CIP-2021 : B23K 26/00 : Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
CIP-2021 › B › B23 › B23K › B23K 26/00[m] › Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 15/00 hasta B23K 28/00: Otros procedimientos de soldadura o de corte; Trabajo por rayos láser
Notas[n] de B23K 26/00: - Este grupo principal cubre :
- tratamiento con láser para la obtención de una capa debilitada, con o sin eliminación de material;
- procesado por láser de impacto;
- aparatos para tratamientos de superficies mediante láser;
- ablación laser.
- Este grupo principal no cubre :
- deposición asistida por láser, cubierta por la subclase C23C;
- sinterización láser, cubierta por el grupo B22F 3/105 para polvos metálicos, por el grupo B29C 67/04 para plásticos, por el grupo C03B 19/06 para vidrio o por el grupo C04B 35/64 para cerámicos;
- decapado químico asistido por láser, cubierto por el grupo C23F 1/00 .
B23K 26/02 · Colocación o vigilancia de las piezas, p. ej. con relación al punto de impacto; Alineación, apuntamiento o focalización del haz de rayos láser.
B23K 26/03 · · Vigilancia, p. ej. monitorización, de las piezas.
B23K 26/035 · · Alineación del haz de rayos láser (automáticamente B23K 26/042).
B23K 26/04 · · Alineación, apuntado o focalización automáticos del haz de rayos láser, p. ej. utilizando la luz difundida de vuelta.
B23K 26/042 · · · Alineado automático del haz de rayos láser.
B23K 26/044 · · · · Seguimiento de las uniones.
B23K 26/046 · · · Enfocado automático del haz de rayos láser.
B23K 26/06 · · Determinación de la configuración del haz de rayos, p. ej. con ayuda de máscaras o de focos múltiples.
B23K 26/062 · · · por control directo del haz de rayos láser.
B23K 26/0622 · · · · por impulsos de conformado.
B23K 26/064 · · · por medio de elementos ópticos, p. ej. lentes, espejos o prismas.
B23K 26/066 · · · · utilizando máscaras.
B23K 26/067 · · · Separando el haz de rayos en múltiples rayos, p.ej. focos múltiples.
B23K 26/073 · · · Determinación de la configuración para el punto del láser.
B23K 26/08 · Dispositivos que tiene un movimiento relativo entre el haz de rayos y la pieza.
B23K 26/082 · · Sistemas de escaneo, es decir, dispositivos que implican el movimiento del haz de rayos láser respecto al cabezal del láser.
B23K 26/10 · · con un soporte fijo.
B23K 26/12 · bajo ambientes o atmósfera especial, p. ej. en un recinto.
B23K 26/122 · · en un líquido, p.ej. bajo el agua.
B23K 26/14 · con una corriente de fluido asociada al haz de rayos, p. ej. un chorro de gas; Boquillas para tal fin (B23K 26/12 tiene prioridad).
B23K 26/142 · · para la eliminación de subproductos.
B23K 26/144 · · conteniendo partículas la corriente de fluido, p.ej. polvo.
B23K 26/146 · · conteniendo un líquido la corriente de fluido.
B23K 26/16 · Eliminación de subproductos, p. ej. de partículas o de vapores producidos durante la operación (con ayuda de una corriente de fluido B23K 26/142).
B23K 26/18 · utilizando capas absorbentes sobre el material a trabajar, p. ej. para marcado o protección.
B23K 26/20 · Unión (soldadura sin fusión por energía radiante B23K 1/005; unión de elementos plásticos preformados por calentamiento mediante láser B29C 65/16).
B23K 26/21 · · por soldadura.
B23K 26/211 · · · con interposición de un material especial para facilitar la conexión entre las partes.
B23K 26/22 · · · Soldadura por puntos.
B23K 26/24 · · · Soldadura por costuras.
B23K 26/242 · · · · Soldadura en angulo, es decir, implicando un cordon de sección sustancialmente triangular uniendo dos partes.
B23K 26/244 · · · · soldadura de traslape por costuras.
B23K 26/26 · · · · de costuras rectilíneas.
B23K 26/262 · · · · · para costuras longitudinales de tubos.
B23K 26/28 · · · · de costuras curvadas planas.
B23K 26/282 · · · · · de secciones de tubo.
B23K 26/30 · · · · de costuras tridimensionales.
B23K 26/302 · · · · · de costuras helicoidales.
B23K 26/32 · · tomando en consideración las propiedades del material involucrado.
B23K 26/322 · · · involucrando piezas de metal recubiertas (utilizando capas absorventes en la pieza B23K 26/18).
B23K 26/323 · · · involucrando piezas de materiales metálicos heterogéneos.
B23K 26/324 · · · involucrando piezas no metálicas.
B23K 26/34 · Soldadura láser con otros fines que no sean los de unión.
B23K 26/342 · · Soldadura de recarga.
B23K 26/346 · combinado con soldadura o corte cubierto por los grupos B23K 5/00 - B23K 25/00, p.ej. combinado con soldadura por resistencia.
B23K 26/348 · · combinado con soldadura al arco, p.ej. TIG [tungsten inert gas], MIG [metal inert gas] o soldadura de plasma (haz de rayos laser para iniciar el arco de soldadura o de corte B23K 9/067).
B23K 26/351 · para ajuste o puesta a punto de componentes eléctricos.
B23K 26/352 · para tratamiento superficialt.
B23K 26/354 · · por fusión.
B23K 26/356 · · por procesos de impulsos.
B23K 26/359 · · proporcionando una línea o un patrón de línea, p. ej. una línea punteada de iniciación.
B23K 26/36 · Retirada de material (B23K 26/55, B23K 26/57 tienen prioridad).
B23K 26/361 · · por desbarbado o refilado mecánico (B23K 26/351 tiene prioridad).
B23K 26/362 · · Grabado láser.
B23K 26/364 · · · para la realización de hendiduras o surcos, p. ej. para marcar una hendidura para inicio de rotura.
B23K 26/38 · · mediante escariado o corte.
B23K 26/382 · · · mediante escariado.
B23K 26/384 · · · · de orificios de forma especial.
B23K 26/386 · · · · de orificios ciegos.
B23K 26/388 · · · · Trepanado, es decir, horadado por movimiento del punto de impacto del haz alrededor de un eje.
B23K 26/40 · · tomando en consideración las propiedades del material involucrado.
B23K 26/402 · · · involucrando material no metálico, p.ej. aislantes.
B23K 26/50 · Trabajo por transmisión del haz de láser a través o dentro de la pieza.
B23K 26/53 · · para modificar o reformar el material interior de la pieza, p.ej. para la producción de fisuras de iniciación de rotura.
B23K 26/55 · · para crear rechupes en el interior de las piezas, p.ej. para la formación de canales o modelos de flujo.
