Procedimiento para fabricar una bobina de un producto alargado.
Procedimiento para fabricar una bobina (4) de un producto alargado (1),
en particular una manguera, un tubo o un alambre, en el que el producto alargado (1) se enrolla en varias capas (5, 6) alrededor de un núcleo en un dispositivo de enrollamiento y la bobina terminada (4) se sujeta y se extrae del núcleo del dispositivo de enrollamiento, caracterizado porque durante el proceso de enrollamiento se enrolla una banda de película estirable (9) en ambas zonas de borde (7, 8) de las capas (5, 6) enrolladas de la bobina (4) que se va a enrollar.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10188815.
Solicitante: THE MACHINES YVONAND SA.
Nacionalidad solicitante: Suiza.
Dirección: RUE DE L'LNDUSTRIE 5 1462 YVONAND SUIZA.
Inventor/es: REITH, WOLFGANG, DR.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65H54/62 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 54/00 Bobinado, enrollado o almacenado del material filiforme (núcleos, gálibos, soportes, cajas o receptáculos B65H 75/02; especialmente adaptados o montados para almacenar, devanar y reenrollar de forma repetida longitudes dadas de material previstas para fines especiales B65H 75/34). › Empalme de madejas.
PDF original: ES-2421737_T3.pdf
Fragmento de la descripción:
Procedimiento para fabricar una bobina de un producto alargado.
La presente invención se refiere a un procedimiento para fabricar una bobina de un producto alargado, en particular una manguera, un tubo o un alambre, en el que el producto alargado se enrolla en varias capas alrededor de un núcleo en un dispositivo de enrollamiento y la bobina terminada se sujeta y se extrae del núcleo del dispositivo de enrollamiento.
Los productos alargados de este tipo se fabrican a menudo continuamente. A fin de poder transportar tales productos alargados, estos se enrollan de manera conocida en forma de bobinas en el dispositivo de enrollamiento. Estos dispositivos de enrollamiento presentan frecuentemente un núcleo, alrededor del que se enrolla el producto alargado en varias capas. Este núcleo puede estar provisto en ambos lados de paredes laterales delimitadoras que se pueden retirar de alguna manera después de enrollarse esta bobina. Una bobina, enrollada de este modo, se ha de someter a un tratamiento ulterior para que también durante el transporte mantenga esta forma enrollada.
Es conocido sujetar las bobinas enrolladas de esta manera con bandas de sujeción que se colocan alrededor de las vueltas de la bobina y, por ejemplo, se sueldan. Estas bandas de sujeción tienen que presentar una gran tensión para que las vueltas individuales de la bobina permanezcan en la posición correcta, incluso si durante el transporte pudieran actuar grandes fuerzas sobre esta bobina, por ejemplo, en caso de una manipulación inadecuada. Si este producto alargado es, por ejemplo, una manguera de plástico configurada como tubo de riego por goteo, esta manguera de plástico fabricada de un material elástico se deforma en gran medida o incluso se aplasta en particular en los extremos de una bobina correspondiente debido a las bandas de sujeción fuertemente tensadas. Este aplastamiento del tubo de riego por goteo puede provocar daños eventuales, por ejemplo, fisuras en este tubo que originan pérdidas de agua indeseadas durante su uso.
Es conocido usar, en lugar de estas bandas de sujeción, por ejemplo, bandas de película estirable, con las que se envuelve radialmente la bobina terminada. El uso de tales bandas de película estirable reduce la carga por compresión local sobre el producto enrollado. Este tipo de sujeción de una bobina, por ejemplo, de un tubo de riego por goteo, representa una ventaja esencial en comparación con las bandas de sujeción descritas arriba.
En particular, si se fabrican bobinas muy grandes, como es usual en el caso de tubos de riego por goteo, este tipo de sujeción radial con bandas de película estirable no resulta suficiente a menudo para impedir, por ejemplo, que las capas individuales de esta bobina se desplacen durante el transporte. Además, al cortarse las bandas de película estirable que sujetan esta bobina, las capas individuales del bobinado o de las vueltas individuales se pueden enredar, en particular si este producto alargado es un producto elástico que se somete a una tensión elástica durante el enrollamiento. Las bobinas de este tipo, que pierden su forma, por así decirlo, al cortarse las sujeciones, pueden crear grandes problemas al desenrollarse debido a la recuperación elástica de las vueltas individuales o de capas completas del material enrollado. Sólo con un gran esfuerzo es posible a menudo desenredar las vueltas o capas del producto alargado enrollado.
