Dispositivo para la fabricación de un tubo de riego por goteo.
Dispositivo para la fabricación de un tubo de riego por goteo que comprende un dispositivo deextrusión (1) para extrudir un cuerpo tubular (2) hecho de un plástico termoplástico,
un dispositivo (3) para insertarelementos de dosificación (4) en el cuerpo tubular extruido (2) y para presionar y unir los elementos de dosificación(4) en el cuerpo tubular (2), dispositivos de calibración (8) para calibrar el cuerpo tubular extruido (2) según la formaexterior deseada, dispositivos de enfriamiento (5, 9) para enfriar el cuerpo tubular extruido (2) con mediosrefrigerantes y un dispositivo de perforación (7) para realizar orificios de salida de agua en la zona de los elementosde dosificación (4), caracterizado porque el dispositivo para presionar y unir los elementos de dosificación (4) en elcuerpo tubular (2) está situado en una cámara de enfriamiento previo (5), porque a continuación de la cámara deenfriamiento previo (5) está situada otra cámara (6), en la que está situado el dispositivo de perforación (7), porquela cámara de enfriamiento principal (9) está situada a continuación de la otra cámara (6) y porque el dispositivo decalibración (8) está situado entre la otra cámara (6) y la cámara de enfriamiento principal (9).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09154782.
Solicitante: THE MACHINES YVONAND SA.
Nacionalidad solicitante: Suiza.
Dirección: Rue de l''lndustrie 5 1462 Yvonand SUIZA.
Inventor/es: KERTSCHER,EBERHARD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A01G25/02 NECESIDADES CORRIENTES DE LA VIDA. › A01 AGRICULTURA; SILVICULTURA; CRIA; CAZA; CAPTURA; PESCA. › A01G HORTICULTURA; CULTIVO DE HORTALIZAS, FLORES, ARROZ, FRUTOS, VID, LÚPULO O ALGAS; SILVICULTURA; RIEGO (recolección de frutas, verduras, lúpulo o productos similares A01D 46/00; crecimiento de algas unicelulares C12N 1/12). › A01G 25/00 Riego de jardines, campos, terrenos de deporte o similares (aparatos o adaptaciones especiales para líquidos fertilizantes A01C 23/00; boquillas o rosetones, aparellajes para pulverización B05B). › Sistemas de riego colocados encima de la tierra que utilizan canalizaciones perforadas o canalizaciones con accesorios para la distribución, p. ej. para el riego por goteo.
- B29C47/02
PDF original: ES-2388983_T3.pdf
Fragmento de la descripción:
Dispositivo para la fabricación de un tubo de riego por goteo.
La presente invención se refiere a un dispositivo para la fabricación de un tubo de riego por goteo que comprende un dispositivo de extrusión para extrudir un cuerpo tubular hecho de un plástico termoplástico, un dispositivo para insertar elementos de dosificación en el cuerpo tubular extruido y para presionar y unir los elementos de dosificación en el cuerpo tubular, dispositivos de calibración para calibrar el cuerpo tubular extruido según la forma exterior deseada, dispositivos de enfriamiento para enfriar el cuerpo tubular extruido con medios refrigerantes y un dispositivo de perforación para realizar orificios de salida de agua en la zona de los elementos de dosificación.
Este tipo de tubos de riego por goteo se usa en particular para el riego directo y selectivo de plantas en cultivos. Estos tubos de riego por goteo se pueden instalar en la zona de las plantas de forma superficial o subterránea. En la zona de las plantas individuales pueden estar dispuestos uno o varios elementos de dosificación que posibilitan la salida gota a gota del agua a través de un taladro realizado en la pared del tubo. El riego con este tipo de tubos de riego por goteo permite usar el agua de un modo muy ahorrativo y eficiente.