B23K 26/57 · · entrando el haz de láser en una cara de la pieza desde la cual es transmitido a través del material de la misma para trabajar en una cara diferente, p.ej. para efectuar eliminación, unión por fusión, modificaciones o reformas.
B23K 26/60 · Tratamiento preliminar.
B23K 26/70 · Operaciones o equipo auxiliar.
CIP2021: Invenciones publicadas en esta sección.
DISPOSITIVO PARA LA FABRICACION AMORFA DE MATERIA CERAMICA O ALEACIONES DE METALES.
(01/12/1992). Solicitante/s: EUROPAISCHE ATOMGEMEINSCHAFT (EURATOM). Inventor/es: MAGILL, JOSEPH, WERNER, PAUL, HIERNAUT, JEAN-POL, VAN GEEL, JACOBUS.
EL INVENTO SE REFIERE A UN DISPOSITIVO PARA LA FABRICACION AMORFA DE MATERIAS CERAMICAS O ALEACIONES DE METAL, CON UN AUTOCLAVE DE ALTA PRESION EN EL QUE PRIMERAMENTE ES CALENTADO UNA MUESTRA BRUTA MEDIANTE RAYOS LASER A LA TEMPERATURA DE FUSION Y SEGUIDAMENTE REFRIGERADA RAPIDAMENTE. SEGUN EL INVENTO LA MUESTRA DE PRUEBA SE MANTIENE SIN SER TOCADA MEDIANTE UNA INSTALACION DE LEVITACION EN UNA POSICION DE PROCESO DENTRO DE UN AUTOCLAVE. SOBRE LA POSICION DE PROCESO ESTAN DIRIGIDOS RAYOS LASER QUE ENTRAN EN EL AUTOCLAVE A TRAVES DE VENTANA Y CALIENTAN LA MUESTRA. LA MUESTRA FUNDIDA CAE ENTONCES ENTRE DOS SELLOS QUE CHOCAN UNO ENCIMA DEL OTRO Y ESTOS LA APLASTAN E INMEDIATAMENTE SE ENFRIA.
CABEZA DE SOLDADURA DE LASER PARA SOLDADURA DE FORRO DE TUBO.
(16/11/1992) UNA CABEZA DE SOLDADURA DE LASER GIRA PARA SOLDAR UN CASQUILLO EN LA CARA INTERIOR DEL TUBO CON UN RAYO LASER Y USA LENTES DE ENFOQUE PARA ENFOCAR UN RAYO LASER TRANSMITIDO A TRAVES DE UN BASTIDOR QUE ES INTRODUCIDO DENTRO DEL CASQUILLO; UN ESPEJO DE SOLDADURA DIRIJE EL RAYO ENFOCADO FUERA DE LA CARCASA EN CONTACTO CON EL CASQUILLO, Y LA CONDUCE A UNA DISTANCIA DETERMINADA DESDE LA SUPERFICIE INTERIOR DEL CASQUILLO. UN GAS OBTURADOR ES SUMINISTRADO AL AREA DE SOLDADURA Y SE HACE PASAR SOBRE LA PERIFERIA DE LAS LENTES DE ENFOQUE PARA ENFRIAR LAS LENTES DE ENFOQUE Y EL ESPEJO DE SOLDADURA. UNA APERTURA DE VACIADO ESTA PROVISTA ENTRE LA SALIDA DE DESCARGA PARA PROTEGER EL MATERIAL FUNDIDO EN EL LUGAR…
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS DE MOLDE DE PIEZAS DE CHAPA DE VARIOS GROSORES.
(01/11/1992). Solicitante/s: THYSSEN STAHL AKTIENGESELLSCHAFT. Inventor/es: FRINGS ADAM DIPL.ING., PRANGE WILFRIED DIPL. ING.
EL INVENTO SE TRATA DE UN PROCEDIMIENTO PARA LA FABRICACION DE UN CUERPO DE MOLDE DE PIEZAS DE CHAPA DE DIFERENTES GROSORES . EN ESTE PROCEDIMIENTO SE SUELDAN LAS PIEZAS LLANAS DE CHAPA A TRAVES DE SOLDEO DE RAYOS LASER, A SU CANTO CORTADO. A CONTINUACION SE TRANSFORMA LA UNIDAD, SOLDADA DE VARIAS PIEZAS DE CHAPA DE VARIOS GROSORES, A UN CUERPO DE MOLDE A TRAVES DE PRESION O EMBUTICION PROFUNDA. POR LA ESCASA INFLUENCIA DE MATERIAL DE LA PIEZA DE CHAPA EN EL SOLDEO DE RAYOS LASER Y EN LA DILATACION ESCASA DE LA COSTURA SOLDADA CON RAYOS LASER, NO SE AFECTA NI LA FORMACION A TRAVES DE LA COSTURA , NI SE PIERDE EN EL SOLDEO DE RAYOS LASER UNA PROTECCION ANTICORROSIVA EVENTUAL, PREVISTA, POR EJEMPLO: DE ZINC.
METODO DE PREVENCION DE ACCIDENTES Y APARATO PARA MONITORIZAR LA AMISION DE RAYOS LASER EN UN PUESTO DE TRABAJO.
(01/09/1992). Solicitante/s: FIAT AUTO S.P.A.. Inventor/es: PAIRETTI, BARTOLOMEO.
EL METODO CONSISTE ESENCIALMENTE EN DELIMITAR LA PERIFERIA DE UN PUESTO DE TRABAJO EN EL QUE OPERA UN EMISOR LASER CON AL MENOS UNA PARED PREFERENTEMENTE HECHA DE UNA RESINA SISTETICA PLASTICA Y TRANSPARENTE; DETECTAR LA ILUMINACION INTERIOR A LA PARED; COMPARAR LA INTENSIDAD DE DICHA ILUMINACION CON EL VALOR LIMITE PREDETERMINADO (VMAX); Y SUPRIMIR EL APORTE DE ENERGIA AL EMISOR LASER CUANDO EL VALOR DE LA INTENSIDAD DE LA ILUMINACION DETECTADA EXCEDA DICHO VALOR LIMITE (VMAX).
PROCEDIMIENTO Y DISPOSITIVO PARA LA ELABORACION DE MATERIAL CON ASISTENCIA DE UN LASER.
(16/08/1992). Solicitante/s: TELEMIT ELECTRONIC GMBH. Inventor/es: MEYER, WILHELM, DIPL.-ING., ENGELHARDT, RALF, DIPL.-PHYS.
