Procedimiento para la fabricación de tubos de riego por goteo.
Procedimiento para la fabricación de tubos de riego por goteo,
en el que se extruye un cuerpo (1, 26), a partir del que se forma el tubo (4), y en el cuerpo extruido (1, 26) se colocan elementos de dosificación (10) que se unen al cuerpo (1, 26) mediante soldadura ultrasónica, y en estos tubos de riego por goteo, el agua pasa de su lado interior (23) a los elementos de dosificación (10) a través de orificios de entrada (14), circula a través de estos elementos de dosificación y sale de manera dosificada de los tubos de riego por goteo a través de orificios de salida (24), caracterizado porque el cuerpo (1, 26) se forma como un cuerpo tubular que se aplana y los elementos de dosificación (10) se sitúan en una zona central en el interior de este cuerpo tubular aplanado y porque el cuerpo tubular plano se guía entre un sonotrodo (6) y un yunque (7) de un dispositivo de soldadura ultrasónica (3) y los elementos de dosificación (10) se sueldan a la pared del cuerpo tubular.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11175513.
Solicitante: THE MACHINES YVONAND SA.
Nacionalidad solicitante: Suiza.
Dirección: RUE DE L'LNDUSTRIE 5 1462 YVONAND SUIZA.
Inventor/es: KERTSCHER,EBERHARD, LAMBERT,CÉDRIC, BERSIER,ROMAIN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A01G25/02 NECESIDADES CORRIENTES DE LA VIDA. › A01 AGRICULTURA; SILVICULTURA; CRIA; CAZA; CAPTURA; PESCA. › A01G HORTICULTURA; CULTIVO DE HORTALIZAS, FLORES, ARROZ, FRUTOS, VID, LÚPULO O ALGAS; SILVICULTURA; RIEGO (recolección de frutas, verduras, lúpulo o productos similares A01D 46/00; crecimiento de algas unicelulares C12N 1/12). › A01G 25/00 Riego de jardines, campos, terrenos de deporte o similares (aparatos o adaptaciones especiales para líquidos fertilizantes A01C 23/00; boquillas o rosetones, aparellajes para pulverización B05B). › Sistemas de riego colocados encima de la tierra que utilizan canalizaciones perforadas o canalizaciones con accesorios para la distribución, p. ej. para el riego por goteo.
- B29C65/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › utilizando vibraciones ultrasonoras.
- B29D23/00 B29 […] › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › Fabricación de objetos tubulares (B29D 24/00 tiene prioridad).
PDF original: ES-2503564_T3.pdf
Fragmento de la descripción:
PROCEDIMIENTO PARA LA FABRICACIÓN DE TUBOS DE RIEGO POR GOTEO
La presente invención se refiere a un procedimiento para la fabricación de tubos de riego por goteo, en el que se extruye un cuerpo, a partir del que se forma el tubo, y en el cuerpo extruido se colocan elementos de dosificación que se unen al cuerpo mediante soldadura ultrasónica, y en estos tubos de riego por goteo, el agua pasa del lado interior a los elementos de dosificación a través de orificios de entrada, circula a través de estos elementos de dosificación y sale de manera dosificada del tubo de riego por goteo a través de orificios de salida.
Este tipo de tubos de riego por goteo, provistos de elementos de dosificación, se utiliza para el riego directo de plantas en cultivos. A tal efecto, los tubos de riego por goteo pueden estar configurados de modo que, por ejemplo, en la zona de cada planta se encuentra un orificio de salida, a través del que el agua dosificada puede salir gota a gota del tubo de riego por goteo. Este dispositivo permite el riego directo de cada una de las plantas individuales y, por tanto, un gran ahorro del agua utilizada. Una disposición de este tipo evita la evaporación de una gran cantidad de agua de riego, como ocurre usualmente en las instalaciones de regadío, en las que el agua se distribuye en una gran superficie mediante aspersores. Por consiguiente, con el riego dosificado mediante estos tubos de riego por goteo se consigue un riego muy económico y se puede ahorrar mucha agua.