Los dispositivos para la fabricación de este tipo de tubos de riego por goteo son conocidos en múltiples formas. Así, por ejemplo, en el documento EP A 0 715 926 está representado un dispositivo para la fabricación de tubos de riego por goteo, en el que un cuerpo tubular se extruye mediante un dispositivo de extrusión. Este cuerpo tubular extruido se calibra según el diámetro deseado y se enfría. En el cuerpo tubular se insertan los elementos de dosificación que se presionan contra la pared del tubo y se sueldan con éste. El cuerpo tubular, provisto de estos elementos de dosificación, pasa a un dispositivo de perforación, en el que la pared del tubo se provee en la zona de los elementos de dosificación respectivamente de un taladro continuo, a través del que puede salir gota a gota el agua dosificada mediante los elementos de dosificación durante el riego. El tubo de riego por goteo fabricado de este modo se enrolla a continuación, por ejemplo, en un dispositivo de enrollado, para el transporte ulterior.
Al fabricarse este tipo de tubos de riego por goteo, los orificios de salida de agua se han de realizar en una posición exacta respecto al elemento de dosificación correspondiente mediante el dispositivo de perforación. En el caso del dispositivo conocido que se describe arriba, el orificio de salida se perfora en el cuerpo tubular después de atravesar el dispositivo de enfriamiento. Esto significa que esta operación se lleva a cabo en un período de tiempo relativamente largo después de insertarse los elementos de dosificación en el cuerpo tubular extruido y unirse estos elementos de dosificación con la pared del cuerpo tubular. En el caso particular de los tubos de pared gruesa se puede determinar fácilmente la posición del respectivo elemento de dosificación dentro del cuerpo tubular mediante el control de la fuerza de apriete del rodillo contra el lado exterior de la pared del tubo en la zona de unión del elemento de dosificación con la pared o su movimiento de desviación durante el paso de un elemento de dosificación. Una señal correspondiente se emite al dispositivo de perforación, pero el taladro se realiza con retardo, en dependencia de la velocidad de paso del cuerpo tubular y de la distancia entre el dispositivo de perforación y el rodillo de presión, pudiéndose originar aquí errores, por ejemplo, debido a una variación de la longitud del cuerpo tubular por una mayor solicitación a tracción.
Además, el taladro se realiza en el cuerpo tubular completamente endurecido y enfriado.
Por tanto, el objetivo de la presente invención es configurar un dispositivo para la fabricación de un tubo de riego por goteo de modo que el taladro se pueda posicionar con la mayor exactitud posible respecto al elemento de dosificación y el taladro se pueda realizar con el menor consumo de energía posible.
Según la invención, este objetivo se consigue al estar situado el dispositivo para presionar y unir los elementos de dosificación en el cuerpo tubular en una cámara de enfriamiento previo, al estar situada a continuación de la cámara de enfriamiento previo otra cámara, en la que está situado un dispositivo de perforación, al estar situada la cámara de enfriamiento principal a continuación de la otra cámara y al estar insertado el dispositivo de calibración entre la otra cámara y la cámara de enfriamiento principal.
Con esta configuración según la invención se consigue un dispositivo, en el que se puede mantener lo más pequeño posible el intervalo desde la determinación de la posición de los elementos de dosificación dentro del cuerpo tubular mediante el rodillo de presión respecto al dispositivo de perforación. El cuerpo tubular, guiado por delante del dispositivo de perforación, se enfría sólo ligeramente en la cámara de enfriamiento previo y este cuerpo tubular presenta aún una temperatura relativamente alta al pasar a través del dispositivo de perforación y, por consiguiente, la solidez del material del cuerpo tubular es también pequeña. Cuando se usa un dispositivo de perforación por láser para realizar el taladro en el cuerpo tubular, la demanda de energía es menor, ya que la temperatura de fusión del material del cuerpo tubular se puede alcanzar muy rápido en la zona del rayo láser.
El orificio de entrada y el orificio de salida de la cámara de enfriamiento previo para el cuerpo tubular están provistos ventajosamente en cada caso de una junta. De este modo se mantiene pequeña la cantidad de agua que sale de la cámara de enfriamiento previo en la zona del orificio de entrada y del orificio de salida.
Un recipiente colector está dispuesto ventajosamente para recoger el medio refrigerante que sale a través del orificio de entrada de la cámara de enfriamiento previo, y la cámara intermedia está provista de un desagüe para evacuar el medio refrigerante que penetra a través del orificio de salida. De este modo, el medio refrigerante que sale se puede recoger y conducir nuevamente al circuito.
