PROCEDIMIENTO Y DISPOSITIVO PARA LA IMPRESIÓN DE UNA PIEZA CON DOS ZONAS DE SUPERFICIE INCLINADAS UNA CON RELACIÓN A OTRA POR MEDIO DE UN PROCEDIMIENTO DE IMPRESIÓN DIGITAL.
Procedimiento para la impresión de una pieza (10) por medio de un procedimiento de impresión con chorro de tinta,
poseyendo la pieza una primera y una segunda zona (16, 20) de superficie, que están inclinadas entre sí un ángulo y están unidas entre sí por medio de una zona (18) de transición, que comprende los siguientes pasos: I) impresión de la primera zona (16) de superficie así como de al menos una parte de la zona (18) de transición, que se halla a continuación de la primera zona (16) de superficie, pero no de la segunda zona (20) de superficie, durante un primer movimiento relativo lineal entre la primera zona de superficie y una cabeza (22) de impresión aproximadamente paralelo a la primera zona de superficie, proyectando la cabeza de impresión líquido de teñido en la dirección aproximadamente perpendicular a la dirección de la extensión de la primera zona de superficie y perpendicular a la dirección del movimiento relativo, II) impresión de la segunda zona (20) de superficie así como de al menos una parte de la zona (18) de transición, que se halla a continuación de la segunda zona de superficie, pero no de la primera zona (16) de superficie, durante un segundo movimiento relativo lineal entre la segunda zona de superficie y una cabeza (22) de impresión aproximadamente paralelo a la segunda zona de superficie, proyectando la cabeza de impresión líquido de teñido en la dirección aproximadamente perpendicular a la dirección de la extensión de la segunda zona de superficie y perpendicular a la dirección del movimiento relativo, caracterizado porque el líquido de impresión, que sale de la cabeza (22) de impresión es gobernado de tal modo, que al menos la parte de la zona (18) de transición, que posee la mayor inclinación con relación a la dirección del primer o del segundo movimiento relativo, sólo sed imprime durante el paso en le que posee la inclinación más pequeña con relación al correspondiente movimiento relativo y porque la cantidad de líquido proyectado en cada tramo del movimiento relativo en cada uno de los pasos I) y II) decrece progresivamente hasta cero durante la impresión de una parte de la zona (18) de transición, siendo impresa esta zona al menos en parte en el otro paso I) y II)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08008534.
Dirección: 2 ANDREA ZAKOU STREET 2404 ENGOMI, NIKOSIA CHIPRE.
Inventor/es: null.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Mayo de 2008.
Clasificación Internacional de Patentes:
B41J3/407D
Clasificación PCT:
B41J3/407TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B41IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41J MAQUINAS DE ESCRIBIR; MECANISMOS DE IMPRESION SELECTIVA, es decir, MECANISMOS QUE IMPRIMEN DE OTRA MANERA QUE NO SEA POR UTILIZACION DE FORMAS DE IMPRESION; CORRECCION DE ERRORES TIPOGRAFICOS (composición B41B; impresión sobre superficies especiales B41F; marcado para el lavado B41K; raspadores, gomas o dispositivos para borrar B43L 19/00; productos fluidos para corregir errores tipográficos por recubrimiento C09D 10/00; registro en materia de medidas G01; reconocimiento o presentación de datos, marcado de soportes de registro en forma numérica, p. ej. por punzonado, G06K; aparatos de franqueo o aparatos de impresión y entrega de tiquets G07B; conmutadores eléctricos para teclados, en general H01H 13/70, H03K 17/94; codificación en relación con teclados o dispositivos similares, en general H03M 11/00; emisores o receptores para transmisión de información numérica H04L; transmisión o reproducción de imágenes o de dibujos invariables en el tiempo, p. ej. transmisiones en facsímil, H04N 1/00; mecanismos de impresión especialmente adaptados para aparatos, p. ej. para cajas-registradoras, máquinas de pesar, produciendo un registro de su propio funcionamiento, ver las clases apropiadas). › B41J 3/00 Máquinas de escribir o mecanismos de impresión o de marcado selectivo caracterizados por la finalidad para la cual han sido construidos (máquinas de escribir criptográficas G09C 3/00). › para el marcado sobre materiales especiales (impresión sobre superficies especiales B41F 17/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
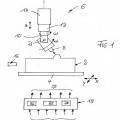
