PROCEDIMIENTO DE FABRICACIÓN DE GRABADOS EN BAJO RELIEVE ALINEADOS.
Procedimiento para fabricar un producto, que comprende: localizar una hoja impregnada de resina con un motivo decorativo en un tablero;
colocar la hoja impregnada de resina y el tablero en una máquina de prensado con una placa de prensado dotada de una superficie tridimensional; y curar la resina a una temperatura predeterminada a la vez que se comprime la hoja empapada de resina y tablero con la placa de prensado a una presión predeterminada, de modo que se produce un producto laminado; en el que el producto laminado producido presenta una textura superficial grabada en bajo relieve alineada con el motivo decorativo; en el que localizar la hoja impregnada de resina en el tablero comprende: mecanizar unos bordes de referencia en el tablero; y localizar la hoja empapada de resina en el tablero, de tal manera que el motivo decorativo adopte una posición predeterminada en el tablero en relación con los bordes de referencia
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2002/022024.
Solicitante: FAUS GROUP, INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1706 HIGHWAY 41 SOUTH DALTON, GA 30720 ESTADOS UNIDOS DE AMERICA.
Inventor/es: GARCIA,Eugenio Cruz.
Fecha de Publicación: .
Fecha Solicitud PCT: 12 de Julio de 2002.
Clasificación Internacional de Patentes:
- B32B27/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › Productos estratificados compuestos esencialmente de resina sintética.
- B44C1/24 B […] › B44 ARTES DECORATIVAS. › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 1/00 Procesos no expresamente previstos en otro lugar para la producción de efectos decorativos sobre superficies (decoración de textiles D06Q). › Prensado o estampado de dibujos ornamentales sobre superficies.
- B44C5/04N
- B44C5/04R
- B44C5/04R2
- E04F15/02 CONSTRUCCIONES FIJAS. › E04 EDIFICIOS. › E04F TRABAJOS DE ACABADO DEL EDIFICIO, p. ej. ESCALERAS, REVESTIMIENTOS DE SUELOS (ventanas, puertas E06B). › E04F 15/00 Revestimientos de suelos (escalones E04F 11/104; revestimientos no especialmente adaptados a los suelos E04F 13/00; encintados E04F 19/02; felpudos metálicos para limpiar las suelas del calzado A47L 23/24; de materiales semejantes a los de las carreteras E01C; suelos portantes E04B 5/00). › Revestimientos de suelos compuestos de un cierto número de elementos semejantes (en capas E04F 15/16).
Clasificación PCT:
- B31F1/07 B […] › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31F TRABAJO O DEFORMACION MECANICA DEL PAPEL, DEL CARTONO DE MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL (fabricación de productos estratificados incluyendo otras materias además del papel o del cartón B32B). › B31F 1/00 Deformación mecánica sin eliminación de materia, p. ej. en combinación con laminación o estratificación. › Estampado (ondulación B31F 1/20; ondulación en combinación con impresión B41F 19/02, B41M 1/24; impresoras de estampados B41J 3/38; estampado en combinación con deformación B41K 3/36).
- B44C5/04 B44C […] › B44C 5/00 Procesos para la realización de objetos decorativos particulares. › Placas ornamentales, p. ej. paneles decorativos, placas decorativas.
Clasificación antigua:
- B31F1/07 B31F 1/00 […] › Estampado (ondulación B31F 1/20; ondulación en combinación con impresión B41F 19/02, B41M 1/24; impresoras de estampados B41J 3/38; estampado en combinación con deformación B41K 3/36).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2361735_T3.pdf
Fragmento de la descripción:
Antecedentes de la invención
Campo de la invención
La presente invención se refiere a materiales laminados. Más en particular, la presente invención se refiere a un procedimiento para fabricar materiales laminados con motivos decorativos y texturas superficiales que se graban en bajo relieve, mecánicamente y en alineación con los motivos decorativos.
Debido a su aspecto y tacto, los materiales tradicionales de construcción y de acabado, tales como maderas finas, pizarra, granito, piedras, ladrillos, y hormigón, en general son preferidos por los consumidores. Sin embargo, dichos materiales tienden a ser de fabricación e instalación costosas. Por ejemplo, mientras un suelo de madera maciza presenta un aspecto de lujo muy valorado, en la práctica los materiales y el trabajo necesarios para instalar dichos suelos pueden ser tan costosos que resultan prohibitivos.
