DETECCIÓN AISLADA DE ZONAS PROBLEMÁTICAS EN JUNTAS HERMÉTICAS.
Par de elementos de sellado para sellar un embalaje (650, 750) que prevé una cantidad x de capas de material de embalaje en una primera zona y una cantidad y de capas de material de embalaje en una segunda zona de una zona de sellado,
siendo x e y diferentes, comprendiendo dicho conjunto de elementos de termosellado: una primera superficie enfrentada al sellado acoplada a un primer conjunto de puente (106; 108) acoplado también por lo menos a dos barras estacionarias (110, 112); y una segunda superficie enfrentada al sellado acoplada a un segundo conjunto de puente (106; 108) acoplado a dichas barras estacionarias; en el que, en una posición montada: un primer nivel (820) de dicha primera superficie enfrentada y un primer nivel de dicha segunda superficie enfrentada se desplazan a lo largo de dichas barras estacionarias para ajustarse generalmente de forma mutua de modo que encajen; caracterizado porque, en la posición montada, un segundo nivel (810, 715) de dicha primera superficie enfrentada está elevado con respecto a dicho primer nivel (820) de dicha primera superficie enfrentada, de manera que se aplique una mayor presión a una unión entre dicha primera zona y dicha segunda zona de dicha zona de sellado que la que se aplica a cualquiera de entre dicha primera zona o dicha segunda zona
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2003/022788.
Solicitante: FRITO-LAY NORTH AMERICA, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 7701 LEGACY DRIVE PLANO, TX 75024-4099 ESTADOS UNIDOS DE AMERICA.
Inventor/es: KOHL,GARRETT,WILLIAM, TUCKER,STEVEN,KENNETH.
Fecha de Publicación: .
Fecha Solicitud PCT: 21 de Julio de 2003.
Clasificación Internacional de Patentes:
- B29C65/00H20
- B29C65/74E2
- B65B51/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › por elementos oscilantes o de movimiento alternativo.
- B65B51/30 B65B 51/00 […] › Dispositivos, p. ej. mordazas, para aplicar sucesivamente presión y calor, p. ej. para fraccionar tubos llenados.
Clasificación PCT:
- B29C65/00 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Ensamblado de elementos preformados; Aparatos a este efecto.
- B65B51/14 B65B 51/00 […] › por elementos oscilantes o de movimiento alternativo.
- B65B51/30 B65B 51/00 […] › Dispositivos, p. ej. mordazas, para aplicar sucesivamente presión y calor, p. ej. para fraccionar tubos llenados.
Clasificación antigua:
- B65B1/00 B65B […] › Embalaje de materiales sólidos fluyentes, p. ej. polvos, materiales fibrosos granulares o a granel, masas a granel de pequeños objetos, en receptáculos o recipientes individuales, p. ej. sacos, bolsas, cajas, cartones, latas o tarros.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2362259_T3.pdf
Fragmento de la descripción:
ANTECEDENTES DE LA INVENCIÓN
1. Campo técnico
La presente invención se refiere al embalaje de un producto en una bolsa termosellable y, más particularmente, a la producción de un sellado hermético en partes de una bolsa termosellable en la que las zonas adyacentes presentan una cantidad variable de capas de material.
2. Descripción de la técnica relacionada
Embalaje de bolsa
Muchos productos alimenticios de tipo aperitivo, tales como patatas fritas, pretzels (galletas saladas), etc., se envasan en bolsas formadas por películas de embalaje muy finas. Dichas bolsas se pueden fabricar en máquinas de formación, llenado y sellado de embalaje de forma vertical que, tal como su nombre indica, forman un embalaje, lo llenan con el producto y sellan dicho embalaje lleno.
Una de dichas máquinas de embalaje se muestra de forma esquemática en la Figura 1. Se agarra una película de embalaje 110 de un rollo 112' de película y se hace pasar a través de unos tensores 114 que la mantienen en tensión. A continuación, la película pasa sobre un formador 116 que conduce la película en un tubo vertical alrededor de un cilindro de suministro del producto 118. A medida que las correas de accionamiento 120 estiran el tubo hacia abajo, el tubo vertical de película se sella a lo largo de su longitud mediante un elemento de sellado vertical 122, formando un sellado de la parte posterior 124. A continuación, la máquina aplica un par de mordazas termosellables 126 contra el tubo para formar un sellado transversal 128. Este sellado transversal 128 actúa como el sellado superior en la bolsa 130 debajo de las mordazas de sellado 126 y como sellado inferior en la bolsa 132 que se llena y se forma sobre las mordazas 126. Después de la formación del sellado transversal 128, se realiza un corte a través de la zona sellada para separar la bolsa acabada 130 por debajo del sellado 128 de la bolsa parcialmente completa 132 por encima del sellado. A continuación, se empuja el tubo de película hacia abajo para extender otra longitud de embalaje. Con anterioridad a que las mordazas de sellado formen cada sellado transversal, se deja caer el producto que se va a envasar a través del cilindro de suministro de producto 118 y se mantiene en el interior del tubo por encima del sellado transversal 128.
