de virutas o un tablero de fibras, por ejemplo un tablero MDF (siglas del inglés Medium Density Fiberboard, tablero de fibras de densidad media) o un tablero HDF (siglas del inglés High Density Fiberboard, tablero de fibras de alta densidad). En caso de que el elemento de revestimiento se emplee como panel de pavimento, tiene preferiblemente un grosor de aproximadamente 5 mm hasta aproximadamente 15 mm. En su superficie vista 12a, el tablero base 12 está provisto de un estrato 14 de papel decorado que comprende al menos una capa 16 de papel decorado. En su superficie vista 14a, el estrato 14 de papel decorado o bien su capa superior 16 de papel decorado está impreso con una decoración deseada, por ejemplo una decoración que imita la madera, piedra, baldosas, o materiales o productos similares. El papel utilizado para el estrato 14 de papel decorado tiene usualmente un gramaje, en total, desde aproximadamente 45 g/m 2 hasta aproximadamente 160 g/m 2 . Tales papeles decorados se impregnan o empapan con resina de impregnación en máquinas impregnadoras especiales, lo que se indica con puntos en la Figura 3. La cantidad de resina de impregnación aplicada asciende, referida al peso del papel bruto del estrato 14 de papel decorado, a aproximadamente 100% hasta aproximadamente 140%. Para poder impedir que, a causa de las tensiones procedentes del estrato 14 de papel decorado se llegue a una deformación del elemento de revestimiento 10, por ejemplo un abombamiento, que perturbe su forma perfectamente lisa y plana deseada, se puede disponer opcionalmente sobre la superficie trasera 12b del tablero base 12 que está situada en la posición contraria a la superficie vista 12a del tablero base 12, un estrato 18 de papel para contra-tracción. También el estrato 18 de papel para contra-tracción está empapado con resina de impregnación, tal como se indica en la Figura 3 por medio de puntos. En lo referente al peso del papel bruto, es decir el gramaje del papel utilizado, y la cantidad de resina de impregnación aplicada, el estrato 18 de papel para contra-tracción es análogo en lo esencial al estrato 14 de papel decorado, con el fin de asegurar que ambos estratos de papel 14 y 18 ejerzan sobre el tablero base 12 influencias de tensión que esencialmente se compensen. Para proteger de la abrasión el estrato 14 de papel decorado, lo cual es importante no sólo en caso del empleo del elemento de revestimiento 10 como panel de pavimento, sino también en caso de su empleo como elemento de revestimiento de pared o elemento de frente visto de un mueble, opcionalmente se puede aplicar además sobre la superficie vista 14a del estrato 14 de papel decorado, un estrato 20 de papel de cobertura adicional (también denominado en el lenguaje técnico estrato de papel sobrepuesto u "overlay"). Los papeles de cobertura u "overlay" habituales tienen preferiblemente un peso de papel bruto de aproximadamente 10 g/m 2 hasta aproximadamente 80 g/m 2 , y por tanto, en especial cuando están empapados con resina de impregnación, son transparentes, a fin de no impedir la vista de la decoración del estrato 14 de papel decorado. Referida al peso del papel bruto, la cantidad de resina de impregnación asciende a entre aproximadamente 100% y aproximadamente 300%. Para incrementar la resistencia a la abrasión se puede agregar a la resina de impregnación un material de carga apropiado, por ejemplo corindón, preferiblemente en una cantidad de aproximadamente 5 g/m 2 hasta aproximadamente 50 g/m 2 . Como resinas de impregnación se emplean preferiblemente resinas de aminoplasto, por ejemplo resinas de urea o resinas de melamina o mezclas de resinas de urea y de melamina, utilizándose preferiblemente resina de melamina para la impregnación del estrato 20 de papel decorado. El procedimiento conocido para preparar uno de tales elementos de revestimiento 10, cuyos pasos de procedimiento 2 individuales están representados esquemáticamente en la Figura 2, está orientado a la cadencia de fabricación del tablero base 12. Por tanto, todos los papeles utilizados en la estructura de capas del elemento de