El documento US2010/0139211A1 divulga un procedimiento para fabricar una bobina de un producto alargado según el preámbulo de la reivindicación 1.
Por tanto, el objetivo de la presente invención es crear un procedimiento para fabricar una bobina de un producto alargado, con el que se obtenga una bobina muy estable, cuyas vueltas y capas del bobinado se mantengan en posición de manera que no surjan problemas durante el desenrollado.
Este objetivo se consigue según la invención al enrollarse una banda de película estirable durante el enrollamiento en ambas zonas de borde de las capas enrolladas de la bobina que se va enrollar.
Con estas bandas de película estirable, enrolladas de esta manera, se sujetan firmemente las capas y las vueltas individuales dentro de la bobina y se evita así un desplazamiento de vueltas o capas individuales de la bobina. Asimismo se impide la apertura espontánea de la bobina al cortarse las sujeciones colocadas radialmente. Cuando se desenrolla este tipo de bobina, es posible cortar fácilmente la banda de película estirable que queda visible en cada caso. Esta bobina se puede desenrollar sin problemas.
La banda de película estirable, que se enrolla en las zonas de borde, está configurada ventajosamente con un lado adhesivo, lo que mejora la fijación de las vueltas de la bobina.
El principio de una banda de película estirable, que se va a enrollar en la zona de borde de una capa, se presiona ventajosamente por el lado adhesivo contra la superficie de la capa enrollada, se enrolla en varias capas y se corta con un dispositivo de corte, lo que se puede realizar de manera automática y, por tanto, no provoca una interrupción durante el proceso de enrollamiento.
La banda de película estirable, que se va a enrollar en las zonas de borde de las capas enrolladas de la bobina que se va a enrollar, se desenrolla en cada caso ventajosamente de un rollo de banda de película estirable, lográndose así un proceso automatizado.
Para fijar óptimamente las vueltas en la bobina se aumenta la fuerza de tensión tras iniciarse el respectivo proceso de enrollamiento de la banda de película estirable.
Otra configuración ventajosa de la invención consiste en que el respectivo proceso de enrollamiento de la banda de película estirable se ejecuta simultáneamente para ambas zonas de borde de las capas enrolladas de la bobina que se va a enrollar, lográndose así un proceso optimizado.
El proceso de enrollamiento de la banda de película estirable se ejecuta ventajosamente en una zona de borde de la capa enrollada respectivamente, si el producto alargado, que se va a enrollar, se encuentra fuera de esta zona de borde, lográndose así que esta banda de película estirable quede situada sobre una única capa de la bobina, lo que facilita la separación durante el proceso de desenrollado.
La bobina terminada se sujeta ventajosamente envolviendo radialmente las capas múltiples de la bobina con una película estirable, mediante lo que se consigue una sujeción óptima de la bobina.
Una realización del procedimiento según la invención se explica detalladamente a continuación a modo de ejemplo por medio del dibujo adjunto. Muestran:
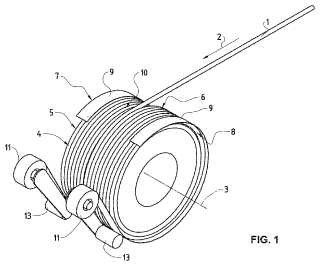
Fig. 1 y 2 en una representación espacial y esquemática, el inicio del proceso de envolver las zonas de borde de una capa enrollada de la bobina, que se va a enrollar, con una banda de película estirable en cada caso;
Fig. 3 una vista lateral de la bobina que se va a enrollar, sobre la que se coloca la banda de película estirable; y
Fig. 4 una vista en planta del dispositivo según la figura 3.
Como se puede observar en las figuras 1 y 2, un producto alargado 1 se guía en dirección de la flecha 2 hacia un dispositivo de enrollamiento conocido que no aparece representado. Este producto alargado 1 puede proceder directamente de una instalación de producción y puede ser cualquier producto enrollable, por ejemplo, un tubo de riego por goteo. Naturalmente, este producto alargado puede estar configurado de otra manera, por ejemplo, como alambre, cable o tubo que se va a enrollar. Este producto alargado 1 se enrolla alrededor de un eje de enrollamiento 3 en el dispositivo de enrollamiento y se obtiene una bobina 4. El eje de enrollamiento 3 puede estar formado por un núcleo de enrollamiento, no representado, que se puede accionar de manera conocida para que rote. La delimitación lateral de la bobina 4, que se está creando, puede estar formada por caras laterales no representadas.