La Figura 1c muestra un carro de sellado en una máquina de formación, llenado y sellado de embalaje según la técnica anterior. La Figura 1b es una sección transversal de un conjunto de sellado según la técnica anterior instalado en el carro. Se muestran caras de sellado transversal opuestas 102, 104 acopladas a unos conjuntos de puente opuestos 106, 108. Detrás de cada cara de sellado 102, 104, está prevista una sonda calefactora 128, 130 que puede calentar la superficie expuesta de las caras del sellado hasta 450ºF durante el funcionamiento. Entre las caras del sellado 102, 104 y sus conjuntos de puente respectivos 106, 108, está previsto un separador de calor 136, 138. Los separadores de calor 136, 138 proporcionan una barrera térmica entre las caras de sellado 102, 104 y el conjunto de puente 106, 108, con el fin de reducir la transferencia de calor al conjunto de puente 106, 108 y otros componentes acoplados al mismo. Está previsto un termopar o termistor 132, 134 entre el separador de calor 136, 138 y la sonda calefactora 128, 130, con el fin de controlar la temperatura de la cara de sellado 102, 104. Tal como se ha descrito anteriormente, se forma un sellado transversal cuando un tubo de película situado entre las caras de sellado 102, 104 se aplasta cuando las caras de sellado 102, 104 se llevan la una cerca de la otra. Para que esto se lleve a cabo, ambos conjuntos de puente 106, 108 se mueven el uno hacia el otro en barras estacionarias 110, 112.
Asimismo está previsto un par de placas de caída opuestas 114, 116. Cuando los conjuntos de puente 106, 108 se juntan, dichas placas de caída 114, 116 se solapan ligeramente, formando de este modo una constricción temporal en forma de “S” en el tubo de película aplanado. Esta constricción en forma de “S” proporciona un medio para mantener el producto fuera de la zona de sellado transversal mientras se llena con el producto el tubo de película sobre la constricción. También se acoplan dos barras de descarga 118, 120 a los conjuntos de puente 106, 108. Dichas barras de descarga 118, 120 típicamente están cargadas con un resorte y proporcionan la función de descarga descrita anteriormente.
Ambas caras de sellado 102, 104 están construidas con un canal central 141, 143 para alojar una cuchilla o herramienta de corte 122, que se aprecia mejor en la Figura 1c. Esta cuchilla 122 está hundida en el interior del canal 141 de una de las caras de sellado 102 y se mantiene en su lugar mediante dos abrazaderas de cuchilla 124, 126 acopladas a los conjuntos de puente 106, 108. Después de que se haya formado el sellado transversal en el tubo de película aplastado, se hacen girar ligeramente las abrazaderas de cuchilla 124, 126, exponiendo así la cuchilla 122 al sellado transversal. Esta acción corta dicho sellado transversal, completando de este modo el proceso de formación, llenado y sellado de un único embalaje.
El carro según la técnica anterior descrito anteriormente está diseñado de manera que se puedan retirar las caras de sellado 102, 104, con el fin de instalar otro conjunto de caras de sellado que proporcione unas anchuras verticales diferentes de los sellados transversales resultantes. El conjunto de cara que se muestra en las Figuras 1b, 1c se alinea en fábrica y no se recomienda que el operario retire nada más que las caras de sellado 102, 104, las placas de caída 114, 116 y las barras de descarga 118, 120 del conjunto de caras. En la Figura 3b, se puede apreciar una perspectiva ampliada de una de las caras.
