ÁRBOL DE LEVAS FABRICADO MEDIANTE TÉCNICAS DE SOLDADURA, PROCEDIMIENTOS PARA SU FABRICACIÓN ASÍ COMO LEVAS REQUERIDAS PARA ELLO.
Árbol de levas fabricado con varias levas fijadas sobre un árbol cada una mediante por lo menos una soldadura,
siendo el árbol de un primer acero de bajo contenido en carbono, y en el que una zona de las levas que presenta una superficie de deslizamiento de los balancines templada o templable es de un acero de alto contenido en carbono, caracterizado porque las levas propiamente dichas están compuestas de dos materiales diferentes, concretamente el acero de alto contenido en carbono y un segundo acero de bajo contenido en carbono que puede soldarse bien con el acero del árbol, empleándose el segundo acero de bajo contenido en carbono por lo menos en una zona afectada por la soldadura
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CH2002/000319.
Solicitante: MERZ, KARL.
Nacionalidad solicitante: Suiza.
Dirección: HOHENWEG 14 CH-5734 REINACH/AG SUIZA.
Inventor/es: MERZ, KARL.
Fecha de Publicación: .
Fecha Solicitud PCT: 13 de Junio de 2002.
Clasificación Internacional de Patentes:
- B23K31/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 31/00 Procedimientos derivados de la presente subclase, especialmente adaptados a objetos o a fines particulares, pero no cubiertos por uno solo de los grupos principales B23K 1/00 - B23K 28/00 (fabricación de tubos o de perfiles que comportan operaciones distintas a las de soldadura sin fusión o soldadura B21C 37/04, B21C 37/08). › relativos a la soldadura sin fusión o la soldadura (en la fabricación de circuitos impresos H05K 3/34).
- F01L1/047 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F01 MAQUINAS O MOTORES EN GENERAL; PLANTAS MOTRICES EN GENERAL; MAQUINAS DE VAPOR. › F01L VÁLVULAS DE FUNCIONAMIENTO CÍCLICO PARA MÁQUINAS O MOTORES. › F01L 1/00 Sistemas de distribución mediante válvulas, p. ej. válvulas que se alzan (válvulas que se alzan y sus asientos en sí F01L 3/00; sistemas de distribución mediante correderas F01L 5/00; con accionamiento no mecánico F01L 9/00; dispositivos para válvulas en el pistón o en el vástago del pistón F01L 11/00; modificaciones del sistema de distribución para permitir la inversión del sentido de marcha, el frenado, el arranque, el cambio de la relación de compresión o cualquier otra operación determinada F01L 13/00). › Ejes de levas.
- F16H53/02B
Clasificación PCT:
- B23K31/02 B23K 31/00 […] › relativos a la soldadura sin fusión o la soldadura (en la fabricación de circuitos impresos H05K 3/34).
- F01L1/00 F01L […] › Sistemas de distribución mediante válvulas, p. ej. válvulas que se alzan (válvulas que se alzan y sus asientos en sí F01L 3/00; sistemas de distribución mediante correderas F01L 5/00; con accionamiento no mecánico F01L 9/00; dispositivos para válvulas en el pistón o en el vástago del pistón F01L 11/00; modificaciones del sistema de distribución para permitir la inversión del sentido de marcha, el frenado, el arranque, el cambio de la relación de compresión o cualquier otra operación determinada F01L 13/00).
- F16H53/00 F […] › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16H TRANSMISIONES. › Levas o ruletas seguidoras de levas, p. ej. rodillos para mecanismos de transmisión.
Clasificación antigua:
- B23K31/02 B23K 31/00 […] › relativos a la soldadura sin fusión o la soldadura (en la fabricación de circuitos impresos H05K 3/34).
- F01L1/00 F01L […] › Sistemas de distribución mediante válvulas, p. ej. válvulas que se alzan (válvulas que se alzan y sus asientos en sí F01L 3/00; sistemas de distribución mediante correderas F01L 5/00; con accionamiento no mecánico F01L 9/00; dispositivos para válvulas en el pistón o en el vástago del pistón F01L 11/00; modificaciones del sistema de distribución para permitir la inversión del sentido de marcha, el frenado, el arranque, el cambio de la relación de compresión o cualquier otra operación determinada F01L 13/00).
- F16H53/00 F16H […] › Levas o ruletas seguidoras de levas, p. ej. rodillos para mecanismos de transmisión.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2362207_T3.pdf



Fragmento de la descripción:
ASPECTO TÉCNICO
La presente invención se refiere a un árbol de levas fabricado conforme al preámbulo de la reivindicación 1.
Un árbol de levas de esta clase se da a conocer en el documento DE 33 46 056.
La invención se refiere también a procedimientos de fabricación para un árbol de levas de este tipo así como a las levas requeridas para ello.