CON UN PROCEDIMIENTO Y SU DISPOSITIVO PARA LA ELABORACION DE MATERIAL CON ASISTENCIA DE UN LASER, SE DIRIGE LA LUZ DEL LASER SOBRE UNA OPTICA DE LASERAL MATERIAL Y LA LUZ EMITIDA, ILUMINADA O REFLECTADA SE GUIAN SOBRE LA OPTICA DE LASER A UNA COLOCACION DETECTORA DE LA CUAL ESTA POSTCONECTADO A UNA CONEXION DE ANALIZACION PARA LA MANIPULACION DEL LASER. EL CURSO TEMPORAL EN FUNCION DE LA LUZ INCIDIENDO A LA COLOCACION DETECTORA SE ANALIZA Y UTILIZA PARA LA MANIOBRA DEL LASER Y/O DE UN INTERRUPTOR OPTICO, DISPUESTOS EN LA MARCHA DE LOS RAYOS DE SALIDA DEL LASER.
DISPOSITIVO PARA UNION CONTINUA POR SOLDADURA DE CINTAS Y/O CHAPAS.
(01/07/1992). Solicitante/s: THYSSEN STAHL AKTIENGESELLSCHAFT. Inventor/es: STURM, JOSEPH, PRANGE WILFRIED DIPL. ING.
EL INVENTO SE TRATA DE UN DISPOSITIVO PARA LA UNION OBTUSA POR SOLDADURA CONTINUA DE CINTAS Y DE CHAPAS MEDIANTE RAYOS LASER. LAS CHAPAS O SEA CINTAS SE LLEVAN EN CONJUNTO SOBRE LA JUNTURA Y SE SOSTIENEN POR RODILLOS TENSORES SOBRE AMBOS LADOS POR DERECHA E IZQUIERDA DE LA GRIETA DE SOLDADURA EN UN PLANO. AL MENOS SOBRE UN LADO DE CINTA CONSTA EL RODILLO TENSOR DE UN EJE HUECO Y DE ENVUELTAS DE RODILLOS ALOJADOS SOBRE TAL GIRATORIAMENTE. TANTO EN EL EJE HUECO COMO EN LAS ENVUELTAS DE RODILLO HAY UNA ABERTURA DE PASO PARA UNA CABEZA DE SOLDADURA DISPUESTA EN EL INTERIOR DEL EJE HUECO DE UNA INSTALACION DE SOLDADURA POR RAYOS LASER. LA CABEZA DE SOLDADURA ESTA AJUSTADA DE TAL MANERA, QUE EL RAYO LASER ENFOCADO ALCANZAN A TRAVES DE LAS ABERTURAS DE PASO EN EL EJE HUECO Y LAS CUBIERTAS DE RODILLOS SOBRE LA GRIETA DE SOLDADURA EN CAMPO EMPOTRADO DE LAS CINTAS O SEA DE LAS CHAPAS.
PROCEDIMIENTO DE SOLDADURA POR LASER E INSTALACION PARA LA APLICACION DE DICHO PROCEDIMIENTO.
(01/06/1991). Solicitante/s: CMB PACKAGING S.A.. Inventor/es: RIVIERE, MAURICE, DAUTEUIL, DANIEL.
SOLDADURA POR LASER, ESPECIALMENTE PARA LA CONFECCION DE VIROLAS METALICAS PARA LA FABRICACION DE CAJAS. SEGUN EL INVENTO, LA VIROLA ES OBTENIDA POR EXTRACCION DE UNA PLACA RECTANGULAR QUE CONSTA DE DOS BORDES UNIDOS PROVISTOS DE CHAFLANES QUE DEFINEN UN SURCO , ESTANDO DIRIGIDO EL HAZ DEL LASER HACIA DICHO SURCO MIENTRAS QUE UNOS ELEMENTOS DE SOLICITACION ESTAN DISPUESTOS A AMBOS LADOS DE LA VIROLA EN FORMACION PARA ENCERRARLA CON UNA FUERZA PREDETERMINADA Y PROVOCAR ASI UN APRETAMIENTO DE LA VIROLA DURANTE LA SOLDADURA, DANDO LUGAR A LA DESAPARICION DEL SURCO Y A LA REALIZACION DE UNA SOLDADURA EN PROFUNDIDAD.
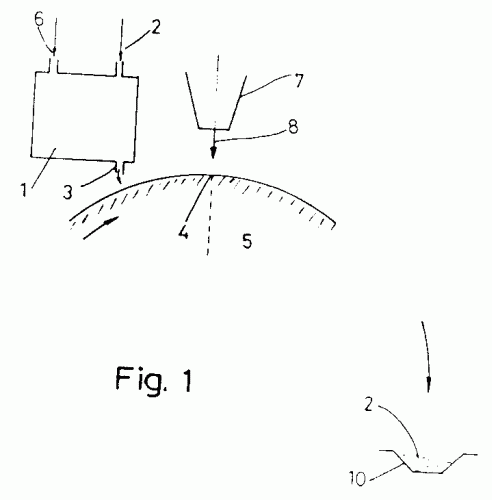
METODO DE SOLDAR DOS PIEZAS DE DIFERENTE METAL PARTICULARMENTE PIEZAS DE MEDIO O ALTO CONTENIDO EN CARBONO DE ACERO CON UN HAZ LASER.
(01/03/1991). Solicitante/s: FIAT AUTO S.P.A.. Inventor/es: LA ROCCA, ALDO VITTORIO, CAPRA, GUGLIELMO, CANTELLO, MAICHI.
EL METODO PERMITE LA SOLDADURA DE DOS PIEZAS METALICAS LAS CUALES SON DIFICILES DE SOLDAR, PARTICULARMENTE PIEZAS DE FUNDICION DE CONTENIDO EN CARBONO MEDIO O ALTO, CON EL USO DE UN HAZ LASER (L). COMPRENDE LOS PASOS DE: COLOCAR LAS SUPERFICIES DE LAS PIEZAS A SER SOLDADAS EN CONTACTO MUTUO; Y DIRIGIR DOS HACES DE LASER (L) A PUNTOS HOMOLOGOS DE LADOS OPUESTOS DE LA ZONA (S) DE CONTACTO DE LAS SUPERFICIES DE LAS DOS PIEZAS , TENIENDO LOS HACES (L) UNA POTENCIA TAL QUE ASEGURE UN SOLDEO DELGADO Y DE PENETRACION PROFUNDA (6,7;M), TENIENDO UNA SECCION SUSTANCIALMENTE CONSTANTE Y FORMANDO REBABA EN LA SOLIDIFICACION (6A,7A) CON CONTORNO CONVEXO.
PROCEDIMIENTO PRA FABRICACION DE CONDUCCION DETERMINADA DE MEDIOS LIQUIDOS O GASEOSOS.
(01/03/1991). Solicitante/s: BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT. Inventor/es: KAINDL, WOLFGANG, KOCH, HELMUT.