revestimiento 10 deben estar almacenados con anterioridad en depósitos intermedios, con el fin de que durante la producción no se produzcan retrasos en el avance de los tableros base 12. Por ejemplo, en un paso D se prepara un papel decorado 14 impreso con una decoración deseada. En un paso DI se impregna éste con resina de impregnación, en una máquina impregnadora especial. En este caso, la resina de impregnación se puede aplicar sobre el papel decorado 14, hacer que penetre en el mismo, y a continuación secarla, en una o varias etapas. En un paso ulterior DF se formatea el papel decorado 14 así impregnado, es decir, se corta a medida a un tamaño adaptado al tamaño del tablero base 12 alimentado. El papel decorado 14 está listo ahora para la elaboración ulterior, en particular el prensado en caliente con el tablero base 12, y se conduce en un paso DL a un depósito intermedio 22, donde permanece hasta su elaboración ulterior. De manera análoga se aportan también como papel bruto el papel de contra-tracción 18 y el papel de cobertura 20 en pasos R y O análogos al paso D, se impregnan con resina en pasos RI y OI análogos al paso DI, se formatean en pasos RF y OF análogos al paso DF, y en pasos RL y OL análogos al paso DL se conducen a depósitos intermedios 24 y 26 análogos al depósito intermedio 22. Si en un paso B se introduce ahora un tablero base 12, se extraen en los pasos DS, RS y OS respectivamente un papel decorado 14 impregnado y decorado, papel de contra-tracción 18 y papel de cobertura 20 desde los depósitos respectivos 22, 24 y 26, y se apilan uno sobre otro en la secuencia antes descrita en relación con la Figura 3. A continuación, en un paso HP se conduce esta pila a una prensa en caliente 28 en la cual, para formar el producto final deseado, concretamente el elemento de revestimiento 10, se prensan los estratos de papel 14, 18 y 20 con el tablero base 12, con aplicación de una presión elevada y una temperatura elevada. Aunque la prensa en caliente 28 está indicada de manera muy esquemática en forma de dos planchas de prensado, es decir, en forma de una prensa de funcionamiento estacionario, se entiende que se pueden utilizar de manera igualmente satisfactoria prensas de funcionamiento continuo o cuasicontinuo, por ejemplo prensas de alimentación continua. El procedimiento conocido tiene el inconveniente de que los papeles impregnados con resina de impregnación sólo presentan una limitada estabilidad frente al almacenamiento. En concreto, la resina de impregnación no debe estar ya seca por completo antes del prensado en caliente, sino que solamente debe estar seca al contacto de manera que los estratos individuales de papel que se encuentran en los depósitos intermedios, por ejemplo el depósito intermedio 22 para el papel decorado 14, no se adhieran uno con otro. Sin embargo, en el depósito intermedio los papeles, y en particular la resina de impregnación con la cual están empapados, se secan aún más, de manera que en caso de una prolongada duración de almacenamiento se alcanza un grado de sequedad que ya no permite un prensado en caliente adecuado. En consecuencia,... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar un elemento de revestimiento (10), por ejemplo un panel de pavimento, un elemento de revestimiento de pared, un elemento de frente visto de un mueble o similar, en donde el elemento de revestimiento (10) comprende un tablero base (12) que está provisto en dos superficies, concretamente su superficie vista (12a) y su superficie de apoyo (12b) contrapuesta a la superficie vista, en cada caso con un estrato de papel (14, 18) empapado con resina, en donde en un primer paso (BID, BIR) se aplica la resina sobre las superficies (12a, 12b) del tablero base (12), en un segundo paso (DS, DR) que sigue en el tiempo al primer paso (BID, BIR) se aplican los estratos de papel (14, 18) sobre las superficies (12a, 12b) del tablero base (12), y en un tercer paso (HP) que sigue en el tiempo al segundo paso (DS, DR) se prensan conjuntamente el tablero base (12) provisto de resina sobre las superficies (12a, 12b) y los dos estratos de papel (14, 18) de manera esencialmente simultánea, en donde los dos estratos de papel (14, 18) se empapan con la resina sólo en el tercer paso (HP). 