**(Ver fórmula)**
Existen tres parámetros principales del mecanismo de sellado que típicamente se cambian para corregir el sellado inadecuado de una bolsa: temperatura, presión y tiempo de permanencia (el tiempo que las mordazas de sellado se cierran para formar un sellado). Los materiales utilizados generalmente sellan dentro de un intervalo de temperaturas determinado, tal como entre 375 y 425ºF (entre 190,5 y 218,3ºC), aunque este intervalo puede variar dependiendo de la presión y del tiempo de permanencia. De estas tres variables, la presión generalmente la establece un mecánico en fábrica, y no se puede variar fácilmente. Una presión típica sería de aproximadamente 300 libras de presión en la totalidad de la cara, con la presión generalmente distribuida de un modo bastante uniforme por la totalidad de la cara. De este modo, para una bolsa de ocho pulgadas de ancho, puede haber aproximadamente ocho pulgadas cuadradas de embalaje en contacto cuando se realiza el sellado superior/inferior, o una presión de aproximadamente 37,5 libras por pulgada cuadrada para un sellado de pulgada de ancho.
Al contrario que la presión establecida en fábrica, la temperatura y el tiempo de permanencia son decisiones del operario en el momento en el que se embala el producto. El operario generalmente estará familiarizado con los materiales específicos que se están utilizando para un embalaje y puede variar los parámetros de tiempo y temperatura según sea necesario para obtener un sellado eficaz, dentro de las restricciones de la situación. Una de dichas restricciones es que el incremento de la temperatura más allá de un intervalo determinado para un material puede quemar o fundir un orificio a través del material. Una restricción adicional es el rendimiento efectivo de una máquina, que se puede ver afectado por el tiempo de permanencia. Por ejemplo, si un sellado formado a una temperatura y a una presión determinadas no se mantiene después de 1/10 de segundo, incrementando el tiempo de permanencia del mecanismo de sellado hasta 1/5 segundo, o incluso segundo, se puede mejorar significativamente el sellado, pero también puede significar que la máquina únicamente puede embalar una fracción del producto que puede manipular con un tiempo de permanencia inferior. Un tiempo de permanencia que requiera máquinas adicionales para cumplir con un programa de producción no es una solución económica.
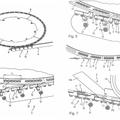
En la Figura 2, se puede apreciar una película típica utilizada para el embalaje de aperitivos. La capa más exterior 202 es un PPO, polipropileno orientado, mientras que la capa más interior 206 es un polipropileno orientado metalizado. Un material polímero orientado se ha tratado especialmente de manera que las moléculas tiendan a alinearse en una dirección determinada, provocando... [Seguir leyendo]
Reivindicaciones:
1. Par de elementos de sellado para sellar un embalaje (650, 750) que prevé una cantidad x de capas de material de embalaje en una primera zona y una cantidad y de capas de material de embalaje en una segunda zona de una zona de sellado, siendo x e y diferentes, comprendiendo dicho conjunto de elementos de termosellado:
una primera superficie enfrentada al sellado acoplada a un primer conjunto de puente (106; 108) acoplado también por lo menos a dos barras estacionarias (110, 112); y
una segunda superficie enfrentada al sellado acoplada a un segundo conjunto de puente (106; 108) acoplado a dichas barras estacionarias;
en el que, en una posición montada:
un primer nivel (820) de dicha primera superficie enfrentada y un primer nivel de dicha segunda superficie enfrentada se desplazan a lo largo de dichas barras estacionarias para ajustarse generalmente de forma mutua de modo que encajen;
caracterizado porque, en la posición montada, un segundo nivel (810, 715) de dicha primera superficie enfrentada está elevado con respecto a dicho primer nivel (820) de dicha primera superficie enfrentada, de manera que se aplique una mayor presión a una unión entre dicha primera zona y dicha segunda zona de dicha zona de sellado que la que se aplica a cualquiera de entre dicha primera zona o dicha segunda zona.
2. Máquina de formación, llenado y sellado que comprende:
una primera superficie enfrentada al sellado montada en dicha máquina de formación, llenado y sellado; y
una segunda superficie enfrentada al sellado montada de manera opuesta a dicha primera superficie enfrentada al sellado en dicha máquina de formación, llenado y sellado, en la que dichas primera y segunda superficies enfrentadas al sellado están diseñadas para su utilización en un embalaje (650, 750) que presenta una cantidad x de capas de material de embalaje en una primera zona y una cantidad y de capas de material de embalaje en una segunda zona de una zona de sellado, siendo x e y diferentes y siendo dicha primera zona adyacente a dicha segunda zona;
en la que:
un primer nivel (820) de dicha primera superficie enfrentada y un primer nivel de dicha segunda superficie enfrentada se desplazan a lo largo de un conjunto de barras estacionarias para ajustarse generalmente de forma mutua de modo que encajen;
caracterizada porque un segundo nivel (810, 715) de dicha primera superficie enfrentada está elevado con respecto a dicho primer nivel (820) de dicha primera superficie enfrentada, de manera que se aplique una mayor presión a una unión entre dicha primera zona y dicha segunda zona de dicha zona de sellado que la que se aplica a cualquiera de entre dicha primera zona o dicha segunda zona.