Procedimiento y dispositivo para la impresión de una pieza con dos zonas de superficie inclinadas una con relación a otra por medio de un procedimiento de impresión digital El invento se refiere a un procedimiento y a un dispositivo para la impresión de una pieza por medio de un procedimiento de impresión digital, poseyendo esta pieza una primera y una segunda zona de superficie. En la práctica surge en diferentes campos de aplicación el problema de la impresión de piezas con dos zonas de superficie inclinadas una con relación a la otra con un ángulo y unidas entre sí por medio de una zona de transición. Estas piezas pueden ser por ejemplo placas o listones con superficies laterales dispuestas entre sí con un ángulo de por ejemplo 90º unidas mutuamente por un canto, respectivamente una zona de transición configurada con un radio. Estas piezas se imprimen después del acabado mecánico, por ejemplo, con un procedimiento de chorro de tinta, de manera, que la totalidad de su superficie visible desde el exterior reciba un aspecto agradable, por ejemplo con una capa de color uniforme o con un dibujo, que se extienda de manera continua sobre toda la superficie. Se conoce el procedimiento de desplazar una cabeza de impresión y la pieza a imprimir una con relación a la otra durante la impresión de tal modo, que la cabeza impresión esté orientada permanentemente en sentido perpendicular a la superficie a imprimir y manteniendo constante su distancia a ella. Esto exige un coste mecánico elevado del dispositivo correspondiente y un elevado coste desde el punto de vista del procesamiento de los datos para el mando del dispositivo. En el documento US 2003218663 A1, del que se parte del preámbulo de la reivindicación 1, se describe un procedimiento para la impresión de una pieza con dos zonas de superficie perpendiculares entre sí y que se prolongan una en otra a través de una superficie 116 inclinada. Para la impresión de cada zona de superficie sirve una cabeza 60 de impresión. La superficie inclinada es impresa de tal modo, que cada una de las cabezas de impresión es desplazada más allá de la zona de superficie correspondiente, de manera, que se imprime siempre al menos una parte de la superficie inclinada. La zona central de la superficie inclinada es impresa ventajosamente por las dos cabezas de impresión. El documento US 2001019340 A1 describe un procedimiento de impresión respectivamente un dispositivo para su realización en los que las toberas de impresión dispuestas en una cabeza de impresión se gobiernan durante la impresión de superficies tridimensionales de tal modo, que sólo se activen las toberas de impresión cuya distancia a la superficie a imprimir se halle dentro de un valor prefijado. En el documento DE 100 31 030 A1 se describe de una manera general un procedimiento para la fabricación de piezas con un aspecto predeterminado de la superficie en el que las piezas son impresas con un procedimiento de impresión programable. También es posible imprimir piezas con superficies inclinadas entre sí. No hay indicaciones referentes a la impresión de una zona de transición entre las superficies inclinadas. El documento EP 1 479 524 A1 describe igualmente de una manera general un procedimiento para la fabricación de una pieza con superficies con un aspecto determinado, aplicando sobre las zonas de superficie mutuamente adyacentes y dispuestas formando un ángulo entre sí, un dibujo de tal modo, que el dibujo se prolongue de manera continua de una zona de superficie a la otra zona de superficie. No hay indicaciones referentes a la impresión de una zona de transición entre las superficies. El invento se basa en el problema de divulgar un procedimiento y un dispositivo con los que sea posible imprimir de manera sencilla la zona de transición existente entre dos zonas de superficie, que forman un ángulo entre sí de tal modo, que tenga lugar una impresión homogénea de la zona de transición. La parte del objeto del invento referente al procedimiento se soluciona con las características de la reivindicación 1. Las reivindicaciones referidas a la reivindicación 1 atañen a formas de ejecución y a perfeccionamientos ventajosos del procedimiento según el invento. La reivindicación 8 se refiere a un dispositivo para la solución de la parte correspondiente del objeto del invento. Bajo procedimiento digital de impresión se entienden en la presente solicitud los procedimientos de impresión en los