Otra configuración ventajosa de la invención consiste en que los elementos de dosificación se presionan contra el lado interior de la pared del cuerpo tubular mediante una cinta de guía, sobre la que se pueden alimentar los elementos de dosificación al cuerpo tubular, y un rodillo que se puede presionar contra el lado exterior del cuerpo tubular. El rodillo está equipado aquí con un sensor que al levantarse el rodillo durante el paso de un elemento de dosificación emite una señal a una unidad de control que emite, por su parte, una señal al dispositivo de perforación. De este modo se obtiene una construcción simple del dispositivo.
En la otra cámara está situado ventajosamente un dispositivo de aspiración que permite aspirar los vapores y gases que se generan en la otra cámara debido a la perforación por láser.
En la cámara de enfriamiento está aplicada ventajosamente una presión negativa respecto a la presión ambiente y esto evita que el cuerpo tubular se comprima en esta zona.
Una realización del dispositivo según la invención para la fabricación de un tubo de riego por goteo se explica detalladamente a continuación a modo de ejemplo por medio del dibujo adjunto.
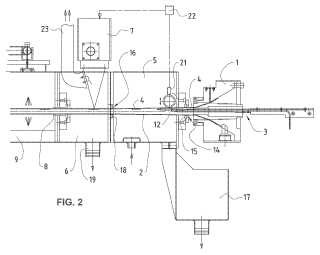
Muestra: Fig. 1 en representación esquemática, el dispositivo según la invención para la fabricación de un tubo de riego por goteo; y Fig. 2 en representación esquemática, una vista en corte a través del dispositivo de extrusión, la cámara de enfriamiento previo y la otra cámara, en la que está situado el dispositivo de perforación.La figura 1 muestra esquemáticamente la estructura del dispositivo para la fabricación de tubos de riego por goteo. En un dispositivo de extrusión 1 se extruye de manera conocida un cuerpo tubular 2 (figura 2) , estando hecho el material de un plástico termoplástico. Esta extrusión del cuerpo tubular se lleva a cabo continuamente. Mediante un dispositivo 3 para insertar elementos de dosificación 4 (figura 2) , estos se insertan de manera conocida en el cuerpo tubular extruido, en el que se presionan a una distancia continua contra la pared interior del cuerpo tubular extruido 2 y se unen con éste. El cuerpo tubular extruido 2 con los elementos de dosificación... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para la fabricación de un tubo de riego por goteo que comprende un dispositivo de extrusión (1) para extrudir un cuerpo tubular (2) hecho de un plástico termoplástico, un dispositivo (3) para insertar elementos de dosificación (4) en el cuerpo tubular extruido (2) y para presionar y unir los elementos de dosificación
(4) en el cuerpo tubular (2) , dispositivos de calibración (8) para calibrar el cuerpo tubular extruido (2) según la forma exterior deseada, dispositivos de enfriamiento (5, 9) para enfriar el cuerpo tubular extruido (2) con medios refrigerantes y un dispositivo de perforación (7) para realizar orificios de salida de agua en la zona de los elementos de dosificación (4) , caracterizado porque el dispositivo para presionar y unir los elementos de dosificación (4) en el cuerpo tubular (2) está situado en una cámara de enfriamiento previo (5) , porque a continuación de la cámara de enfriamiento previo (5) está situada otra cámara (6) , en la que está situado el dispositivo de perforación (7) , porque la cámara de enfriamiento principal (9) está situada a continuación de la otra cámara (6) y porque el dispositivo de calibración (8) está situado entre la otra cámara (6) y la cámara de enfriamiento principal (9) .
2. Dispositivo según la reivindicación 1, caracterizado porque el orificio de entrada (14) y el orificio de salida (16) de la cámara de enfriamiento previo (5) para el cuerpo tubular (2) están provistos en cada caso de una junta (15, 18) .
3. Dispositivo según la reivindicación 2, caracterizado porque un recipiente colector (17) está dispuesto para recoger el medio refrigerante que sale de la cámara de enfriamiento previo (5) a través del orificio de entrada
(14) y porque la otra cámara (6) está provista de un desagüe (19) para evacuar el medio refrigerante que penetra a través del orificio de salida (16) .