Son conocidas distintas posibilidades para la fabricación de tubos de riego por goteo. Así, por ejemplo, es conocido extruir el cuerpo tubular y guiarlo a través de un dispositivo de calibración e insertar continuamente los elementos de dosificación de manera individual o en forma de una banda en el cuerpo tubular y presionarlos contra la superficie interior de la pared del cuerpo tubular, mediante lo que se consigue una unión resistente debido a que el material del cuerpo tubular aún está blando y caliente.
Para poder conseguir una unión óptima entre el cuerpo tubular y los elementos de dosificación es conocido también unir los elementos de dosificación al cuerpo tubular mediante soldadura ultrasónica. Por el documento US-A5387307 es conocido, por ejemplo, un procedimiento, en el que los elementos de dosificación se estampan en una zona del borde de la banda. Las zonas del borde se doblan hacia arriba y se colocan una sobre otra, de modo que una zona del borde con los elementos de dosificación se sitúa sobre la otra zona de borde de la banda. Las dos zonas del borde se unen entre sí a continuación mediante un dispositivo de soldadura ultrasónica, de modo que el elemento de dosificación queda integrado en las zonas del borde. Sin embargo, en este caso resulta desventajoso que el yunque del dispositivo de soldadura ultrasónica como apoyo del sonotrodo tenga que penetrar en el cuerpo tubular y, por tanto, el yunque deba estar configurado como soporte curvado en voladizo. Esto significa que durante el proceso de soldadura, el yunque se separa del sonotrodo, lo que puede tener un efecto negativo en la calidad de la unión soldada. Los tubos fabricados de esta manera deben presentar también un diámetro determinado para que el yunque pueda disponer de una rigidez suficientemente grande y se pueda llevar a cabo el proceso de soldadura.
Por consiguiente, el objetivo de la presente invención consiste en crear un procedimiento para la fabricación de tubos de riego por goteo que permita unir los elementos de dosificación a la pared del tubo mediante soldadura ultrasónica y garantice una unión con una calidad óptima.
Según la invención, este objetivo se consigue al formarse el cuerpo como cuerpo tubular que se aplana y al situarse los elementos de dosificación en una zona central en el interior de este cuerpo tubular aplanado, así como al guiarse 45 el cuerpo tubular plano entre un sonotrodo y un yunque de un dispositivo de soldadura ultrasónica y al soldarse los elementos de dosificación a la pared del cuerpo tubular.
Este procedimiento permite disponer el sonotrodo y el yunque del dispositivo de soldadura ultrasónica por fuera del cuerpo tubular. En particular el yunque se puede apoyar directa y firmemente en el dispositivo de soldadura 50 ultrasónica, evitándose así una separación. Esto garantiza una calidad óptima de la unión soldada por ultrasonido. Asimismo, es posible fabricar, por ejemplo, tubos de riego por goteo de diámetro muy pequeño.
Ventajosamente, el cuerpo se extruye de manera esencialmente continua en forma de una banda, los elementos de dosificación se colocan en una zona de borde longitudinal y las dos zonas laterales longitudinales se doblan de tal 55 modo que los elementos de dosificación de una zona de borde longitudinal se sitúan por debajo de la otra zona de borde longitudinal y se pueden soldar. Con este procedimiento se consigue una fabricación simple del tubo de riego por goteo.
Los elementos de dosificación se estampan ventajosamente en una zona de borde longitudinal de la banda 60 mediante un rodillo de estampación. De este modo, los elementos de dosificación se pueden colocar con facilidad continuamente en la banda extruida. El dispositivo necesario al respecto presenta una construcción muy simple.
Una zona de borde longitudinal de la banda se provee ventajosamente durante la extrusión de un engrosamiento, en el que se estampan a continuación los elementos de dosificación. De este modo se puede evitar la creación de zonas de pared demasiado delgadas del tubo al estamparse los elementos de dosificación en la banda.
Sin embargo, los elementos de dosificación se pueden estampar o troquelar también en otra banda que se une después a una zona de borde longitudinal de la banda, por ejemplo, mediante soldadura.
En otra realización del procedimiento según la invención, en un dispositivo de extrusión se extruye un cuerpo tubular cerrado, en el que se insertan y se sueldan los elementos de dosificación, garantizándose así que el cuerpo tubular 10 no presente puntos débiles en toda su circunferencia.