Como se puede observar en las figuras 1 y 2, el producto alargado 1 se enrolla en forma de capas 5, 6 sobre la bobina 4 que se está creando. Cuando se termina una capa 5, se enrolla una nueva capa 6 sobre esta capa 5, etc.
En ambas zonas de borde 7 y 8 de la bobina 4 se puede enrollar una banda de película estirable 9 sobre la respectiva capa 5 y 6. Si el producto alargado 1, que se va a enrollar, se encuentra, por ejemplo, en una zona central 10 de la bobina 4 y se forma la capa 6, la respectiva banda de película estirable 9 se puede colocar sobre la respectiva capa 5 ó 6. A tal efecto, en la zona de la bobina 4 están dispuestos de manera giratoria dos rollos 11 de banda de película estirable 9. La superficie 12, dirigida hacia la bobina 4, está configurada de manera conocida como una superficie... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar una bobina (4) de un producto alargado (1) , en particular una manguera, un tubo o un alambre, en el que el producto alargado (1) se enrolla en varias capas (5, 6) alrededor de un núcleo en un dispositivo de enrollamiento y la bobina terminada (4) se sujeta y se extrae del núcleo del dispositivo de enrollamiento, caracterizado porque durante el proceso de enrollamiento se enrolla una banda de película estirable (9) en ambas zonas de borde (7, 8) de las capas (5, 6) enrolladas de la bobina (4) que se va a enrollar.
2. Procedimiento según la reivindicación 1, caracterizado porque la banda de película estirable (9) , que se enrolla en las zonas de borde (7, 8) , está configurada con un lado adhesivo.
3. Procedimiento según la reivindicación 2, caracterizado porque el principio de una banda de película estirable (9) , que se va a enrollar en la zona de borde (7, 8) de una capa (5, 6) , se presiona por el lado adhesivo contra la superficie de la capa enrollada (5, 6) , se enrolla en varias capas y se corta con un dispositivo de corte.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque la banda de película estirable (9) , que se va a enrollar en las zonas de borde (7, 8) de las capas enrolladas (5, 6) de la bobina (4) que se va a enrollar, se desenrolla de un correspondiente rollo de banda de película estirable (11) .
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque tras iniciarse el respectivo proceso de enrollamiento de la banda de película estirable (9) se aumenta la fuerza de tensión.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque el proceso de enrollamiento respectivo de la banda de película estirable (9) se realiza simultáneamente para ambas zonas de borde (7, 8) de las capas enrolladas (5, 6) de la bobina (4) que se va a enrollar.
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque el proceso de enrollamiento de la banda de película estirable (9) se ejecuta sobre una zona de borde (7, 8) de la capa (5, 6) enrollada respectivamente, si el producto alargado (1) que se va a de enrollar se encuentra fuera de esta zona de borde (7, 8) .
8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque la sujeción de la bobina terminada (4) se realiza envolviendo radialmente las capas múltiples de la bobina (4) con una película estirable.
REFERENCIAS CITADAS EN LA DESCRIPCIÓN
Esta lista de referencias citadas por el solicitante es únicamente para la comodidad del lector. No forma parte del documento de la patente europea. A pesar del cuidado tenido en la recopilación de las referencias, no se pueden 5 excluir errores u omisiones y la EPO niega toda responsabilidad en este sentido.
Documentos de patente citados en la descripción • US20100139211A1 [0006]
Patentes similares o relacionadas:
Dispositivo y método para la fabricación de haces de fibras, del 11 de Abril de 2013, de FRESENIUS MEDICAL CARE DEUTSCHLAND GMBH: Dispositivo para el devanado de haces de fibras, particularmente de haces de membrana de fibras huecas,particularmente para la fabricación de filtros de diálisis, con un […]
DISPOSITIVO PARA SUJETAR EL EXTREMO LIBRE Y DESCARGAR UN ROLLO DE UN ELEMENTO OBLONGO., del 1 de Febrero de 2004, de NEXTROM HOLDING S.A.: El dispositivo de cierre está destinado a mantener el extremo libre de un elemento longitudinal sobre una antorcha unida a un puesto de confección de […]