PARA UN PROCEDIMIENTO PARA FABRICACION DE UNA CONDUCCIOM DETERMINADA DE MEDIOS LIQUIDOS O GASEOSOS, ESPECIALMENTE UNA CONDUCCION DISTRIBUIDORA DE ACEITE DE ENGRASAR PARA ENGRASE DE LEVAS DE UN EJE DE DIRECCION COLOCADO EN LA PARTE SUPERIOR DE UNA MAQUINA DE COMBUSTION CON UNA ABERTURA DE SALIDA COLOCADA EN UNA PARED DE LA CONDUCCION SE PROPONE QUE LAS SUPERFICIES DE CHOQUE DE UNA CONDUCCION DISTRIBUIDORA FORMADA EN LA PARTE SUPERIOR Y EN LA PARTE INFERIOR SE TENSE UNA CONTRA OTRA SIN FISURAS Y SE SUELDEN MEDIANTE RAYO LASER O ELECTRONES. ADEMAS SE FABRICAN ABERTURAS DE SALIDA QUE SIRVEN COMO ABERTURAS DE INYECCION DEL ACEITE DE ENGRASAR EN LA PARTE INFERIOR MEDIANTE UN RAYO LASER.
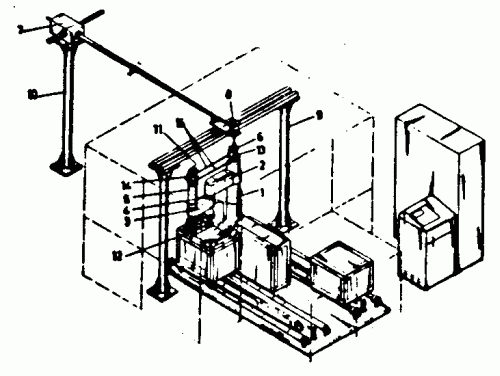
ROBOT INDUSTRIAL PARA CORTE Y SOLDADURA POR LASER.
(16/02/1991). Ver ilustración. Solicitante/s: FAGOR, S.COOP. LTDA.,. Inventor/es: ZABILDE ELUSTONDO, PEDRO.
ROBOT INDUSTRIAL PARA CORTE Y SOLDADURA POR LASER. EL ROBOT INCORPORA UNA SERIE DE MODIFICACIONES O PERFECCIONAMIENTOS QUE TRANSFORMAN A UN ROBOT CONVENCIONAL, TIPICAMENTE DE MONTAJE, EN UN ROBOT APTO PARA REALIZAR PROCESOS DE CORTE Y SOLDADURA. CONCRETAMENTE, SOBRE EL EJE O COLUMNA PRINCIPAL DEL ROBOT Y SOBRE EL EJE DEL MISMO, SE MONTA CON LIBERTAD DE GIRO SENDOS ESPEJOS DOBLADORES (6 Y 11), CONCRETAMENTE A TRAVES DE SOPORTES (13 Y 14), INTERRELACIONADOS MEDIANTE GUIAS QUE PERMITEN VARIAR SU DISTANCIAMIENTO SIN PERDIDA DE LA SITUACION DE ENFRENTAMIENTO ENTRE ELLOS. EL ESPEJO DOBLADOR RECIBE EL HAZ DE LASER DESDE UN GENERADOR A TRAVES DE UN TERCER ESPEJO DOBLADOR , ESTE FIJO, MIENTRAS QUE EL ULTIMO ESPEJO DOBLADOR DIRIGE FINALMENTE EL HAZ HACIA EL CABEZAL DE FOCALIZACION , DONDE ESTE ES CONCENTRADO PARA LA OPORTUNA OPERACION DE SOLDADURA O CORTE.
MEJORAS EN EL OBJETO DE LA PATENTE PRINCIPAL N{ 8900753 POR: PROCEDIMIENTO PARA LA OBTENCION DE UNA RUGOSIDAD EN LA SUPERFICIE DE CILINDROS DE LAMINACION.
(16/01/1991). Ver ilustración. Solicitante/s: CENTRO LASER DE NAVARRA EMPRESA NACIONAL SIDERURGICA, S.A. Inventor/es: SANZ JUSTES, PEDRO, JASNOWSKI, KAZIE, FERNANDEZ MARTINEZ, BENJAMIN, COSIO IBAÑEZ, JUAN JOSE.
MEJORAS EN EL OBJETO DE LA PATENTE PRINCIPAL N.G 8900753 POR PROCEDIMIENTO PARA LA OBTENCION DE UNA RUGOSIDAD EN LA SUPERFICIE DE CILINDROS DE LAMINACION, EN EL QUE SE UTILIZA UN LASER PULSADO DISPONIENDOSE UN DOSIFICADOR DE POLVO DE ALEACION CON UNA ENTRADA PARA EL POLVO Y OTRA ENTRADA PARA GAS A PRESION Y UNA BOCA DE SALIDA QUE SESITUA EN UNA ZONA ANTERIOR A LA COTA MAXIMA DEL CILINDRO DE LAMINACION EN EL SENTIDO DE GIRO Y EL CABEZAL DE RAYOS LASER EN LAS PROXIMIDADES DE DICHA COTA MAXIMA, DE MODO DE LA ACCION DEL LASER SOBRE LAS ZONAS DE POLVO DE ALEACION EN LAS QUE INCIDE ORIGINE MICROGOTAS METALICAS.
MEJORAS EN EL OBJETO DE LA PATENTE PRINCIPAL 8900753 POR PROCEDIMIENTO PARA LA OBTENCION DE UNA RUGOSIDAD EN LA SUPERFICIE DE CILINDROS DE LAMINACION.
(16/01/1991). Ver ilustración. Solicitante/s: CENTRO LASER DE NAVARRA. Inventor/es: SANZ JUSTES, PEDRO, JASNOWSKI, KAZIE.
MEJORAS EN EL OBJETO DE LA PATENTE PRINCIPAL N.G 8900753 POR PROCEDIMIENTO PARA LA OBTENCION DE UNA RUGOSIDAD EN LA SUPERFICIE DE CILINDROS DE LAMINACION, QUE CONSISTEN EN UNOS MEDIOS DE CONTROL QUE CONSTAN DE: UN SENSOR DE LOS MICROCRATERES-MICROGOTAS PREVIAMENTE EFECTUADAS EN LA SUPERFICIE DEL RODILLO DE LAMINACION, CUYA SEÑAL DE SALIDA SE ENVIA A UN SINCRONIZADOR DE FRECUENCIAS, QUE RECIBE TAMBIEN LA SEÑAL DE FRECUENCIA DE UN GENERADOR DE LA FRECUENCIA DEL PROCEDIMIENTO, DISPONIENDO DE MEDIOS PARA DESFASAR Y VARIAR ALEATORIAMENTE DICHA SEÑAL ANTES DE ENVIARLA AL GENERADOR DE LASER DEL PROCEDIMIENTO.