3. Elementos de sellado según la reivindicación 1 o máquina según la reivindicación 2, en los que dicho segundo nivel (810, 715) de dicha primera superficie enfrentada está elevado aproximadamente entre 0,0254 y 0,762 mm (entre 1 y 30 milipulgadas) con respecto a dicho primer nivel (820) de dicha primera superficie enfrentada.
4. Elementos de sellado según la reivindicación 1 o máquina de la reivindicación 2, en los que dicho segundo nivel (810, 715) de dicha primera superficie enfrentada está elevado aproximadamente entre 0,1016 y 0,508 mm (entre 4 y 20 milipulgadas) con respecto a dicho primer nivel (820) de dicha primera superficie enfrentada.
5. Elementos de sellado según la reivindicación 1 o máquina de la reivindicación 2, en los que una zona que contiene dicho segundo nivel (810) está formada de manera solidaria con una zona que contiene dicho primer nivel (820) de dicha primera superficie enfrentada.
6. Elementos de sellado según la reivindicación 1 o máquina de la reivindicación 2, en los que una zona que contiene dicho segundo nivel (810, 715) está formada como un inserto (610, 710) en una zona que contiene dicho primer nivel (820) de dicha primera superficie enfrentada.
7. Elementos de sellado según la reivindicación 1 o máquina de la reivindicación 2, en los que una zona que contiene dicho segundo nivel (810) está formada con el mismo material que una zona que contiene dicho primer nivel
(820) de dicha primera superficie enfrentada.
8. Elementos de sellado según la reivindicación 1 o máquina de la reivindicación 2, en los que una zona que contiene dicho segundo nivel (810, 715) comprende un material elástico.
9. Elementos de sellado o máquina de la reivindicación 8, en los que dicho material elástico comprende goma, goma sintética o un material similar.
10. Elementos de sellado según la reivindicación 1, que comprenden además un tercer nivel (805) de dicha primera superficie enfrentada, estando hundido dicho tercer nivel (805) de dicha primera superficie enfrentada con
11. Pareja de mordazas para termosellar un embalaje (650, 750) que presenta una cantidad x de capas de material de embalaje en una primera zona y una cantidad y de capas de material de embalaje en una segunda zona de una zona de sellado, siendo x e y diferentes, comprendiendo dicho conjunto de mordazas:
**(Ver fórmula)**
una primera mordaza con una primera superficie enfrentada al sellado que presenta una anchura w y una longitud l; y
una segunda mordaza con una segunda superficie enfrentada al sellado que presenta dicha anchura w y dicha longitud l;
caracterizada porque, en una sección transversal de dicha primera superficie enfrentada al sellado tomada a lo largo de dicha longitud l y perpendicular a dicha primera superficie enfrentada al sellado, dicha primera superficie enfrentada al sellado comprende una zona elevada (810, 715) correspondiente a una unión entre dichas primera y segunda zonas, de manera que, durante el sellado, se aplique una presión mayor a dicha unión mediante dicha zona elevada (810, 715).
12. Mordazas según la reivindicación 11, en las que dicha zona elevada (810, 715) de dicha primera superficie enfrentada está elevada aproximadamente entre 0,0254 y 0,762 mm (entre 1 y 30 mils) con respecto a un primer nivel
(820) de dicha primera superficie enfrentada.
13. Mordazas según la reivindicación 11, en las que dicha zona elevada (810, 715) de dicha primera superficie enfrentada está elevada aproximadamente entre 0,1016 y 0,508 mm (entre 4 y 20 milipulgadas) con respecto a un primer nivel (820) de dicha primera superficie enfrentada.
14. Mordazas según la reivindicación 11, en las que una zona que contiene dicha zona elevada (810) está formada de manera solidaria con una zona que contiene un primer nivel (820) de dicha primera superficie enfrentada.
15. Mordazas según la reivindicación 11, en las que una zona que contiene dicha zona elevada (810, 715) está formada como un inserto (710, 610) en una zona que contiene un primer nivel (820) de dicha primera superficie enfrentada.