Existen numerosas alternativas a los materiales tradicionales de construcción y de acabado, incluyendo los tableros laminados y los tableros laminados de alta presión (HPL). Sin embargo, en general, dichas alternativas no presentan el aspecto ni la textura auténticos de los materiales tradicionales de construcción y de acabado. Por ejemplo, la mayoría de las alternativas con una superficie exterior dotada de un motivo de madera, parecen falsas, y por lo tanto, son fáciles de identificar como algo diferente a la madera tradicional. Además, aunque los tableros laminados de alta presión, o HPL, pueden parecerse visualmente a la madera tradicional, sus texturas indican fácilmente lo contrario.
Un problema surgido con la mayoría de las alternativas a los materiales tradicionales de construcción y de acabado consiste en que sus texturas superficiales no coinciden con sus motivos decorativos. Por ejemplo, una representación visual de un nudo de madera no coincide con las características de la textura superficial de un nudo de madera. Esto reduce notablemente el atractivo de las alternativas para los consumidores.
Un enfoque de la técnica anterior para hacer coincidir la textura superficial de un material alternativo con su motivo decorativo consiste en el grabado en bajo relieve químico. Con el grabado en bajo relieve químico, la textura superficial del material alternativo se desarrolla al hacer reaccionar químicamente una tinta que forma el motivo decorativo con un agente que se ha añadido a una capa debajo de la superficie. Aunque ha tenido bastante éxito, a la textura superficial resultante le suele faltar la nitidez textural y las características tridimensionales de los materiales tradicionales.
Otra alternativa a los materiales tradicionales de construcción y de acabado son tableros DPL, o tableros laminados de presión directa. Sin embargo, tampoco esta alternativa produce un resultado eficaz.
Se ha sugerido otro procedimiento para formar la textura superficial de un material alternativo, siendo dicho procedimiento un tablero DPL con un grabado en bajo relieve mecánico. Este procedimiento resulta interesante debido a la posibilidad de una gran nitidez textural y unas características tridimensionales de alta calidad. Sin embargo, el grabado en bajo relieve mecánico de la textura superficial para hacerla coincidir con el motivo decorativo y producir un resultado definitivo que parezca y presente el tacto de un material tradicional de construcción y de acabado (denominado en lo sucesivo grabado en relieve alineado), ha dado lugar a unos problemas debido a la gran dificultad de registrar el grabado en bajo relieve mecánico con precisión con el motivo decorativo. Además, la dificultad de mantener de forma precisa la alineación de un grabado en bajo relieve alineado durante toda la producción, ha impedido que los sistemas mecánicos de grabado en bajo relieve alineado se conviertan en realidad.
La patente US nº 3.814.647 se refiere a un procedimiento para fabricar un laminado decorativo de alta presión con grabado en bajo relieve alineado. Se consigue la alineación entre la decoración y la estructura al proporcionar una capa de tinta sobreimpresa en la superficie superior del laminado decorativo de alta presión, estructurándose la capa de tinta durante el grabado en bajo relieve. La lámina o la placa impresa de tinta se manipula como una unidad individual capaz de grabar en bajo relieve, y de colorear simultáneamente un laminado de alta presión con una alineación adecuada.
El documento GB 1 262 850 da a conocer un procedimiento para fabricar laminados decorativos con superficies grabadas en bajo relieve. La disposición de capas del laminado descrito en este documento comprende hojas nucleares de papel de Kraft impregnadas de resina sintética termofijable, y una hoja impresa con un diseño decorativo impreso impregnada con la resina termofijable. El diseño de grabado en bajo relieve se forma o bien en una hoja de papel aparte o bien en la hoja impresa (o hoja decorativa) o bien en una hoja de liberación.
Como consecuencia, persiste la necesidad de proporcionar un procedimiento funcional para fabricar materiales alternativos de construcción y de acabado en los que los alternativos presentan el aspecto y tacto auténtico de los productos tradicionales. Un procedimiento para fabricar productos alternativos grabados en bajo relieve mecánicamente alineados sería aun más beneficioso. Todavía más beneficioso sería un procedimiento para fabricar productos alternativos grabados en bajo relieve mecánicamente alineados que sea económicamente viable.