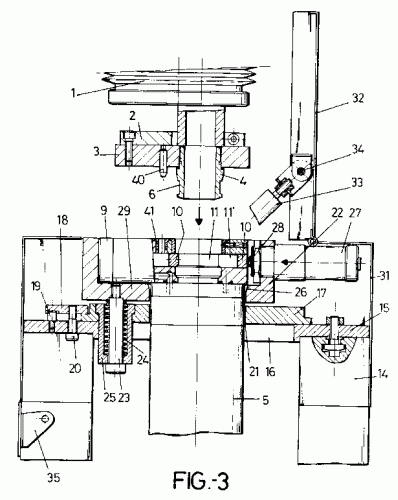
CABEZAL PERFECCIONADO PARA MAQUINA DE LASER QUE ORIGINA PROTUBERANCIAS EN LA SUPERFICIE DE UN CILINDRO DE LAMINACION.
(16/12/1990). Solicitante/s: CENTRO LASER DE NAVARRA. Inventor/es: SANZ JUSTES, PEDRO.
CABEZAL PERFECCIONADO PARA MAQUINA DE LASER QUE ORIGINA PROTUBERANCIAS EN LA SUPERFICIE DE UN CILINDRO DE LAMINACION, DE LAS QUE UTILIZAN UN LASER PULSADO, LENTE DE FOCALIZACION DEL LASER Y UN GAS DE REFRIGERACION, SALIENDO EL LASER FOCALIZADO Y EL GAS DE REFRIGERACION POR UN ORIFICIO DE LA BOCA DEL CABEZAL, CARACTERIZADO PORQUE DISPONE DE MEDIOS OPTICOS, TALES COMO LENTES Y/O ESPEJOS, PARA QUE EL LASER FOCALIZADO INCIDA EN UNA ZONA DE INCIDENCIA, SOBRE LA SUPERFICIE DEL CILINDRO Y MEDIOS PARA QUE EL GAS DE REFRIGERACION ORIGINE A SU SALIDA DEL ORIFICIO DE LA BOCA DEL CABEZAL UNA ZONA DE BAJAS PRESIONES, ESTANDO DESFASADAS LA ZONA DE INCIDENCIA Y LA ZONA DE BAJAS PRESIONES.
SISTEMA DE CAMBIO DE CABEZALES DE FOCALIZACION DE ROBOTS DE CORTE Y SOLDADURA POR LASER.
(01/10/1990). Ver ilustración. Solicitante/s: FAGOR, S.COOP. LTDA.,. Inventor/es: ZALBIDE ELUSTONDO,PEDRO.
SISTEMA DE CAMBIO DE CABEZALES DE FOCALIZACION EN ROBOTS DE CORTE Y SOLDADURA POR LASER. ESTE SISTEMA SE FUNDAMENTA EN ASOCIAR EN EL EXTREMO OPERATIVO DEL ROBOT UN BULON HUECO , PROVISTO DE UNA GARGANTA PERIMETRAL EXTERNA , A TRAVES DE LA QUE ES SUSCEPTIBLE DE ACOPLARSE O DESACOPLARSE A UNA PLACA-GUIA SOLIDARIZADA A SU VEZ AL CABEZAL DE FOCALIZACION O CABEZAL OPTICO , CONCRETAMENTE MEDIANTE UNA CUÑA DE FIJACION PROVISTA DE UNA AMPLIA VENTANA EN SU SENO, CON DOS SECTORES (11 Y 11') DE DISTINTO DIAMETRO, UNO QUE PERMITE EL PASO DEL BULON Y OTRO QUE SE ACOPLA A LA GARGANTA DE ESTE ULTIMO. A LA SITUACION DE ACOPLAMIENTO SE TIENDE PERMANENTEMENTE POR EFECTO DE UN JUEGO DE RESORTES LATERALES , MIENTRAS QUE EL DESACOPLAMIENTO SE PRODUCE EXCLUSIVAMENTE EN UN ALMACEN DE CABEZALES , ANEXO AL ROBOT PROPIAMENTE DICHO, PROVITO DE UN ALOJAMIENTO PARA CADA CABEZAL Y EN DICHO ALOJAMIENTO DE UN CILINDRO QUE ACTRUA LATERALMENTE CONTRA LA CUÑA EN CONTRA DE LOS RESORTES.
PROCEDIMIENTO PARA LA OBTENCION DE UNA RUGOSIDAD EN LA SUPERFICIE DE CILINDROS DE LAMINACION.
(01/09/1990). Ver ilustración. Solicitante/s: CENTRO LASER DE NAVARRA EMPRESA NACIONAL ISDERURGICA, S.A. Inventor/es: SANZ JUSTES, PEDRO, JASNOWSKI, KAZIE.
PROCEDIMIENTO PARA LA OBTENCION DE UNA RUGOSIDAD EN LA SUPERFICIE DE CILINDROS DE LAMINACION. COMPRENDE LA GENERACION DE UN HAZ LASER PULSADO POR CONTROL ELECTRONICO DE LA EXCITACION EN EL MEDIO LASER; POR MODULACION OPTICA; O SITUANDO EN SERIE UN LASER DE BAJA POTENCIA, OSCILADOR, CON OTRO DE MAYOR POTENCIA, AMPLIFICADOR. LAS IRREGULARIDADES SUPERFICIALES ORIGEN DE LA RUGOSIDAD PUEDEN ESTAR CONSTITUIDAS POR MICROCRATERES O MICROGOTAS SEGUN SEA LA MODALIDAD ELEGIDA. UN TORNO O SIMILAR PROPORCIONA EL MOVIMIENTO DE ROTACION DEL CILINDRO Y DE TRASLACION DEL HAZ FOCALIZADO . CADA PULSO ES ORIGEN DE UNA IRREGULARIDAD. LA OPERACION ES CONTROLADA CON UN SENSOR LO QUE PERMITE OBTENER DISTINTAS DISTRIBUCIONES DE IRREGULARIDADES SUPERFICIALES. EL CONTROL SE HACE TOMANDO COMO REFERENCIA LA POSICION DE UNA IRREGULARIDAD O LA POSICION MEDIA DE VARIAS IRREGULARIDADES PROXIMAS DE LA VUELTA ANTERIOR.
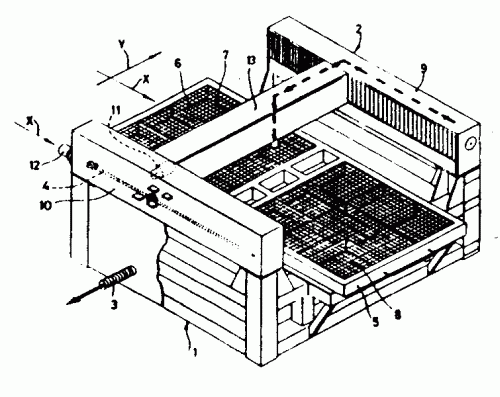
MESA-PUENTE DE BANCADA FIJA PARA CORTE DE MATERIALES.
