PROCEDIMIENTO PARA FABRICAR TUBOS DE IRRIGACIÓN POR GOTEO.
Procedimiento para fabricar tubos de irrigación por goteo, en el que un cuerpo tubular (2) se fabrica mediante un proceso de extrusión de un material sintético termoplástico,
cuerpo tubular (2) que se calibra y se enfría y cuerpo tubular (2) en el que se colocan elementos de dosificación (6) con una distancia entre sí, se aprietan contra la pared (8) del cuerpo tubular (2) y se sueldan con ésta, y cuerpo tubular (2) que se conduce a través de un dispositivo de perforación, en el que se perfora respectivamente la pared (8) en la zona de los elementos de dosificación (6), conduciéndose el cuerpo tubular (2) extruido que sale del dispositivo de extrusión (1) a una cámara de enfriamiento previo (4), en la que el cuerpo tubular (2) se pre-enfría y en la que los elementos de dosificación (6) se unen con la pared (8) y se aprietan completamente contra la misma, y el cuerpo tubular (2) se conduce a través de un dispositivo de calibración (11) y se calibra al diámetro final y accede a la cámara de enfriamiento principal (12), en la que se enfría el cuerpo tubular (2) adicionalmente, caracterizado por el hecho de que el cuerpo tubular (2) extruido que sale del dispositivo de extrusión (1) se conduce directamente, sin calibrar y sin contacto, a través de la abertura de entrada (3) en la cámara de enfriamiento previo (4)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08155623.
A01G25/02NECESIDADES CORRIENTES DE LA VIDA. › A01AGRICULTURA; SILVICULTURA; CRIA; CAZA; CAPTURA; PESCA. › A01G HORTICULTURA; CULTIVO DE HORTALIZAS, FLORES, ARROZ, FRUTOS, VID, LÚPULO O ALGAS; SILVICULTURA; RIEGO (recolección de frutas, verduras, lúpulo o productos similares A01D 46/00; crecimiento de algas unicelulares C12N 1/12). › A01G 25/00 Riego de jardines, campos, terrenos de deporte o similares (aparatos o adaptaciones especiales para líquidos fertilizantes A01C 23/00; boquillas o rosetones, aparellajes para pulverización B05B). › Sistemas de riego colocados encima de la tierra que utilizan canalizaciones perforadas o canalizaciones con accesorios para la distribución, p. ej. para el riego por goteo.
B29C47/02
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
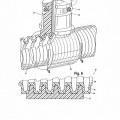
[0001] La presente invención está relacionada con un procedimiento para fabricar tubos de irrigación por goteo, en el que un cuerpo tubular se fabrica mediante un proceso de extrusión de un material sintético termoplástico, cuerpo tubular que se calibra y se enfría y cuerpo tubular en el que se colocan elementos de dosificación con una distancia entre sí, se aprietan contra la pared del cuerpo tubular y se sueldan con ésta, y cuerpo tubular que se conduce a través de un dispositivo de perforación, en el que se perfora respectivamente la pared en la zona de los elementos de dosificación, conduciéndose el cuerpo tubular extruido que sale del dispositivo de extrusión a una cámara de enfriamiento previo, en la que el cuerpo tubular se pre-enfría y en la que los elementos de dosificación se unen con la pared y se aprietan completamente contra la misma, y el cuerpo tubular se conduce a través de un dispositivo de calibración y se calibra al diámetro final y accede a la cámara de enfriamiento principal, en la que se enfría el cuerpo tubular adicionalmente. [0002] Los tubos de irrigación por goteo de este tipo se usan especialmente para la irrigación directa de plantas. Para ello pueden estar dispuestos en estos tubos de irrigación por goteo, en la zona de las plantas, uno o varios elementos de dosificación, por medio de los cuales se permite que el agua pueda salir gota a gota a través de una perforación hecha en la pared del tubo. Con tubos de irrigación por goteo de este tipo puede usarse el agua de manera muy económica y eficaz. [0003] La fabricación de tubos de este tipo tiene lugar de manera conocida, tal como está representado por