que con un mando electrónico se proyecta por medio de un bloque digital de datos desde al menos una tobera de proyección un líquido en forma de pequeñas gotas de líquido sobre diferentes elementos de una superficie a Imprimir para generar sobre la superficie un dibujo predeterminado, que puede tener también el aspecto de un teñido homogéneo. Los distintos colores pueden ser obtenidos con distintas tintas, que se proyectan en forma de pequeñas gotas sobre un elemento de superficie o directamente sobre elementos de superficie adyacentes. Las diferentes intensidades de color se pueden obtener por medio de la cantidad de pequeñas gotas, que llegan al elemento de superficie o directamente a elementos de superficie adyacentes y/o modernamente por medio de los diferentes volúmenes de las pequeñas gotas de líquido. Un ejemplo típico de un procedimiento digital de impresión es el conocido procedimiento de impresión con chorro 2 E08008534 25-10-2011 de tinta en el que las pequeñas gotas de tinta, respectivamente de líquido de teñido son proyectadas desde una cabeza de impresión con varias toberas de proyección. Las pequeñas gotas son generadas y proyectadas por medio de evaporación térmica (bubblejet) o con la ayuda de piezoelementos. El invento se describirá en lo que sigue a título de ejemplo y con detalles adicionales por medio de un dibujo esquemático, realizándose el procedimiento digital de impresión como un procedimiento de impresión con chorro de tinta. Las figuras muestran: La figura 1, una vista en sección transversal de una pieza a imprimir con explicaciones para la realización de un procedimiento según el invento. Las figuras 2 a 5, secciones transversales de diferentes piezas a imprimir. La figura 6, una vista en planta de la superficie desarrollada de una pieza. Las figuras 7 a 9, representaciones para explicar diferentes formas de ejecución del procedimiento según el invento. La figura 10, una vista análoga a la de la figura 1 para la explicación de otra forma de realización del procedimiento según el invento. La figura 11, una vista esquemática de un dispositivo para la realización del procedimiento según el invento. Una pieza 10 a imprimir, en el ejemplo representado un guardacantos, posee según la figura 1 un lado 12 inferior, que no debe ser impreso, un lado 14 lateral, que tampoco debe ser impreso, una primera zona 16 de superficie a imprimir y una zona 18 de transición a imprimir curvada hacia una segunda zona 20 de superficie plana a imprimir. Las zonas 16 y 20 de superficie son perpendiculares entre sí y se prolongan cada una de manera continua en la zona 18 de transición, que se extiende sobre un margen angular de 90º y posee un radio r de curvatura. Con 22 se describe una cabeza de impresión de un dispositivo de impresión con chorro de tinta conocido, construido por ejemplo como barra de impresión y que se extiende sobre la totalidad de la longitud de la pieza 10 perpendicular en la figura 1 al plano del dibujo. Una barra de impresión de esta clase contiene por ejemplo varias cabezas de impresión dispuestas solapándose mutuamente a lo largo de su longitud, de manera, que cada elemento de superficie pueda ser cubierto con pequeñas gotas de líquido. Por medio de un mando electrónico de la posición relativa entre la(s) tobera(s) de proyección y la superficie a imprimir así como por medio de la clase y de la cantidad de líquido, que llega a un elemento de superficie, se pueden generar de manera precisa sobre la superficie a imprimir dibujos predeterminados almacenados digitalmente. En el ejemplo representado, la impresión de la pieza 10 tiene lugar de tal modo, que en primer lugar se imprime con un movimiento relativo entre la pieza 10 y la cabeza 20 de impresión en una dirección perpendicular a la dirección de la extensión de la pieza 10 perpendicular al plano del dibujo y paralela a la zona 16 de superficie (dirección X) de la primera zona 16 de superficie y una parte de la zona 18 de transición. Los datos de mando almacenados en un sistema electrónico de procesamiento de datos están distorsionados con relación a la zona 18 de transición curva en la dirección X con relación a un modelo que muestra el dibujo a generar sobre la superficie curva de la zona de transición, de manera que, dependiendo del ángulo , que forma la dirección X con la correspondiente tangente a la superficie de la zona de transición,... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la impresión de una pieza (10) por medio de un procedimiento de impresión con chorro de tinta, poseyendo la pieza una primera y una segunda zona (16, 20) de superficie, que están inclinadas entre sí un ángulo y están unidas entre sí por medio de una zona (18) de transición, que comprende los siguientes pasos: I) impresión de la primera zona (16) de superficie así como de al menos una parte de la zona (18) de transición, que se halla a continuación de la primera zona (16) de superficie, pero no de la segunda zona (20) de superficie, durante un primer movimiento relativo lineal entre la primera zona de superficie y una cabeza (22) de impresión aproximadamente paralelo a la primera zona de superficie, proyectando la cabeza de impresión líquido de teñido en la dirección aproximadamente perpendicular a la dirección de la extensión de la primera zona de superficie y perpendicular a la dirección del movimiento relativo, II) impresión de la segunda zona (20) de superficie así como de al menos una parte de la zona (18) de transición, que se halla a continuación de la segunda zona de superficie, pero no de la primera zona (16) de superficie, durante un segundo movimiento relativo lineal entre la segunda zona de superficie y una cabeza (22) de impresión aproximadamente paralelo a la segunda zona de superficie, proyectando la cabeza de impresión líquido de teñido en la dirección aproximadamente perpendicular a la dirección de la extensión de la segunda zona de superficie y perpendicular a la dirección del movimiento relativo, caracterizado porque el líquido de impresión, que sale de la cabeza (22) de impresión es gobernado de tal modo, que al menos la parte de la zona (18) de transición, que posee la mayor inclinación con relación a la dirección del primer o del segundo movimiento relativo, sólo sed imprime durante el paso en le que posee la inclinación más pequeña con relación al correspondiente movimiento relativo y porque la cantidad de líquido proyectado en cada tramo del movimiento relativo en cada uno de los pasos I) y II) decrece progresivamente hasta cero durante la impresión de una parte de la zona (18) de transición, siendo impresa esta zona al menos en parte en el otro paso I) y II). 2. Procedimiento según la reivindicación 1, en el que la parte de la zona (18) de transición en la que la impresión decrece progresivamente hasta cero durante el paso I) se halla fuera de la zona de transición en la que la impresión decrece progresivamente hasta cero durante la impresión en el paso II). 3. Procedimiento según la reivindicación 1, en el que la parte de la zona (18) de transición en la que la impresión durante el paso I) decrece progresivamente hasta cero solapa la zona de transición en la que la impresión en el paso II) decrece progresivamente hasta cero. 4. Procedimiento según la reivindicación 3, en el que la parte de la zona (18) de transición en la que la impresión decrece progresivamente hasta cero durante el paso I) coincide con la parte de la zona de transición en la que la impresión en el paso II) decrece progresivamente hasta cero. 5. Procedimiento según una de las reivindicaciones 1 a 4, en el que la impresión se gobierna de tal modo, que la primera y la segunda zona (16, 20) de superficie así como la zona (18) de transición se imprimen con la misma intensidad. 6. Procedimiento según una de las reivindicaciones 1 a 5, en el que las zonas (16, 20) de superficie son planas y aproximadamente perpendiculares entre sí y en el que la zona (18) de transición es un segmento cilíndrico con un ángulo central de aproximadamente 90º y se halla de manera continua a continuación de las zonas 16, 20) de superficie. 7. Procedimiento según una de las reivindicaciones 1 a 6, en el que la impresión se gobierna de tal modo, que la forma geométrica del dibujo impreso en la zona (18) de transición durante los pasos I) y II) es la misma. 