(16/04/1990). Ver ilustración. Solicitante/s: ROLIP, S.A. Inventor/es: RUBIO RAMOS, SALVADOR.
MESA PUENTE DE BANCADA FIJADA PARA CORTE DE MATERIALES. COMPRENDE UN BASTIDOR FIJO DE GRAN RIGIDEZ, CON DOS LARGUEROS PARALELOS Y COPLANARIOS A LA MISMA ALTURA, UNO DE LOS CUALES DEFINE EL EJE OPTICO PARA EL DISPOSITIVO DE RAYO LASER SITUADO SOBRE UN TRAVESAÑO DE SOPORTE MOVIL ENTRE AQUELLOS, ACCIONADO SEGUN EL EJE X POR DISPOSITIVO MOTOR-HUSILLO-RODAMIENTOS LINEALES, MIENTRAS QUE EL DESPLAZAMIENTO TRANSVERSAL DEL CABEZAL LASER SOBRE EL TRAVESAÑO SEGUN EL EJE Y SE EFECTUA MEDIANTE OTRO DISPOSITIVO MOTOR-HUSILLO TRANSVERSAL. EL SOPORTE DE LAS PIEZAS A CORTAR CONSISTE EN UN MARCO MOVIL DE DOS POSICIONES, UNA DE TRABAJO Y OTRA DE CARGA-PREPARACION-DESCARGA DE LAS PIEZAS. APLICABLE AL CORTE DE MATERIALES MEDIANTE RAYOS LASER.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION CONTINUA DE CUERPOS CON FORMA DE TUBO MEDIANTE SOLDADURA CON COSTURA LONGITUDINAL POR LASER.
(01/01/1990). Solicitante/s: HOESCH AKTIENGESELLSCHAFT. Inventor/es: WAHL,HANS-JURGEN, KREBS, ROLF, DIPL.-ING., GERBER, MANFRED, DIPL.-ING., WELSING, OTTO, DIPL.-ING., RETZLAFF, FRIEDHELM, FRIEDHELM, GUNTHER, DIPL.-ING., GROSS, HEINZ, DIPL.-ING.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION CONTINUA DE CUERPOS CON FORMA DE TUBO, EN LOS CUALES UNA CINTA DE ACERO REVESTIDA O SIN REVESTIR SE FORMA COMO UN TUBO CON RENDIJA Y LOS CANTOS DE CINTA QUE QUEDAN EN FRENTE SON SOLDADOS CON COSTURA LONGITUDINAL A GRAN VELOCIDAD MEDIANTE UN RAYO LASER DE GRAN DENSIDAD ENERGETICA, CON GAS PROTECTOR Y CON O SIN ALIMENTACION DE MATERIAL PROTECTOR. CON UNA PREPARACION DE AJUSTE DESPUES DE LA ZONA DE DERRETIMIENTO SE UNEN LOS CANTOS CON UNA SOLDADURA POR DERRETIMIENTO CON REFRIGERACION POSTERIOR Y RECALCADO, QUE PREPARA UNA GEOGRAFIA DE COSTURAS APROPIADA PARA CUALQUIER TRABAJO POSTERIOR.
ROBOT INDUSTRIAL PARA SOLDAR Y CORTAR CON UN RAYO LASER.
(16/08/1989). Solicitante/s: COMAU S.P.A.. Inventor/es: CAPELLO, GIUSEPPE, MARINONI, GIORGIO.
ROBOT INDUSTRIAL CON CINCO GRADOS DE LIBERTAD QUE CONSTA DE VARIOS ESPEJOS Y CONDUCTOS INTERNOS PARA GUIAR UN RAYO LASER UTILIZADO PARA SOLDAR Y CORTAR PIEZAS METALICAS. EL SISTEMA DE GUIA DEL LASER ESTA CONCEBIDO PARA INSTALARSE, CON EL MINIMO DE ADAPTACION, EN ROBOTS INDUSTRIALES UTILIZADOS, POR EJEMPLO, PARA SOLDADURA POR RESISTENCIA.
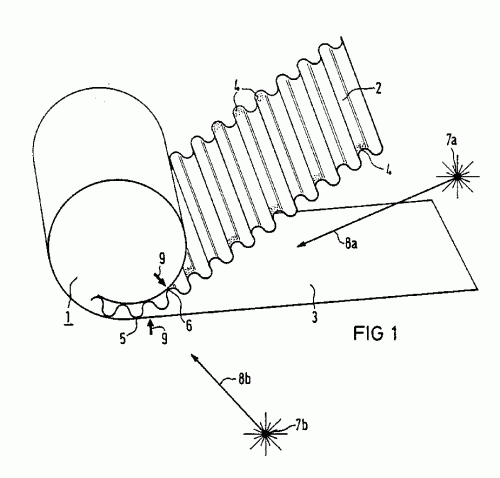
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE CUERPOS METALICOS PORTADORES DE CATALIZADOR.
(01/10/1988). Ver ilustración. Solicitante/s: INTERATOM GMBH.. Inventor/es: WIERES, LUDWIG, MAUS, WOLFGANG, CYRON, THEODOR, KOTTMANN, ROLF.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE CUERPOS METALICOS PORTADORES DE CATALIZADOR. SE FABRICAN UNIONES SOLDADAS EN CUERPOS METALICOS PORTADORES DE CATALIZADOR, EN FORMA DE NIDO DE ABEJA, POR MEDIO DE RAYO LASER, CALENTANDO LAS ZONAS A SOLDAR A TEMPERATURA DE SOLDADURA, SIN QUE SE SUPERE EL PUNT DE FUSION DE LOS MATERIALES A SOLDAR. TAMBIEN SE PUEDEN SOLDAR METALES OXIDABLES A ALTA TEMPERATURA EVENTUALMENTE SIN GAS DE PROTECCION O VACIO. LOS RAYOS LASER (8A, 8B) PUEDEN INCIDIR POE EJEMPLO, DESDE LAS CARAS FRONTALES EN DETERMINADOS ANGULOS SOBRE EL CUERPO PORTADOR DE CATALIZADOR Y CALENTAR LAS ZONAS A SOLDAR. EL CUERPO PORTADOR DE CATALIZADOR PUEDE SOLDARSE PROVISIONALMENTE, POR CONSIGUIENTE, CUANDO SE ARROLLA O MAS TARDE Y A CONTINUACION SOLDARSE CON ESTAÑO.
PROCEDIMIENTO CON SU DISPOSITIVO CORRESPONDIENTE PARA FABRICAR UNA MATRIZ DE SEDA.