Sumario de la invención
Los principios de la presente invención proporcionan un procedimiento de fabricación de materiales alternativos de construcción y de acabado que presentan motivos decorativos y texturas superficiales que se graban en relieve mecánicamente alineados con los motivos decorativos.
Un procedimiento según los principios de la presente invención comprende mecanizar un borde de referencia de un tablero, y a continuación, localizar un papel empapado de resina con un motivo decorativo en dicho tablero utilizando el borde de referencia, de modo que el motivo decorativo se localice en una posición predeterminada relativa al borde de referencia. Ventajosamente, el papel se adhiere al tablero mediante la electricidad estática. A continuación, el tablero y el papel se trasladan a una máquina de prensado y se colocan con precisión en la misma, utilizando el borde de referencia como guía, de modo que el motivo decorativo adopte una posición predeterminada en relación con una placa de prensado de temperatura predeterminada. La máquina de prensado se cierra y la placa de prensado caliente aprieta el papel contra el tablero con una fuerza determinada durante un periodo de tiempo predeterminado.
Ventajosamente, se controla la resina y el papel cuidadosamente en cuanto a sus dimensiones y la composición del material. Ventajosamente, el papel es fabricado por un proveedor, en una máquina, utilizando los materiales del mismo proveedor, prestando particular atención a los materiales celulosas, y el sentido y la tensión de bobinado. Ventajosamente, la resina es fabricada por un proveedor, con un recipiente de reactivo, utilizando materiales del mismo origen, prestando particular atención a la mezcla de materiales y al contenido sólido.
La placa de prensado, que presenta una superficie tridimensional, es fabricada ventajosamente de modo que la superficie de la misma coincida con el motivo decorativo cuando dicha placa de prensado se calienta a su temperatura operativa.
En la práctica, generalmente es mejor utilizar una resina de curación lenta y una temperatura operativa menor que en la técnica anterior, dado que esto mejora la calidad superficial.
Si la textura superficial presenta dicha rugosidad que afecta notablemente la distribución de presión sobre el papel y el tablero durante el grabado en bajo relieve, se puede practicar un hueco adecuado en el tablero antes del grabado en bajo relieve, con el fin de nivelar la distribución de presión.
Breve descripción de los dibujos
En los dibujos, en los cuales los números de referencia y las letras similares indican partes correspondientes en las diversas vistas:
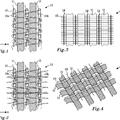
la figura 1 representa un conjunto de sustrato adecuado para ser grabado en bajo relieve y mecánicamente alineado;
la figura 2 representa una prensa para producir un producto grabado en bajo relieve alineado; y
la figura 3 representa un producto grabado en bajo relieve alineado.
Descripción de la forma... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar un producto, que comprende: localizar una hoja impregnada de resina con un motivo decorativo en un tablero; colocar la hoja impregnada de resina y el tablero en una máquina de prensado con una placa de prensado dotada de una superficie tridimensional; y curar la resina a una temperatura predeterminada a la vez que se comprime la hoja empapada de resina y tablero con la placa de prensado a una presión predeterminada, de modo que se produce un producto laminado; en el que el producto laminado producido presenta una textura superficial grabada en bajo relieve alineada con el motivo decorativo; en el que localizar la hoja impregnada de resina en el tablero comprende: mecanizar unos bordes de referencia en el tablero; y localizar la hoja empapada de resina en el tablero, de tal manera que el motivo decorativo adopte una posición predeterminada en el tablero en relación con los bordes de referencia.
2. Procedimiento para fabricar un producto según la reivindicación 1, en el que colocar la hoja empapada de resina y el tablero en la máquina de prensado incluye utilizar los bordes de referencia para localizar el motivo decorativo en la máquina de prensado en un sitio predeterminado con respecto a la placa de prensado.
3. Procedimiento para fabricar un producto según la reivindicación 1, que incluye además mecanizar un hueco en una superficie del tablero.
4. Procedimiento para fabricar un producto según la reivindicación 1, en el que la temperatura predeterminada está comprendida entre 160 y 220ºC.