ejemplo en el documento EP-A 0970602, extruyendo un cuerpo tubular mediante un dispositivo de extrusión. Este cuerpo tubular extruido se calibra al diámetro deseado y se enfría. En el cuerpo tubular se introducen los elementos de dosificación, que se aprietan contra la pared del cuerpo tubular y se sueldan con éste. El cuerpo tubular dotado de estos elementos de dosificación se conduce a través de un dispositivo de perforación, en el que se forma en la pared una perforación pasante, a través de la cual puede salir el agua gota a gota, dosificada por el elemento de dosificación. Después, el cuerpo tubular puede enrollarse por ejemplo en un dispositivo de enrollamiento. [0004] El proceso esencial en procedimientos de fabricación de este tipo para tubos de irrigación por goteo es la colocación y la soldadura de los elementos de dosificación con la pared del cuerpo tubular a velocidades de fabricación grandes. En caso del procedimiento descrito anteriormente existe el riesgo de que la resistencia de fricción del cuerpo tubular en el dispositivo de calibración conduzca a una dilatación del material sintético aún no enfriado y por consiguiente a una orientación de las cadenas moleculares. Esto puede tener como consecuencia que el tubo así acabado no logre la ductilidad deseada. Además existe el riesgo de que el cuerpo tubular se enfríe demasiado antes de que los elementos de dosificación se pongan en contacto con la pared del cuerpo tubular y se suelden con éste. Esto puede tener como consecuencia que el sitio de unión entre el cuerpo de dosificación y la pared del cuerpo tubular no sea óptimo y pueda conducir a una fuga, lo que perjudica la calidad del tubo de irrigación por goteo. [0005] Por la publicación WO99/62691A1 se conoce un dispositivo, con el que los elementos de dosificación se unen con el cuerpo tubular extruido en un dispositivo de calibración previa dispuesto en una cámara de enfriamiento previo, cuerpo tubular que se calibra entonces en un dispositivo de calibración adicional. Con este dispositivo no se superan los inconvenientes mencionados anteriormente. [0006] Por consiguiente, el objetivo de la presente invención consiste en crear un procedimiento para fabricar tubos de irrigación por goteo, en el que pueden evitarse los inconvenientes mencionados anteriormente y con el que puede lograrse una unión óptima de los elementos de dosificación con la pared del cuerpo tubular, que sea en gran parte independiente del espesor de la pared de los tubos de irrigación por goteo que van a fabricarse. [0007] Según la invención se consigue este objetivo gracias a que el cuerpo tubular extruido que sale del dispositivo de extrusión se introduce directamente, sin calibrar y sin contacto a través de la abertura de entrada en la cámara de enfriamiento previo. [0008] Con este procedimiento de acuerdo con la invención se obtiene una unión óptima entre elementos de dosificación y la pared del cuerpo tubular, dado que el sitio donde se realiza la unión se encuentra cerca del sitio donde el tubo extruido abandona la tobera de extrusión. El material no se ha enfriado aún demasiado y presenta aún una blandura relativamente grande, lo que mejora la calidad de la unión entre los elementos de dosificación y la pared de este cuerpo tubular. Dado que la calibración del cuerpo tubular no tiene lugar hasta después de que el elemento de dosificación esté unido completamente con la pared del cuerpo tubular y el cuerpo tubular se enfríe correspondientemente mediante el enfriamiento previo y presente una cierta resistencia, las cadenas moleculares se alinean sólo en la medida limitada, garantizándose la elasticidad del tubo de irrigación por goteo acabado en la medida deseada. [0009] De manera ventajosa se introducen los elementos de dosificación a través de un carril guía en el cuerpo 2 tubular y se aprietan los elementos de dosificación contra la pared del cuerpo tubular mediante la