(01/04/1988). Ver ilustración. Solicitante/s: SCHABLONENTECHNIK KUFSTEIN GESELLSCHAFT M.B.H. Inventor/es: RUCKL, SIEGFREIED.
PROCEDIMIENTO CON SU DISPOSITIVO CORRESPONDIENTE PARA FABRICAR UNA MATRIZ DE SEDA. PARA FABRICAR UNA MATRIZ DE TAMIZ DE SEDA SE AGUJEREA REGULARMENTE UN FOLIO Y LUEGO SE RECUBRE, DE MANERA QUE LOS AGUJEROS DE LA MATRIZ VUELVAN A QUEDAR LIBRES. EL MATERIAL DE RECUBRIMIENTO DE LAS ABERTURAS SE VUELVEN A ELIMINAR DE ACUERDO A LA MUESTRA DESEADA Y PARA ELLO, EL FOLIO SE TENSA Y SE APLICA EL RAYO LASER EN LOS LUGARES, ADECUADOS SEGUN LA MUESTRA, CON LO CUAL QUEDAN LIBRES LOS AGUJEROS DEL FOLIO EN DICHOS LUGARES.
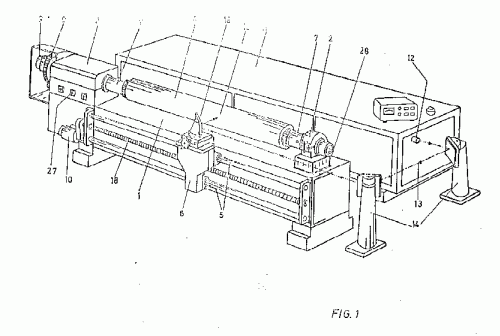
DISPOSITIVO DE GUIA DE PASO PARA BASTIDORES REDONDEADOS POR UNA MAQUINA SOLDADORA DE COSTURAS.
(16/10/1986). Solicitante/s: ELPATRONIC AG.
DISPOSITIVO DE GUIA DE PASO PARA BASTIDORES REDONDEADOS, ACOPLADO A UNA MAQUINA QUE SUELDA LOS BORDES LONGITUDINALES DE DICHOS BASTIDORES. CONSTA DE UN ALOJAMIENTO EN LO ESENCIAL CILINDRICO Y HUECO CON UN EJE GEOMETRICO LONGITUDINAL ; DE MULTIPLES CORONAS DE RODILLOS A ESCASAS DISTANCIAS AXIALES ENTRE SI, TENIENDO CADA CORONA DE RODILLOS UN PAR DE RODILLOS SUPERIORES Y UN PAR DE RODILLOS INFERIORES ESTANDO TODOS ELLOS ESTRUCTURADOS A MODO DE DIABOLO; DE UN CARRIL QUE TIENE DOS RANURAS PARALELAS AL EJE GEOMETTRICO LONGITUDINAL , DIRIGIDAS DIVERGENTEMENTE UNA DE OTR,A LAS CUALES TIENEN SENDOS FONDOS DE RANURA SITUADOS EN UN PLANO AXIAL.
PROCEDIMIENTO CON SU DISPOSITIVO CORRESPONDIENTE,PARA LA SOLDADURA DE CHAPAS DELGADAS.
(16/07/1986). Solicitante/s: FIAT AUTO S.P.A..
PROCEDIMIENTO Y DISPOSITIVO PARA SOLDAR CHAPAS DELGADAS. CONSISTE EN CALDEAR Y FUNDIR LAS CHAPAS (A, B) EN LA ZONA DE SOLDADURA A LO LARGO DE UNA LINEA CERRADA CIRCULAR, PARA OBTENER SECCIONES ANULARES EN CADA PUNTO DE SOLDADURA. CONSTA DE: UNA FUENTE DE LASER ; UN PRIMER ESPEJO QUE SE COLOCA EN EL TRAYECTO DEL HAZ DE LASER PROCEDENTE DE LA FUENTE DE LASER Y DESVIA AL HAZ HACIA EL SEGUNDO ESPEJO ; UN SEGUNDO ESPEJO SE COLOCA PARA REFLEJAR EL HAZ DE LASER (2A) HACIA LAS CHAPAS (A, B) A SOLDAR Y UNA LENTE CONVEXA QUE SE COLOCA ENTRE EL SEGUNDO ESPEJO Y LAS CHAPAS (A, B).
PROCEDIMIENTO E INSTALACION DE SOLDADURA DE PUNTOS, POR RAYO LASER.
(16/10/1985). Solicitante/s: SCIAKY, S.A.
INSTALACION PARA LA SOLDADURA DE PUNTOS, POR RAYO LASER.EL RAYO LASER , EXPEDIDO DEL GENERADOR , SE PONE EN DESPLAZAMIENTO Y SE DIRIGE DICHO RAYO LASER MOVIL , SOBRE UN MEDIO DE FOCALIZACION ESTATICA , REALIZADO DE FORMA TAL QUE, TENIENDO EN CUENTA EL DESPLAZAMIENTO DEL RAYO, EL PUNTO DE FOCALIZACION SE DESPLAZA SOBRE LAS PIEZAS A SOLDAR.SE APLICA AL SOLDADO DE PIEZAS SUPERPUESTAS.
PROCEDIMIENTO E INSTALACION DE SOLDADURA DE PUNTOS POR RAYO LASER.
(01/07/1985). Solicitante/s: SOCIAKY, S.A.
PROCEDIMIENTO DE SOLDADURA DE PUNTOS, POR RAYO LASER.CARACTERIZADO PORQUE SE EFECTUA EL DESPLAZAMIENTO DEL MEDIO DE FOCALIZACION , DE FORMA QUE EL PUNTO DE FOCALIZACION , DEL RAYO, SOBRE LAS PIEZAS , DESCRIBE, AL MENOS, UNA TRAYECTORIA QUE SE VUELVE A CERRAR SOBRE ELLA MISMA, Y EN LA CUAL, LA SUPERFICIE COMPLETA DE FUSION OBTENIDA, CORRESPONDE AL PUNTO DE SOLDADURA DESEADO.
APARATO PARA MECANIZAR CON RAYOS LASER UNA PIEZA TRABAJADA.
(16/11/1984). Solicitante/s: WESTINGHOUSE ELECTRIC CORPORATION.