ESTADO DE LA TÉCNICA
En el estado de la técnica ya se han descrito repetidas veces árboles de levas fabricados, con levas fijadas sobre un árbol mediante técnicas de soldadura. Por los documentos US 4.983.797 A 1 así como por el DE 34 33 595 A1 se conoce también el empleo de un láser para la realización de la unión soldada. Los documentos citados parten aparentemente de que la soldadura no ofrece problemas importantes, y en cualquier caso no mencionan explícitamente tales problemas.
En la práctica se ha comprobado sin embargo que la soldadura no es tan fácil, debido a los materiales que se han de emplear para las levas, en general aceros templables de alto contenido en carbono, y que por lo tanto no se pueden realizar sin más unas uniones soldadas duraderas que satisfagan los requisitos de los motores de combustión interna. En consecuencia tampoco se han podido imponer hasta ahora las uniones soldadas para árboles de levas fabricados. Se están empleando todavía árboles de levas muy caros, fabricados de una sola pieza mediante técnica de forja u otros en los que las levas individuales van fijadas sobre un árbol mediante una unión positiva y por adherencia, mediante técnica térmica y/o mediante el empleo del procedimiento de alta presión interna.
Por el documento DE 3743816 C2 se conoce una leva para un árbol de levas fabricado en el cual en el vértice de la leva va empotrado un postizo de metal duro que va unido con el restante material de la leva por soldadura blanda, y que en la zona del vértice de la leva soporta mejor una presión superficial más elevada. En cuanto a la fijación de las levas sobre el árbol no se dice nada.
EXPOSICIÓN DE LA INVENCIÓN
El objetivo de la presente invención es describir cómo se puede conseguir de forma económica en un árbol de levas fabricado de la clase citada inicialmente una unión soldada que satisfaga las cargas permanentes que aparecen en la práctica.
Este objetivo se resuelve con respecto al árbol de levas de acuerdo con la invención aplicando las medidas identificadas en la reivindicación 1. La solución conforme a la invención consiste por lo tanto en el empleo de levas que estén compuestas por un mínimo de dos materiales diferentes, y para las cuales se emplea por lo menos en una zona afectada por la soldadura respectivamente un segundo acero de bajo contenido en carbono que pueda soldarse bien con el acero del árbol.
Los diferentes materiales de las levas se pueden unir entre sí mediante técnicas de soldadura blanda, plaqueado, acoplamiento positivo, acoplamiento por adherencia, acoplamiento positivo y por adherencia, pegado, remachado y/o mediante técnicas de soldadura, pero en especial técnicas de soldadura por resistencia empleando presión y/o técnicas de soldadura por fricción. En el caso de la soldadura por resistencia aplicando presión y/o la soldadura por fricción se puede impedir en particular la formación de micro grietas y/o macro grietas gracias a la presión aplicada.
De acuerdo con una primera forma de realización preferente, las levas presentan un núcleo que comprende la superficie de deslizamiento de los balancines, y que es de acero de alto contenido en carbono, que en dirección axial está dispuesto entre por lo menos dos elementos de forma anular y/o de sector anular, soldados al árbol, del segundo acero de bajo contenido en carbono.
A la inversa, las levas pueden presentar un núcleo soldado con el árbol, del segundo acero de bajo contenido en carbono, que en dirección axial está dispuesto entre dos elementos de forma anular que rodean la superficie de deslizamiento de los balancines, compuestos del acero de alto contenido en carbono.
De acuerdo con otra forma de realización, las levas también pueden presentar una estructura a base de por lo menos dos capas, presentando una capa exterior que comprende la superficie de deslizamiento de los balancines, de acero de alto contenido en carbono, así como por lo menos una capa interior soldada con el árbol, del segundo acero de bajo contenido en carbono.
Por último, también son posibles las formas de transición entre estas variantes.
Preferentemente, la parte o las partes de las levas del segundo acero de bajo contenido en carbono están soldadas con el árbol en todo su contorno. De este modo se consigue un alto grado de estabilidad de las levas.