zona de extremo del carril guía y un rodillo que soporta el lado exterior de la pared, de manera que se genera una resistencia reducida. [0010] Una configuración adicional ventajosa de la invención consiste en que mediante el ajuste de la distancia entre la zona de extremo del carril guía y el rodillo de soporte se establece la profundidad de penetración del elemento de dosificación en la pared del cuerpo tubular. Mediante este ajuste de la distancia puede establecerse la profundidad de penetración de los elementos de dosificación en la pared del cuerpo tubular, que debido a ello se evita el riesgo de que los elementos de dosificación se aprieten demasiado contra la pared del cuerpo tubular y por consiguiente pueda deteriorarse la pared, tal como podría producirse esto en caso del ajuste de la presión de apriete. [0011] De manera ventajosa se establece la profundidad de penetración del elemento de dosificación en la pared del cuerpo tubular en del 2% al 50% del espesor de la pared, de manera que pueden considerarse distintos espesores de pared de los cuerpos tubulares. [0012] En la cámara de enfriamiento previo puede aplicarse por pulverización el refrigerante sobre el cuerpo tubular, sin embargo, el refrigerante puede formar también un baño en la cámara de enfriamiento previo, por el que se hace pasar el cuerpo tubular, de manera que puede seleccionarse la solución óptima para el respectivo proceso. [0013] De la abertura de entrada de la cámara de enfriamiento previo puede salir refrigerante, dado que en esta zona entre la pared de la cámara de enfriamiento previo, en la que se coloca la abertura de entrada, y el cuerpo tubular no se produce ningún contacto, y únicamente puede colocarse un retén labial, que se recoge de manera ventajosa mediante un depósito colector. [0014] De manera ventajosa se acciona el rodillo que soporta el lado exterior de la pared, de manera que se mantiene lo más baja posible la resistencia en el cuerpo tubular continuo. [0015] De manera ventajosa, en la cámara de enfriamiento previo impera la presión del entorno, lo que simplifica su construcción, mientras que en la cámara de enfriamiento principal se aplica una presión inferior mediante la que se consigue que el cuerpo tubular no se deshinche. [0016] El procedimiento de acuerdo con la invención se explica en más detalle, a modo de ejemplo, a continuación mediante el dibujo adjunto. [0017] El dibujo muestra: ES 2 367 670 T3 la figura 1, en una representación en sección esquemática, la zona de extrusión, la alimentación de los elementos de dosificación, la cámara de enfriamiento previo y la cámara de enfriamiento principal de un dispositivo para fabricar tubos de irrigación por goteo; la figura 2, en una representación en sección aumentada esquemática, el dispositivo de extrusión, el dispositivo de alimentación para los elementos de dosificación y la cámara de enfriamiento previo del dispositivo de acuerdo con la figura 1; la figura 3, en una representación en sección esquemática, una vista en planta de la cámara de enfriamiento previo con rodillo accionado dispuesto en la misma; la figura 4 una representación en sección simplificada aumentada de un elemento de dosificación unido con la pared del cuerpo tubular.... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar tubos de irrigación por goteo, en el que un cuerpo tubular (2) se fabrica mediante un proceso de extrusión de un material sintético termoplástico, cuerpo tubular (2) que se calibra y se enfría y cuerpo tubular (2) en el que se colocan elementos de dosificación (6) con una distancia entre sí, se aprietan contra la pared (8) del cuerpo tubular (2) y se sueldan con ésta, y cuerpo tubular (2) que se conduce a través de un dispositivo de perforación, en el que se perfora respectivamente la pared (8) en la zona de los elementos de dosificación (6), conduciéndose el cuerpo tubular (2) extruido que sale del dispositivo de