Ventajosamente, los elementos de dosificación se insertan continuamente de manera individual o en forma de una banda en el cuerpo tubular, lo que se puede conseguir mediante un dispositivo con una construcción simple.
El cuerpo tubular extruido se guía ventajosamente a través de un dispositivo de calibración hacia una cámara de enfriamiento, en la que se ejecuta la soldadura ultrasónica. Se consigue así que el cuerpo tubular presente una resistencia suficientemente grande durante el proceso de soldadura ultrasónica, de modo que se puede obtener una unión soldada óptima. El calor residual del cuerpo tubular extruido se aprovecha adicionalmente de manera óptima para la soldadura ultrasónica, lo que influye asimismo en la calidad de la unión soldada.
Otra configuración ventajosa del procedimiento según la invención para la fabricación de tubos de riego por goteo se consigue al incrementarse la cantidad de energía de la soldadura ultrasónica a fin de reducir la sección transversal de paso de los elementos de dosificación. De este modo se pueden utilizar los mismos elementos de dosificación para distintos volúmenes de salida. La reducción de la sección transversal de paso permite obtener una zona de dosificación mayor del agua saliente.
El tubo, provisto de elementos de dosificación, se guía ventajosamente a través de un dispositivo de perforación, en el que se realizan los orificios de salida en la pared del cuerpo tubular, lo que se puede llevar a cabo con mucha facilidad.
A continuación se explican en detalle a modo de ejemplo realizaciones del procedimiento según la invención por medio del dibujo adjunto.
Se muestra:
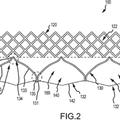
Fig. 1 en representación esquemática, la fabricación de un tubo de riego por goteo a partir de un cuerpo en forma de banda; Fig. 2 en representación espacial, una sección de una banda, a partir de la que se fabrica el tubo de riego por goteo según la figura 1;
Fig. 3 en representación esquemática, el paso de la banda en estado plegado a través del dispositivo de soldadura ultrasónica; Fig. 4 en representación esquemática, el paso de la banda en estado plegado a través del dispositivo de soldadura ultrasónica con suministro de energía elevado; Fig. 5 una sección transversal a través de un tubo fabricado según las figuras 1 a 4;
Fig. 6 en representación esquemática, un dispositivo de extrusión para un cuerpo tubular, en el que se inserta el elemento de dosificación y que pasa a través del dispositivo de soldadura ultrasónica; Fig. 7 una representación en corte a través del cuerpo tubular durante el paso... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de tubos de riego por goteo, en el que se extruye un cuerpo (1, 26) , a partir del que se forma el tubo (4) , y en el cuerpo extruido (1, 26) se colocan elementos de dosificación (10) que se unen al 5 cuerpo (1, 26) mediante soldadura ultrasónica, y en estos tubos de riego por goteo, el agua pasa de su lado interior (23) a los elementos de dosificación (10) a través de orificios de entrada (14) , circula a través de estos elementos de dosificación y sale de manera dosificada de los tubos de riego por goteo a través de orificios de salida (24) , caracterizado porque el cuerpo (1, 26) se forma como un cuerpo tubular que se aplana y los elementos de dosificación (10) se sitúan en una zona central en el interior de este cuerpo tubular aplanado y porque el cuerpo tubular plano se guía entre un sonotrodo (6) y un yunque (7) de un dispositivo de soldadura ultrasónica (3) y los elementos de dosificación (10) se sueldan a la pared del cuerpo tubular.
2. Procedimiento según la reivindicación 1, caracterizado porque el cuerpo se extruye de manera esencialmente continua en forma de una banda (2) , los elementos de dosificación (10) se colocan en una zona de borde longitudinal (9) y las dos zonas laterales longitudinales (18, 19) se doblan de tal modo que los elementos de dosificación (10) de una zona de borde longitudinal (9) se sitúan por debajo de la otra zona de borde longitudinal (20) y se sueldan.
3. Procedimiento según la reivindicación 2, caracterizado porque los elementos de dosificación (10) se estampan 20 en una zona de borde longitudinal (9) de la banda (2) mediante un rodillo de estampación.