16. Mordazas según la reivindicación 11, en las que una zona que contiene dicha zona elevada (810,) está formada a partir del mismo material que una zona que contiene un primer nivel (820) de dicha primera superficie enfrentada.
17. Mordazas según la reivindicación 11, en las que una zona que contiene dicha zona elevada (810, 715) comprende un material elástico.
18. Mordazas según la reivindicación 17, en las que dicho material elástico comprende una goma, una goma sintética o un material similar.
19. Procedimiento para formar una bolsa (650, 750) que contiene un producto, comprendiendo dicho procedimiento las etapas siguientes:
sellar dichos primer y segundo bordes de una hoja de material de embalaje entre sí por la longitud de dicha hoja;
juntar dichas primera y segunda mordazas (600) entre sí a lo largo de un conjunto de barras estacionarias, para realizar un primer sellado que sea sustancialmente perpendicular a dichos primer y segundo bordes, creando de este modo una bolsa abierta;
disponer un producto en dicha bolsa abierta; y
juntar dichas primera y segunda mordazas (600) entre sí a lo largo de un conjunto de barras estacionarias, para realizar un segundo sellado que sea sustancialmente paralelo a dicho primer sellado, para crear una bolsa sellada (650, 750) que contenga el producto;
caracterizado porque dichas etapas de juntar dichas primera y segunda mordazas (600) entre sí aplican una mayor presión a las zonas de dicho sellado en las que cambia la cantidad de capas de material con respecto a la que se aplica a otras zonas de dicho sellado.
20. Procedimiento según la reivindicación 19, que comprende asimismo la etapa de calentar dichas primera y segunda mordazas (600).
Patentes similares o relacionadas:
 Procedimiento y dispositivo para envasar productos de piezas pequeñas apilados, del 29 de Julio de 2020, de THEEGARTEN-PACTEC GMBH & CO. KG: Procedimiento para el envasado de productos (P) de piezas pequeñas, en particular productos de confitería, que se forman dando lugar a grupos de productos (G) […]
Procedimiento y dispositivo para envasar productos de piezas pequeñas apilados, del 29 de Julio de 2020, de THEEGARTEN-PACTEC GMBH & CO. KG: Procedimiento para el envasado de productos (P) de piezas pequeñas, en particular productos de confitería, que se forman dando lugar a grupos de productos (G) […]
Barra de soldadura para cajón de vacío y cajón de vacío, del 20 de Mayo de 2020, de MICHATEK, k.s: Barra de soldadura para un cajón de vacío para realizar el vacío de alimentos, con un soporte de base (comprende al menos un alambre de soldadura […]
Aparato para formar la cabeza de bolsas para alimentos, del 22 de Abril de 2020, de CYBORGLINE SA: Aparato para formar la cabeza de una bolsa para alimentos, que comprende un único bastidor que soporta una prensa con un par de elementos de tipo prensa […]
Estación de soldadura para la soldadura de bolsas de láminas y procedimiento asociado, del 22 de Abril de 2020, de Pouch Partners GmbH: Estación de soldadura en un dispositivo de llenado de bolsas de láminas para la soldadura de bolsas de láminas después de un proceso de llenado, […]
Procedimiento para el llenado de gas de un compartimento de un recipiente flexible, del 22 de Abril de 2020, de ECOLEAN AB: Procedimiento de manipulación de recipientes de tipo plegable en una máquina de llenado que comprende estaciones dispuestas consecutivamente (S1, S2, […]
Dispositivo, en particular para cerrar una zona de la cabeza de un recipiente de productos alimenticios fabricado de un material laminado que tiene una zona del borde la cual está biselada y parcialmente plegada sobre sí misma, del 15 de Enero de 2020, de SIG TECHNOLOGY AG: Un dispositivo que comprende un primer elemento de fijación , un elemento de fijación adicional y un material compuesto plano plegado ; en el […]
Método y máquina para formar una envoltura sellada alrededor de un artículo, del 8 de Enero de 2020, de AZIONARIA COSTRUZIONI MACCHINE AUTOMATICHE-A.C.M.A.-S.P.A.: Un método para formar una envoltura sellada alrededor de un artículo , comprendiendo el método las etapas de: plegar una lámina […]
Cabeza de obturación, y recipiente obturado utilizando dicha cabeza de obturación, del 8 de Enero de 2020, de SUNTORY HOLDINGS LIMITED: Una cabeza de obturación que incluye, en su extremo delantero, una parte extrema de presión para presionar un miembro de tapa […]