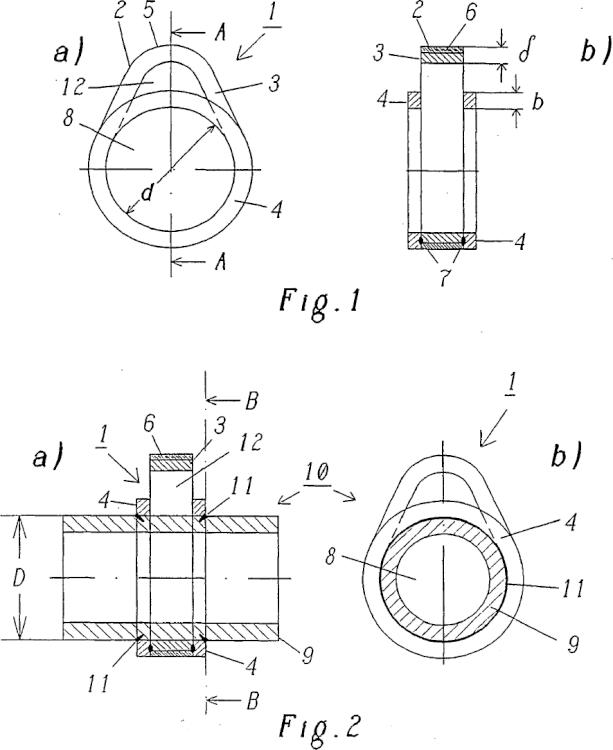
De una forma especialmente económica se pueden fabricar las partes de las levas que forman o comprenden las superficies de deslizamiento de los balancines a partir de unas bandas perfiladas curvadas, en cuyo caso la o las bandas perfiladas quedan separadas del árbol preferentemente en la zona del vértice de las levas, con el fin de ahorrar peso y material. Los extremos que coinciden a tope de la o de las bandas perfiladas pueden estar soldados entre sí, en particular mediante una técnica de soldadura por resistencia con aplicación de presión. Pero también sería posible que los extremos que coinciden a tope únicamente estén unidos entre sí por medio de la o las partes de las levas del segundo acero de bajo contenido en carbono. En este caso puede ser especialmente ventajoso si los extremos que se tocan estén realizados solapados entre sí en dirección periférica.
De acuerdo con otra forma de realización, las partes de las levas que forman o comprenden las superficies de deslizamiento de los balancines también pueden estar realizadas de una sola pieza, o rodeando el árbol por ejemplo ceñidos en todo su perímetro.
La aplicación de la soldadura para la fijación de las levas sobre el árbol se puede simplificar, previendo por lo menos en una de las zonas afectadas por la soldadura o en la o las partes del segundo acero de bajo contenido en carbono contiguo al árbol, un anillo de pie, realizando la soldadura a través de este anillo de pie.
El primer acero de bajo contenido en carbono utilizado para el árbol y/o el segundo acero de bajo contenido en carbono empleado para las levas debería presentar un contenido en carbono inferior al 0,5%. En cambio, para el acero de alto contenido en carbono empleado para la superficie de deslizamiento de los balancines sobre las levas, puede presentar un contenido en carbono superior al 0,5%, en particular sin embargo superior al 0,75%, para presentar unas propiedades buenas y suficientes de templabilidad.
En cuanto a la técnica de proceso, el problema antes citado se resuelve conforme a la invención mediante por lo menos uno de los procedimientos según las reivindicaciones 15 a 19.
En el procedimiento según la reivindicación 15, las superficies de deslizamiento de los balancines sobre las levas ya se templan antes del ensamblado hasta su así denominada dureza de reticulación (por ejemplo a 64 HRc++) y adicionalmente eventualmente se revienen. De este modo se evita de modo ventajoso que resulte una carga térmica para la totalidad del árbol de levas que podría dar lugar a una distorsión del árbol.
Debido al bajo contenido en carbono del material de las levas del segundo acero de bajo contenido en carbono y del acero de bajo contenido en carbono del árbol se evita al soldarlos entre sí que se produzca un endurecimiento en la zona del cordón de soldadura o de la llamada zona de influencia térmica. Por este motivo tampoco se llega a producir un ensanchamiento del intersticio de junta, unido a la aparición de grietas finas. De acuerdo con la reivindicación 16, la soldadura se puede realizar por este motivo a la temperatura ambiente de las piezas que se han de soldar entre sí. No es necesario precalentar los árboles para evitar unas tensiones térmicas demasiado altas. Tampoco se precisa un calentamiento posterior del árbol de levas ensamblado con el fin de reducir una dureza excesiva de los cordones de soldadura, con lo cual se evita finalmente que se produzca una alteración de la dureza de las superficies de deslizamiento de los balancines sobre las levas que han sido templadas previamente. La soldadura de las levas se puede realizar de la forma descrita con un proceso seguro. No es necesario comprobar permanentemente la calidad... [Seguir leyendo]
Reivindicaciones:
1. Árbol de levas fabricado con varias levas fijadas sobre un árbol cada una mediante por lo menos una soldadura, siendo el árbol de un primer acero de bajo contenido en carbono, y en el que una zona de las levas que presenta una superficie de deslizamiento de los balancines templada o templable es de un acero de alto contenido en carbono,
caracterizado porque
las levas propiamente dichas están compuestas de dos materiales diferentes, concretamente el acero de alto contenido en carbono y un segundo acero de bajo contenido en carbono que puede soldarse bien con el acero del árbol, empleándose el segundo acero de bajo contenido en carbono por lo menos en una zona afectada por la soldadura.