5. Procedimiento para fabricar un producto según la reivindicación 1, en el que la presión predeterminada está comprendida entre 20 y 40 kg/cm2.
6. Procedimiento para fabricar un producto según la reivindicación 5, en el que se aplica la presión durante un periodo comprendido entre 20 y 60 segundos.
7. Procedimiento para fabricar un producto según la reivindicación 1, que incluye además una hoja superpuesta de protección sobre la hoja empapada de resina.
8. Procedimiento para fabricar un producto según la reivindicación 7, en el que la hoja superpuesta de protección está impregnada de resina.
9. Procedimiento para fabricar un producto según la reivindicación 1, que incluye además localizar una capa de base debajo del tablero.
10. Procedimiento para fabricar un producto según la reivindicación 9, en el que la capa de base está impregnada de resina.
11. Procedimiento para fabricar un producto según la reivindicación 9, que incluye además impregnar un papel Kraft con una resina de melamina para producir la hoja empapada de resina con un motivo decorativo.
12. Procedimiento para fabricar un producto según la reivindicación 1, que incluye además:
proporcionar un papel dotado de un motivo decorativo, en el que se fabrica dicho papel en una máquina, de modo que el papel es bobinado únicamente una vez sobre la bobina de fabricación;
proporcionar una resina de melamina con un contenido sólido predeterminado;
impregnar el papel con la resina de melamina desbobinando el papel de su bobina de fabricación e empapar una parte desbobinada en la resina de melamina;
curar el papel impregnado en resina de melamina para formar un laminado de presión directa al tiempo que se presiona el papel impregnado de resina de melamina y el tablero mediante la placa de prensado.
13. Procedimiento para fabricar un producto según la reivindicación 12, en el que la resina de melamina adhiere la hoja superpuesta de protección al producto.
14. Procedimiento para fabricar un producto según la reivindicación 7, en el que la hoja superpuesta incluye Al2O3.
Patentes similares o relacionadas:
 Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Capas de barrera sobre membranas de impermeabilización, del 22 de Julio de 2020, de SIKA TECHNOLOGY AG: Membrana de impermeabilización que comprende a) una membrana de poliolefina termoplástica que comprende al menos un polímero seleccionado de homopolímero […]
Lámina decorativa y panel decorativo, del 24 de Junio de 2020, de TOPPAN PRINTING CO., LTD: Lámina decorativa que comprende: una capa de patrón de imagen formada sobre un material de base de lámina; una primera capa de protección de superficie […]
Material compuesto de aislamiento térmico multicapa, del 3 de Junio de 2020, de Unifrax I LLC: Un material compuesto de aislamiento térmico multicapa que comprende: al menos una capa de superaislamiento que comprende un material de superaislamiento […]
Película de poliéster que tiene una estructura multicapa para laminar un sustrato metálico, sustrato metálico que tiene una película de poliéster y un contenedor que tiene un componente fabricado a partir de este sustrato metálico, del 6 de Mayo de 2020, de Tata Steel IJmuiden B.V: Un sustrato metálico que tiene una película de poliéster laminada en al menos una cara del sustrato metálico para producir un laminado, en donde la película de poliéster es una […]
Película de polietileno metalizada con adhesión metálica mejorada, del 8 de Abril de 2020, de Dow Global Technologies LLC: Una estructura multicapa que comprende: (a) una capa de revestimiento que comprende al menos un 50 % en peso de una composición interpolimérica de etileno/α-olefina […]
 Pantalla de invernadero, del 25 de Marzo de 2020, de Aktiebolaget Ludvig Svensson: Una pantalla de invernadero que comprende tiras del material de película que están interconectadas por un sistema de hilo de hebras transversales y hebras […]
Pantalla de invernadero, del 25 de Marzo de 2020, de Aktiebolaget Ludvig Svensson: Una pantalla de invernadero que comprende tiras del material de película que están interconectadas por un sistema de hilo de hebras transversales y hebras […]
Telas de PCM flexibles, del 25 de Marzo de 2020, de smartpolymer GmbH: Tela de PCM flexible con alta densidad de almacenamiento de energía térmica latente, caracterizada por una estructura de soporte bidimensional […]