2. Procedimiento según la reivindicación 1, caracterizado porque en el primer paso (BID, BIR) se aplica junto con la resina sobre la superficie (12a, 12b) del tablero base (12) un endurecedor necesario para el endurecimiento de la resina, preferiblemente en forma de mezcla de resina y endurecedor. 3. Procedimiento según la reivindicación 1, caracterizado porque sobre la superficie (14, 18) del tablero base (12) se aplica separadamente de la resina un endurecedor necesario para el endurecimiento de la resina, preferiblemente en un cuarto paso que precede en el tiempo al primer baso (BID, BIR). 4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque se formatea el estrato de papel (14, 18) en un quinto paso que precede en el tiempo al segundo paso (DS, RS). 5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque los primeros pasos (BID, BIR) de la aplicación de la resina respectiva sobre la superficie respectiva (12a, 12b) o/y los segundos pasos (DS, DR) de la aplicación del estrato de papel respectivo (14, 18) sobre la superficie respectiva (12a, 12b) provista de resina se realizan de manera esencialmente simultánea. 6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque, cuando el tablero base (12) está provisto en su superficie vista (12a) tanto de un estrato de papel decorado (14) como de un estrato de papel de cobertura (20), en el primer paso (BID) se aplica sobre la superficie vista (12a) del tablero base (12) una cantidad de resina que está calculada teniendo en consideración los dos estratos de papel (14, 20). 7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque, cuando el tablero base (12) está provisto en su superficie vista (12a) tanto de un estrato de papel decorado (14) como de un estrato de papel de cobertura (20), los segundos pasos (DS, OS) de la aplicación de los dos estratos de papel (14, 20) sobre la superficie vista (12a) del tablero base (12) provista de resina o/y los terceros pasos (HP) del prensado de los dos estratos de papel (14, 20) con el tablero base (12) se realizan de manera esencialmente simultánea. 8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque la resina es un aminoplasto, preferiblemente una resina de urea o una resina de melamina o una mezcla de resina de urea y resina de melamina. 9. Procedimiento según una de las reivindicaciones 1 a 8, caracterizado porque la resina contiene al menos un material que aumenta la resistencia a la abrasión, por ejemplo corindón. 10. Procedimiento según el preámbulo de la reivindicación 1 y, si se desea, la parte caracterizante de una de las reivindicaciones 1 a 9, caracterizado porque una superficie vista (14a, 20a) del estrato de papel decorado (14) o del estrato de papel de cobertura (20) se somete primeramente al menos a un tratamiento superficial, y porque después se aplica sobre esta 7 superficie tratada al menos una capa de barniz (30). 11. Procedimiento según la reivindicación 10, caracterizado porque el al menos un tratamiento superficial comprende un tratamiento químico. 12. Procedimiento según la reivindicación 11, caracterizado porque el al menos un tratamiento superficial comprende la aplicación de un inductor de adherencia, por ejemplo de silano organofuncional, o una fluoración. 13. Procedimiento según una de las reivindicaciones 10 a 12, caracterizado porque el al menos un tratamiento superficial comprende un tratamiento eléctrico. 14. Procedimiento según la reivindicación 13, caracterizado porque el al menos un tratamiento superficial comprende un tratamiento con corona o un tratamiento con plasma. 15. Procedimiento según una de las reivindicaciones 10 a 14, caracterizado porque el al menos un tratamiento superficial comprende un tratamiento mecánico. 16. Procedimiento según la reivindicación 15, caracterizado porque el al menos un tratamiento superficial comprende un lijado de la superficie. 17. Procedimiento según una de las reivindicaciones 10 a 16, caracterizado porque el barniz contiene al menos un material que aumenta la resistencia a la abrasión, por ejemplo corindón. 8 9 (ESTADO DE LA TÉCNICA) 11