4. Dispositivo según una de las reivindicaciones 1 a 3, caracterizado porque los elementos de dosificación (4) se presionan contra el lado interior de la pared del cuerpo tubular (2) mediante una cinta de guía (12) , sobre la que se pueden alimentar los elementos de dosificación (4) al cuerpo tubular (2) , y mediante un rodillo
(13) que se puede presionar contra el lado exterior del cuerpo tubular (2) .
5. Dispositivo según la reivindicación 4, caracterizado porque el rodillo (13) está equipado con un sensor (21) que al levantarse el rodillo (13) durante el paso de un elemento de dosificación (4) emite una señal a una unidad de control (22) que emite, por su parte, una señal al dispositivo de perforación (7) .
6. Dispositivo según una de las reivindicaciones 1 a 5, caracterizado porque el dispositivo de perforación (7) está configurado como dispositivo de perforación por láser.
7. Dispositivo según la reivindicación 6, caracterizado porque en la otra cámara (6) está situado un dispositivo de aspiración (23) .
8. Dispositivo según una de las reivindicaciones 1 a 7, caracterizado porque en la cámara de enfriamiento principal (9) está aplicada una presión negativa respecto a la presión ambiente.
REFERENCIAS CITADAS EN LA DESCRIPCIÓN
Esta lista de referencias citadas por el solicitante es únicamente para la comodidad del lector. No forma parte del documento de la patente europea. A pesar del cuidado tenido en la recopilación de las referencias, no se pueden excluir errores u omisiones y la EPO niega toda responsabilidad en este sentido.
Documentos de patente citados en la descripción
• EP 0715926 A [0003]
Patentes similares o relacionadas:
Refuerzo de tela recubierta de poliolefina y placas cementicias reforzadas con el mismo, del 20 de Febrero de 2019, de Saint-Gobain ADFORS Canada, Ltd: Un refuerzo de tela de fibra de vidrio que comprende: a) una tela de vidrio que tiene múltiples hilos que contienen filamentos de vidrio; y b) un recubrimiento […]
Disposición de tubo de protección con una pluralidad de fibras ópticas y un elemento hinchable en agua, del 20 de Febrero de 2019, de DRAKA COMTEQ B.V.: Disposición de tubo de protección , que comprende: una pluralidad de fibras ópticas ; un tubo de protección extrudido envolviendo dichas fibras […]
Gotero integrado con una reserva de salida alargada, del 18 de Octubre de 2018, de Rivulis Plastro Ltd: Un goteador plano discreto que es adecuado para ser instalado integralmente dentro de una manguera, que comprende un componente de […]
Composición de elastómero termoplástico para encapsulación, del 28 de Septiembre de 2018, de SAINT-GOBAIN GLASS FRANCE: Composición termoplástica para el sobremoldeo de un elastómero sobre un sustrato de vidrio mineral, que comprende: (a) de 50 a 70% en peso de al menos […]
Procedimiento para fabricar una pieza cilíndrica en forma alargada, del 22 de Noviembre de 2017, de UPONOR INNOVATION AB: Procedimiento para fabricar una pieza en forma de barra en el que - se extruye un perfil hueco de metal, - el perfil metálico hueco […]
Procedimientos de fabricación de un hilo, productos previos de hilos con múltiples capas e hilos, del 22 de Noviembre de 2017, de General Cable Industries, Inc: Procedimiento de fabricación de un hilo, que comprende: extruir un polímero receptor reticulable, sustancialmente libre de agente de curado, alrededor de un núcleo […]
Procedimiento y dispositivo para medir la temperatura de un material en forma de hilo, del 11 de Octubre de 2017, de SIKORA AG: Procedimiento para medir la temperatura de un material en forma de hilo que se ha de calentar a una temperatura nominal, caracterizado por las etapas: - el material […]
Procedimiento para producir un perfil de extrusión reforzado con fibras, del 12 de Julio de 2017, de REHAU AG + CO: Procedimiento para producir un perfil de extrusión reforzado con fibras, - en el que en primer lugar se saca de un rollo de cinta al menos […]