8. Dispositivo para la impresión de una pieza (10) por medio de un procedimiento de impresión con chorro de tinta, poseyendo la pieza una primera y una segunda zona (16, 20) de superficie, que están inclinadas entre sí un ángulo y están unidas entre sí por medio de una zona (18) de transición, comprendiendo el procedimiento: al menos una cabeza (22) de impresión , un dispositivo (32) de sujeción para sujetar la pieza (10), un dispositivo (30, 32) de transporte para generar un movimiento relativo lineal entre la pieza y la cabeza de impresión, 8 E08008534 25-10-2011 un dispositivo (34) para registrar el ángulo entre la dirección del movimiento relativo y la superficie de la zona (18) de transición y un dispositivo (36) de mando, que gobierne el dispositivo (30, 32) de transporte, el dispositivo (32) de giro y la cabeza (22) de impresión, caracterizado porque el dispositivo comprende, además, un dispositivo (32) de giro para girar la pieza con relación a la cabeza de impresión alrededor de un eje perpendicular a la dirección del movimiento relativo y porque el dispositivo (36) de mando gobierna el dispositivo (30, 32) de transporte, el dispositivo (36) de giro y la cabeza (22) de impresión de tal modo, que se desarrollen los siguientes pasos: I) Impresión de la primera zona (16) de superficie así como al menos una parte de la zona (18) de transición, que se halla a continuación de la primera zona (16) de superficie, pero no de la segunda zona (20) de superficie, durante un primer movimiento relativo lineal entre la primera zona de superficie y una cabeza (22) de impresión aproximadamente paralelo a la primera zona de superficie, proyectando la cabeza de impresión líquido de teñido en la dirección aproximadamente perpendicular a la dirección de la extensión de la primera zona de superficie y perpendicular a la dirección del movimiento relativo, II) impresión de la segunda zona (20) de superficie así como de al menos una parte de la zona (18) de transición, que se halla a continuación de la segunda zona de superficie, pero no de la primera zona (16) de superficie, durante un segundo movimiento relativo lineal entre la segunda zona de superficie y una cabeza (22) de impresión aproximadamente paralelo a la segunda zona de superficie, proyectando la cabeza de impresión líquido de teñido en la dirección aproximadamente perpendicular a la dirección de la extensión de la segunda zona de superficie y perpendicular a la dirección del movimiento relativo, siendo gobernado el líquido de impresión, que sale de la cabeza (22) de impresión de tal modo, que sólo durante el paso en el que posee la inclinación más pequeña con relación al movimiento relativo se imprima al menos la parte de la zona (18) de transición, que posee la mayor inclinación con relación a la dirección del primer o del segundo movimiento relativo y porque la cantidad de líquido proyectado en cada tramo del movimiento relativo en cada uno de los pasos I) y II) decrece progresivamente hasta cero durante la impresión de una parte de la zona (18) de transición, siendo impresa esta parte al menos parcialmente en el otro paso I) y II). 9 E08008534 25-10-2011 E08008534 25-10-2011 11 E08008534 25-10-2011 12 E08008534 25-10-2011
Patentes similares o relacionadas:
PROCEDIMIENTO DE FABRICACIÓN DE COMPONENTES CON ASPECTOS DE SUPERFICIES PREDETERMINADOS, EN PARTICULAR, PLACAS FRONTALES DE ELEMENTOS DE COCINA, del 8 de Septiembre de 2011, de INTERGLARION LIMITED: Procedimiento para la fabricación de componentes de aspectos superficiales predeterminados, en particular, placas frontales de elementos de cocina, en cuyo […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE UN COMPONENTE CON UNA SUPERFICIE DE UN ASPECTO PREDETERMINADO, del 3 de Mayo de 2011, de INTERGLARION LIMITED: Procedimiento para la fabricación de un componente con una superficie de aspecto predeterminado, que contiene las etapas: - fabricación de un cuerpo de base en forma […]
MÉTODO Y APARATO PARA CREAR UNA IMAGEN SOBRE UN ARTÍCULO, Y ARTÍCULO IMPRESO, del 13 de Abril de 2011, de MASONITE CORPORATION: Un método de imprimir una imagen sobre un objeto, que comprende los pasos de: habilitar un objeto que tiene una superficie exterior (2, 2'') dotada de una […]
MÉTODO DE APLICACIÓN DE COLOR O IMPRESIÓN EN UN RECIPIENTE DE PLÁSTICO ESTABLE DIMENSIONALMENTE, del 6 de Abril de 2011, de SUPERFOS A/S: Método de aplicación de color o impresión en el mismo sitio de cada uno de un número de recipientes de plástico redondos sucesivos que tienen un fondo y […]
DISPOSITIVO PARA EL ENNOBLECIMIENTO DE PIEZAS DE TRABAJO, del 1 de Abril de 2011, de HOMAG HOLZBEARBEITUNGSSYSTEME AG: Dispositivo para el ennoblecimiento de piezas de trabajo compuestas preferentemente al menos en parte de madera, de derivados de madera o similares, con: un dispositivo […]