extrusión (1) a una cámara de enfriamiento previo (4), en la que el cuerpo tubular (2) se pre-enfría y en la que los elementos de dosificación (6) se unen con la pared (8) y se aprietan completamente contra la misma, y el cuerpo tubular (2) se conduce a través de un dispositivo de calibración (11) y se calibra al diámetro final y accede a la cámara de enfriamiento principal (12), en la que se enfría el cuerpo tubular (2) adicionalmente, caracterizado por el hecho de que el cuerpo tubular (2) extruido que sale del dispositivo de extrusión (1) se conduce directamente, sin calibrar y sin contacto, a través de la abertura de entrada (3) en la cámara de enfriamiento previo (4). 2. Procedimiento de acuerdo con la reivindicación 1, caracterizado por el hecho de que los elementos de dosificación (6) se introducen a través de un carril guía (5) en el cuerpo tubular (2) y por el hecho de que los elementos de dosificación (6) se aprietan contra la pared (8) mediante la zona de extremo (7) del carril guía (5) y un rodillo (9) que soporta el lado exterior de la pared (8). 3. Procedimiento de acuerdo con la reivindicación 2, caracterizado por el hecho de que mediante el ajuste de la distancia entre la zona de extremo (7) del carril guía (5) y del rodillo de soporte (9) se establece la profundidad de penetración (d) del elemento de dosificación (6) en la pared (8) del cuerpo tubular (2). 4. Procedimiento de acuerdo con la reivindicación 3, caracterizado por el hecho de que la profundidad de penetración (d) del elemento de dosificación (6) en la pared (8) del cuerpo tubular (2) se establece entre el 2% y el 50% del espesor de la pared (8). 5. Procedimiento de acuerdo con una de las reivindicaciones 1 a 4, caracterizado por el hecho de que en la cámara de enfriamiento previo (4) el refrigerante (10) se aplica con pulverización sobre el cuerpo tubular (2). 6. Procedimiento de acuerdo con una de las reivindicaciones 1 a 4, caracterizado por el hecho de que en la cámara de enfriamiento previo (4) el refrigerante (10) forma un baño por el que se hace pasar el cuerpo tubular (2). 7. Procedimiento de acuerdo con la reivindicación 5 ó 6, caracterizado por el hecho de que el refrigerante que sale de la abertura de entrada (3) de la cámara de enfriamiento previo (4) se recoge mediante un depósito colector (14). 8. Procedimiento de acuerdo con una de las reivindicaciones 2 a 7, caracterizado por el hecho de que el rodillo (9) que soporta el lado exterior de la pared (8) es un rodillo accionado. 9. Procedimiento de acuerdo con una de las reivindicaciones 1 a 8, caracterizado por el hecho de que en la cámara de enfriamiento previo (4) impera la presión ambiente y en la cámara de enfriamiento principal (12) se crea una presión inferior. 6 ES 2 367 670 T3 7 ES 2 367 670 T3 8 ES 2 367 670 T3 9 ES 2 367 670 T3
Patentes similares o relacionadas:
PROCEDIMIENTO PARA LA FABRICACIÓN CONTINUA DE TUBOS DE IRRIGACIÓN POR GOTEO, del 21 de Noviembre de 2011, de THE MACHINES YVONAND SA: Dispositivo para la fabricación continua de tubos de irrigación por goteo, que comprende un dispositivo de extrusión para producir un […]
ELEMENTOS DE DOSIFICACIÓN PARA UN TUBO DE IRRIGACIÓN POR GOTEO Y PROCEDIMEIENTO Y DISPOSITIVO PARA FABRICAR ESTOS ELEMENTOS DE DOSIFICACIÓN, del 8 de Agosto de 2011, de THE MACHINES YVONAND SA: Elementos de dosificación para un tubo de irrigación por goteo , que están configurados en forma de una banda dotada en un lado de zonas de estructura […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CONDUCTO CON COMPONENTES MONTADOS, del 7 de Abril de 2011, de FLOW-RITE CONTROLS, LTD.: Procedimiento para realizar una operación de fabricación en una pluralidad de sitios a lo largo de la longitud de un conducto flexible para fabricar […]
PROCESO DE FABRICACION DE UN EMISOR PARA RIEGO POR GOTEO, del 22 de Septiembre de 2010, de WIND, S.L.: Proceso de fabricación de un emisor para riego por goteo.