4. Procedimiento según la reivindicación 3, caracterizado porque una zona de borde longitudinal (9) de la banda se provee durante la extrusión de un engrosamiento, en el que se estampan a continuación los elementos de dosificación (10) .
5. Procedimiento según la reivindicación 2, caracterizado porque los elementos de dosificación (10) se estampan o se troquelan en otra banda (11) que se une a una zona de borde longitudinal (9) de la banda (10) .
6. Procedimiento según la reivindicación 1, caracterizado porque en un dispositivo de extrusión (25) se extruye un 30 cuerpo tubular cerrado (26) , en el que se insertan y se sueldan los elementos de dosificación (10) .
7. Procedimiento según la reivindicación 6, caracterizado porque los elementos de dosificación (10) se insertan de manera individual o en forma de una banda en el cuerpo tubular (26) .
8. Procedimiento según la reivindicación 7, caracterizado porque el cuerpo tubular extruido (26) se guía a través de un dispositivo de calibración (27) hacia una cámara de enfriamiento (28) , en la que se ejecuta la soldadura ultrasónica.
9. Procedimiento según una de las reivindicaciones 1 a 8, caracterizado porque la cantidad de energía de la soldadura ultrasónica se incrementa a fin de reducir la sección transversal de paso de los elementos de dosificación (10) .
10. Procedimiento según una de las reivindicaciones 1 a 9, caracterizado porque el tubo provisto de elementos de dosificación (10) se guía a través de un dispositivo de perforación, en el que se realizan los orificios de salida (24) en 45 la pared del cuerpo tubular (8, 26) .
Patentes similares o relacionadas:
 Válvula transcatéter de eversión, del 29 de Julio de 2020, de W.L. GORE & ASSOCIATES, INC.: Una válvula transcatéter que comprende:
un marco de varias partes que comprende un marco de valva y un marco de cuerpo, en el que el marco de cuerpo […]
Válvula transcatéter de eversión, del 29 de Julio de 2020, de W.L. GORE & ASSOCIATES, INC.: Una válvula transcatéter que comprende:
un marco de varias partes que comprende un marco de valva y un marco de cuerpo, en el que el marco de cuerpo […]
Revestimiento reforzado con fibras no tejidas para tuberías de PRFV resistentes a impacto, del 15 de Julio de 2020, de Amiblu Technology AS: Un revestimiento de tuberia de plastico reforzado con vidrio que comprende una capa B) que consiste en una capa de cobertura reforzada con fibras no tejidas, estando formada la […]
Tubo expandible que incluye un revestimiento para restaurar un conducto, del 1 de Julio de 2020, de Recyca-Pipe of America L.L.C: Una tubería expandible para restaurar una tubería dañada, que comprende: - un revestimiento formado por un poliuretano termoplástico, […]
Método para la laminación de una película tubular, del 4 de Marzo de 2020, de Buergofol GmbH: Método para la laminación de una película tubular con un material absorbente de resinas o líquidos para su uso en un revestimiento tubular para el saneamiento […]
Método de acondicionamiento de un tubo de respiración, del 26 de Febrero de 2020, de NDD MEDIZINTECHNIK AG: Método de acondicionamiento de un tubo de respiración para su uso en el diagnóstico de la función pulmonar, en el que al menos una sección de un tubo […]
Tubo flexible multicapa, del 11 de Diciembre de 2019, de SAINT-GOBAIN PERFORMANCE PLASTICS CORPORATION: Un tubo flexible que comprende: una primera capa que comprende un material de poliolefina que tiene un módulo de flexión no mayor de 150 MPa, determinado de acuerdo […]
Perfilado de tubos, del 23 de Octubre de 2019, de Crawley, Alan Mark: Un producto perfilado tubular termoformado que comprende: - una primera sección (147a) de producto tubular; - una segunda sección […]
Sistema y método de fabricación de artículos de espuma cilíndricos, del 16 de Octubre de 2019, de Floracraft Corp: Un aparato adecuado para producir un artículo de espuma cilíndrico, comprendiendo el aparato: un troquel que tiene un canal […]