PROCEDIMIENTO Y DISPOSITIVO DE MARCAJE ROTATIVO, del 22 de Marzo de 2011, de ON-LASER SYSTEMS & APPLICATIONS, S.L: Procedimiento y dispositivo para el marcaje rotativo de materiales cilíndricos, preferentemente para tapones del tipo corcho natural, aglomerados […]
DISPOSITIVO PARA EL TRATAMIENTO SUPERFICIAL DE PIEZAS, del 30 de Diciembre de 2010, de BALL PACKAGING EUROPE HOLDING GMBH & CO. KG: Dispositivo para el tratamiento superficial de latas , con un número predefinido de estaciones de tratamiento (B1 a B8) que realizan procesos de tratamiento y con […]
Placa de base para soportar ladrillos de construcción de interconexión, del 22 de Julio de 2020, de SLAB DREAM LAB, LLC: Placa de base para soportar una pluralidad de ladrillos de construcción de interconexión, que comprende:
una lámina plana que tiene una superficie superior […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE UN COMPONENTE CON UNA SUPERFICIE DE UN ASPECTO PREDETERMINADO, del 3 de Mayo de 2011, de INTERGLARION LIMITED: Procedimiento para la fabricación de un componente con una superficie de aspecto predeterminado, que contiene las etapas: - fabricación de un cuerpo de base en forma […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE UN COMPONENTE CON UNA SUPERFICIE DE UN ASPECTO PREDETERMINADO, del 3 de Mayo de 2011, de INTERGLARION LIMITED: Procedimiento para la fabricación de un componente con una superficie de aspecto predeterminado, que contiene las etapas: - fabricación de un cuerpo de base en forma […]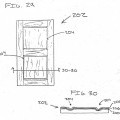 MÉTODO Y APARATO PARA CREAR UNA IMAGEN SOBRE UN ARTÍCULO, Y ARTÍCULO IMPRESO, del 13 de Abril de 2011, de MASONITE CORPORATION: Un método de imprimir una imagen sobre un objeto, que comprende los pasos de: habilitar un objeto que tiene una superficie exterior (2, 2'') dotada de una […]
MÉTODO Y APARATO PARA CREAR UNA IMAGEN SOBRE UN ARTÍCULO, Y ARTÍCULO IMPRESO, del 13 de Abril de 2011, de MASONITE CORPORATION: Un método de imprimir una imagen sobre un objeto, que comprende los pasos de: habilitar un objeto que tiene una superficie exterior (2, 2'') dotada de una […]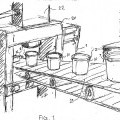 MÉTODO DE APLICACIÓN DE COLOR O IMPRESIÓN EN UN RECIPIENTE DE PLÁSTICO ESTABLE DIMENSIONALMENTE, del 6 de Abril de 2011, de SUPERFOS A/S: Método de aplicación de color o impresión en el mismo sitio de cada uno de un número de recipientes de plástico redondos sucesivos que tienen un fondo y […]
MÉTODO DE APLICACIÓN DE COLOR O IMPRESIÓN EN UN RECIPIENTE DE PLÁSTICO ESTABLE DIMENSIONALMENTE, del 6 de Abril de 2011, de SUPERFOS A/S: Método de aplicación de color o impresión en el mismo sitio de cada uno de un número de recipientes de plástico redondos sucesivos que tienen un fondo y […]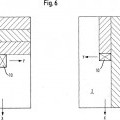 DISPOSITIVO PARA EL ENNOBLECIMIENTO DE PIEZAS DE TRABAJO, del 1 de Abril de 2011, de HOMAG HOLZBEARBEITUNGSSYSTEME AG: Dispositivo para el ennoblecimiento de piezas de trabajo compuestas preferentemente al menos en parte de madera, de derivados de madera o similares, con: un dispositivo […]
DISPOSITIVO PARA EL ENNOBLECIMIENTO DE PIEZAS DE TRABAJO, del 1 de Abril de 2011, de HOMAG HOLZBEARBEITUNGSSYSTEME AG: Dispositivo para el ennoblecimiento de piezas de trabajo compuestas preferentemente al menos en parte de madera, de derivados de madera o similares, con: un dispositivo […]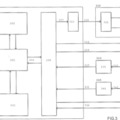 PROCEDIMIENTO Y DISPOSITIVO DE MARCAJE ROTATIVO, del 22 de Marzo de 2011, de ON-LASER SYSTEMS & APPLICATIONS, S.L: Procedimiento y dispositivo para el marcaje rotativo de materiales cilíndricos, preferentemente para tapones del tipo corcho natural, aglomerados […]
PROCEDIMIENTO Y DISPOSITIVO DE MARCAJE ROTATIVO, del 22 de Marzo de 2011, de ON-LASER SYSTEMS & APPLICATIONS, S.L: Procedimiento y dispositivo para el marcaje rotativo de materiales cilíndricos, preferentemente para tapones del tipo corcho natural, aglomerados […] DISPOSITIVO PARA EL TRATAMIENTO SUPERFICIAL DE PIEZAS, del 30 de Diciembre de 2010, de BALL PACKAGING EUROPE HOLDING GMBH & CO. KG: Dispositivo para el tratamiento superficial de latas , con un número predefinido de estaciones de tratamiento (B1 a B8) que realizan procesos de tratamiento y con […]
DISPOSITIVO PARA EL TRATAMIENTO SUPERFICIAL DE PIEZAS, del 30 de Diciembre de 2010, de BALL PACKAGING EUROPE HOLDING GMBH & CO. KG: Dispositivo para el tratamiento superficial de latas , con un número predefinido de estaciones de tratamiento (B1 a B8) que realizan procesos de tratamiento y con […]