La invención consiste en llevar a cabo el moldeo del emisor en su conjunto en un único […]
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS PARA EL RIEGO GOTA A GOTA, del 17 de Junio de 2010, de THE THOMAS MACHINES SA: Gotero para un tubo para el riego gota a gota , cuyo gotero comprende un cuerpo que tiene una cara exterior destinada a establecer […]
ROCIADOR Y TUBERIA DE IRRIGACION, del 9 de Febrero de 2010, de NETAFIM (A.C.S.) LTD.: Un rociador destinado a ser unido al interior de una tubería de irrigación durante su fabricación y a ser asociado a una abertura de salida […]
PULVERIZADOR EN FORMA DE DISCO, del 28 de Enero de 2010, de NETAFIM LTD: Un pulverizador en línea integral de configuración aplanada para ser utilizado unido a la superficie interna de un tubo de irrigación , teniendo dicho pulverizador […]
PROCEDIMIENTO DE UNIÓN DE MEMBRANAS POR FUSIÓN POR CALOR SIN ADHESIVO, del 2 de Noviembre de 2011, de BECTON, DICKINSON AND COMPANY: Un procedimiento para unir una membrana a un sustrato , que comprende las etapas de: (a) proporcionar un sustrato que tiene distanciadas entre sí una superficie […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CONDUCTO CON COMPONENTES MONTADOS, del 7 de Abril de 2011, de FLOW-RITE CONTROLS, LTD.: Procedimiento para realizar una operación de fabricación en una pluralidad de sitios a lo largo de la longitud de un conducto flexible para fabricar […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CONDUCTO CON COMPONENTES MONTADOS, del 7 de Abril de 2011, de FLOW-RITE CONTROLS, LTD.: Procedimiento para realizar una operación de fabricación en una pluralidad de sitios a lo largo de la longitud de un conducto flexible para fabricar […]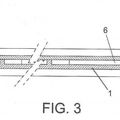 PROCESO DE FABRICACION DE UN EMISOR PARA RIEGO POR GOTEO, del 22 de Septiembre de 2010, de WIND, S.L.: Proceso de fabricación de un emisor para riego por goteo.
La invención consiste en llevar a cabo el moldeo del emisor en su conjunto en un único […]
PROCESO DE FABRICACION DE UN EMISOR PARA RIEGO POR GOTEO, del 22 de Septiembre de 2010, de WIND, S.L.: Proceso de fabricación de un emisor para riego por goteo.
La invención consiste en llevar a cabo el moldeo del emisor en su conjunto en un único […] PROCEDIMIENTO PARA LA FABRICACION DE TUBOS PARA EL RIEGO GOTA A GOTA, del 17 de Junio de 2010, de THE THOMAS MACHINES SA: Gotero para un tubo para el riego gota a gota , cuyo gotero comprende un cuerpo que tiene una cara exterior destinada a establecer […]
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS PARA EL RIEGO GOTA A GOTA, del 17 de Junio de 2010, de THE THOMAS MACHINES SA: Gotero para un tubo para el riego gota a gota , cuyo gotero comprende un cuerpo que tiene una cara exterior destinada a establecer […]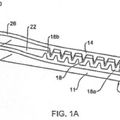 ROCIADOR Y TUBERIA DE IRRIGACION, del 9 de Febrero de 2010, de NETAFIM (A.C.S.) LTD.: Un rociador destinado a ser unido al interior de una tubería de irrigación durante su fabricación y a ser asociado a una abertura de salida […]
ROCIADOR Y TUBERIA DE IRRIGACION, del 9 de Febrero de 2010, de NETAFIM (A.C.S.) LTD.: Un rociador destinado a ser unido al interior de una tubería de irrigación durante su fabricación y a ser asociado a una abertura de salida […] PULVERIZADOR EN FORMA DE DISCO, del 28 de Enero de 2010, de NETAFIM LTD: Un pulverizador en línea integral de configuración aplanada para ser utilizado unido a la superficie interna de un tubo de irrigación , teniendo dicho pulverizador […]
PULVERIZADOR EN FORMA DE DISCO, del 28 de Enero de 2010, de NETAFIM LTD: Un pulverizador en línea integral de configuración aplanada para ser utilizado unido a la superficie interna de un tubo de irrigación , teniendo dicho pulverizador […]