APARATO PARA MECANIZAR CON RAYOS LASER UNA PIEZA TRABAJADA.COMPRENDE: UN LASER QUE TIENE UNA POTENCIA DE SALIDA CONTROLABLE; UN DISPOSITIVO OPTICO PARA DIRIGIR UN HAZ DE RAYOS LASER SOBRE LA PIEZA TRABAJADA; UN DISPOSITIVO DE MEDICION DE LA POTENCIA DEL LASER PARA MEDIR LA POTENCIA DEL HAZ Y UN CIRCUITO DE CONTROL CONECTADO AL DISPOSITIVO DE MEDICION Y AL LASER E INCLUYE UN CIRCUITO DE CALIBRACION QUE RESPONDE A LA POTENCIA MEDIDA DEL HAZ DE RAYOS LASER DIRIGIDO, PARA PROPORCIONAR UNA SEN/AL DE CONTROL, PARA LA PRIMERA MODALIDAD DE MECANIZACION QUE CONSISTE EN SOLDADURA POR PUNTOS DE LA PIEZA TRABAJADA Y PARA LA SEGUNDA MODALIDAD DE MECANIZACION QUE CONSISTE EN SOLDADURA POR COSTURA A LA PIEZA EN FUNCION DE LA POTENCIA MEDIDA Y DE UNOS PARAMETROS DE LASER COMO PARAMETROS INDICATIVOS DEL NIVEL DE POTENCIA DEL LASER, DE LA ANCHURA Y DE LA FRECUENCIA DE LOS IMPULSOS CONTROLADOS DE RAYOS LASER.
APARATO DE MAQUINADO CON LASER.
(16/11/1984). Solicitante/s: WESTINGHOUSE ELECTRIC CORPORATION.
APARATO DE MAQUINADO CON LASER.CONSTA DE UNA BANCADA RIGIDA QUE DEFINE UNA SUPERFICIE DE REFERENCIA PLANA, SOBRE LA QUE SE COLOCA UNA O MAS CAMARAS DE MAQUINADO, PARA RECIBIR Y CREAR ALREDEDOR DE LA PIEZA UN MEDIO AMBIENTE QUE NO SEA REACTIVO AL MATERIAL DEL QUE ESTA HECHO LA PIEZA, Y UNA FUENTE DE LASER QUE SE MONTA RIGIDAMENTE SOBRE UN BASTIDOR UNIDO RIGIDAMENTE A LA SUPERFICIE DE REFERENCIA DE LA BANCADA. LA CAMARA DE MAQUINADO PUEDE MOVERSE A LO LARGO DE DOS O MAS EJES, LO QUE PERMITE QUE LA PIEZA SE MUEVA EN FASES SECUENCIALES CON RESPECTO AL HAZ DEL LASER.SE UTILIZA PARA SOLDADURA DE CONJUNTOS DE HACES DE COMBUSTIBLE NUCLEAR.
"PROCEDIMIENTO PARA RECORTAR PIEZAS DIVERSAS SOBRE UNA MATERIA HOMOGENEA, EN FORMA DE PLACA O DE HOJA, TAL COMO UNA PIEL DE ANIMAL".
(01/05/1983). Solicitante/s: CLAUDE BENEDITE LASER TECHNIQUES, SDAD FRANCESA.
PROCEDIMIENTO DE COLOCACION Y DE RECORTE DE LAS PIEZAS DE CUERO NATURAL OBTENIDAS A PARTIR DE PIELES DE ANIMALES TRATADAS INDIVIDUALMENTE. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE CONFECCIONAN PLANTILLAS QUE PRESENTAN CADA UNA DE ELLAS EL CONTORNO DE UNA PIEZA DETERMINADA Y SE IDENTIFICA CADA PLANTILLA MARCANDO EN ELLA UN CODIGO QUE PUEDE SER LEIDO POR UN ORGANO ADECUADO; SEGUNDA, SE INTRODUCE EN LA MEMORIA DE UN ORDENADOR EL CODIGO DE LAS PLANTILLAS Y LA DEFINICION DE SU CONTORNO; TERCERA, SE PROCEDE A LA COLOCACION MANUAL DE LAS PLANTILLAS SOBRE CADA PIEL, EVITANDO LOS DEFECTOS, Y SE REGISTRA LA POSICION DE ESTAS PLANTILLAS EN LA MEMORIA DEL ORDENADOR; Y POR ULTIMO, SE RECORTA CADA PIEL CON LA AYUDA DE UN LASER CONTROLADO POR EL ORDENADOR.
UN METODO DE FORMAR UNA PELICULA PROTECTORA SOBRE LA SUPERFICIE DE UN BLOQUE DE MATERIAL MICROPOROSO DE AISLAMIENTO.
(01/02/1982). Solicitante/s: MICROPORE INTERNATIONAL LTD.
METODO PARA CORTAR BLOQUES DE MATERIAL MICROPOROSO POR LASER DE CO GASEOSO DANDO UNA PELICULA PROTECTORA. LA HERRAMIENTA DE CORTE CONSTA DE UN RESONADOR QUE GENERA UN RAYO DE LASER DE CO GASEOSO, Y UNA CABEZA CORTANTE QUE LO EMITE. LOS COMPONENTES DEL LASER CON CONTROLADOS DESDE UN PANEL . LA PIEZA DE MATERIAL MICROPOROSO AISLAENTE SE ASEGURA EN LA MESA T AL CONECTARSE EL LASER, ES MOVIDA PARA HACER PASAR LA PIEZA A TRAVES DEL RAYO EMITIDO PARA CORTARLA EN LA FORMA DESEADA. EL MOVIMIENTO DE LA MESA ES CONTROLADO POR UNA COMPUTADORA.
PERFECCIONAMIENTOS EN LA FABRICACION DE MEDIOS COJINETES ENFALDILLADOS.
(16/07/1978). Solicitante/s: THE GLACIER METAL COMPANY LIMITED.
Resumen no disponible.
PROCEDIMIENTO DE FABRICACION DE UN ENVASE METALICO Y DISPOSITIVO PARA SU REALIZACION.
(16/04/1978). Solicitante/s: GARIGLIO,EMMANUEL GARIGLIO,E.,V.,V.,E.
Procedimiento de fabricación de un envase metálico y dispositivo para su realización, cuyo envase es tal como por ejemplo un bote de conserva, estando caracterizado dicho procedimiento porque consiste principalmente en formar el cuerpo del envase arrollando una hoja metálica con el fin de formar un tubo reunido, mantener borde con borde los lados reunidos de dicha hoja metálica y soldarlos entre sí por haz láser.
UN APARATO PARA DESALOJAR EL COMBUSTIBLE NUCLEAR DE UN ELEMENTO COMBUSTIBLE NUCLEAR ENVAINADO.
(01/11/1977). Solicitante/s: WESTINGHOUSE ELECTRIC CORPORATION.
Resumen no disponible.
METODO PARA REGISTRAR DATOS DE FORMA VISIBLE SOBRE UN SOPORTE ESPECIAL DE REGISTRO.
(01/11/1975). Solicitante/s: THE NATIONAL CASH REGISTER COMPANY.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}