Patentes similares o relacionadas:
REVESTIMIENTO CON PARTÍCULAS DE EFECTO SOBRE UN TABLERO DE MATERIAL TRATADO DE MADERA, del 2 de Diciembre de 2011, de BASF SE: Tableros de HDF y MDF recubiertos con un sistema de recubrimiento sólido, transparente, que contiene a) al menos un soporte en forma de capa, impregnado […]
PROCEDIMIENTO DE FABRICACIÓN DE GRABADOS EN BAJO RELIEVE ALINEADOS, del 21 de Junio de 2011, de FAUS GROUP, INC: Procedimiento para fabricar un producto, que comprende: localizar una hoja impregnada de resina con un motivo decorativo en un tablero; colocar la hoja impregnada de resina […]
PROCEDIMIENTO PARA GENERAR UNA DECORACIÓN ESTRUCTURADA EN UNA PLACA DE COMPUESTO DE MADERA, del 21 de Marzo de 2011, de FLOORING TECHNOLOGIES LTD.: Procedimiento para generar una decoración y un relieve correspondiente a la decoración al menos sobre la cara superior de una placa de compuesto de […]
PANELES CON ÓPTICA DE TABLA LARGA, del 16 de Marzo de 2011, de INTERGLARION LIMITED: Revestimiento formado a partir de paneles con superficie rectangular con dos lados largos y dos lados estrechos, con elementos decorativos […]
MATERIALES DE RECUBRIMIENTO, ASÍ COMO PROCEDIMIENTO PARA PRODUCIR TALES MATERIALES DE RECUBRIMIENTO, del 17 de Febrero de 2011, de SÜDDEKOR GMBH: Procedimiento para la producción de un material de recubrimiento decorativo, resistente a la abrasión, en forma de lámina o de banda, especialmente lámina de recubrimiento, […]
CONJUNTO DE PANELES DE SUELO EMBALADOS, del 27 de Octubre de 2010, de FLOORING INDUSTRIES LTD.: Conjunto de paneles de suelo para formar una cubierta de suelo con los paneles extendiéndose en filas paralelas, en el que dicho conjunto consiste de paneles […]
METODO PARA GRABADO DE TABLEROS Y TABLERO OBTENIDO POR DICHO METODO, del 23 de Septiembre de 2010, de INDUSTRIAS LOSAN, S.A.: Método para grabado de tableros y tablero obtenido por dicho método, cuya fabricación se realiza en una línea productiva de prensado, en la que el plato […]
Hoja o lámina para embutición profunda y procedimiento para la fabricación de una lámina para embutición profunda, del 9 de Octubre de 2019, de UNIVERSITAT KASSEL: Hoja o lámina para embutición profunda que comprende una única capa de refuerzo con unas tiras o bandas estiradas fabricadas a base de material […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 PANELES CON ÓPTICA DE TABLA LARGA, del 16 de Marzo de 2011, de INTERGLARION LIMITED: Revestimiento formado a partir de paneles con superficie rectangular con dos lados largos y dos lados estrechos, con elementos decorativos […]
PANELES CON ÓPTICA DE TABLA LARGA, del 16 de Marzo de 2011, de INTERGLARION LIMITED: Revestimiento formado a partir de paneles con superficie rectangular con dos lados largos y dos lados estrechos, con elementos decorativos […]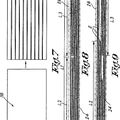 CONJUNTO DE PANELES DE SUELO EMBALADOS, del 27 de Octubre de 2010, de FLOORING INDUSTRIES LTD.: Conjunto de paneles de suelo para formar una cubierta de suelo con los paneles extendiéndose en filas paralelas, en el que dicho conjunto consiste de paneles […]
CONJUNTO DE PANELES DE SUELO EMBALADOS, del 27 de Octubre de 2010, de FLOORING INDUSTRIES LTD.: Conjunto de paneles de suelo para formar una cubierta de suelo con los paneles extendiéndose en filas paralelas, en el que dicho conjunto consiste de paneles […]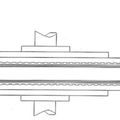 METODO PARA GRABADO DE TABLEROS Y TABLERO OBTENIDO POR DICHO METODO, del 23 de Septiembre de 2010, de INDUSTRIAS LOSAN, S.A.: Método para grabado de tableros y tablero obtenido por dicho método, cuya fabricación se realiza en una línea productiva de prensado, en la que el plato […]
METODO PARA GRABADO DE TABLEROS Y TABLERO OBTENIDO POR DICHO METODO, del 23 de Septiembre de 2010, de INDUSTRIAS LOSAN, S.A.: Método para grabado de tableros y tablero obtenido por dicho método, cuya fabricación se realiza en una línea productiva de prensado, en la que el plato […]