2. Árbol de levas según la reivindicación 1,
caracterizado porque
los distintos materiales de las levas están unidos entre sí mediante una técnica de soldadura blanda, plaqueado, con acoplamiento positivo, acoplamiento de fuerza, acoplamiento positivo y de fuerza, pegado, remachado y/o mediante una técnica de soldadura, en particular una técnica de soldadura por resistencia con aplicación de presión y/o una técnica de soldadura por fricción.
3. Árbol de levas según una de las reivindicaciones 1 o 2,
caracterizado porque
las levas presentan un núcleo del acero de alto contenido en carbono que comprende la superficie de deslizamiento de los balancines, que está dispuesto en dirección axial entre por lo menos dos elementos del segundo acero de bajo contenido en carbono, de forma anular y/o de segmento anular, soldados con el árbol.
4. Árbol de levas según una de las reivindicaciones 1 a 3,
caracterizado porque
las levas tienen una estructura de por lo menos dos capas, siendo una capa exterior que comprende la superficie de deslizamiento de los balancines, del acero de alto contenido en carbono, y por lo menos una capa interior soldada con el árbol, del segundo acero de bajo contenido en carbono.
5. Árbol de levas según la reivindicación 1 o 4,
caracterizado porque
las levas presentan un núcleo del segundo acero de bajo contenido en carbono, soldado con el árbol, que en dirección axial está situado entre dos elementos de forma anular que rodean la superficie de deslizamiento de los balancines, y son de acero de alto contenido en carbono.
6. Árbol de levas según una de las reivindicaciones 1 a 5,
caracterizado porque
la o las partes de las levas del segundo acero de bajo contenido en carbono están soldadas con el árbol en todo su perímetro.
7. Árbol de levas según una de las reivindicaciones 1 a 6,
caracterizado porque
las partes de las levas que forman o comprenden las superficies de deslizamiento de los balancines están fabricadas cada una de por lo menos una banda perfilada curvada, donde la o las bandas perfiladas están separadas del árbol preferentemente en la zona del vértice de las levas.
8. Árbol de levas según la reivindicación 7,
caracterizado porque
los extremos de la o de las bandas de perfil que coinciden a tope, están soldadas entre sí, en particular mediante una técnica de soldadura por resistencia con aplicación de presión.
9. Árbol de levas según la reivindicación 7,
caracterizado porque
los extremos de la o de las bandas de perfil que se unen a tope están unidas entre sí únicamente por medio de la o las partes de las levas del segundo acero de bajo contenido en carbono.
10. Árbol de levas según una de las reivindicaciones 7 a 9,
caracterizado porque
los extremos de la o de las bandas perfiladas que coinciden a tope están realizados solapándose entre sí en dirección periférica.
11. Árbol de levas según una de las reivindicaciones 1 a 6,
caracterizado porque
la o las partes de las levas que forman las superficies de deslizamiento de los balancines son de una sola pieza, rodeando preferentemente el árbol de forma ceñida en todo su perímetro.
12. Árbol de levas según una de las reivindicaciones 1 a 11,
caracterizado porque
por lo menos en una zona afectada por la soldadura está previsto en la o en las partes del segundo acero de bajo contenido en carbono contiguas al árbol, un anillo de pie, realizándose la soldadura a través de este anillo de pie.
13. Árbol de levas según una de las reivindicaciones 1 a 12,
caracterizado porque
el primer acero de bajo contenido en carbono empleado para el árbol y/o el segundo acero de bajo contenido en carbono empleado para las levas presenta un contenido en carbono inferior al 0,5%.
14. Árbol de levas según una de las reivindicaciones 1 a 13,
caracterizado porque
el acero de alto contenido en carbono empleado para la superficie de deslizamiento de los balancines en las levas presenta un contenido en carbono superior al 0,5%, pero en particular superior al 0,75%.
15. Procedimiento para la fabricación de un árbol de levas según una de las reivindicaciones 1 a 14,
caracterizado porque
las levas se templan antes del ensamblado y adicionalmente eventualmente se revienen. 16. Procedimiento para la fabricación de un árbol de levas según una de las reivindicaciones 1 a 14,
caracterizado porque
la soldadura para la fijación de las levas sobre el árbol se realiza estando las piezas que se van a soldar entre sí a temperatura ambiente.
17. Procedimiento para la fabricación de un árbol de levas según una de las reivindicaciones 1 a 14,
caracterizado porque
la soldadura para la fijación de las levas sobre el árbol se realiza mediante una técnica de láser.
18. Procedimiento para la fabricación de un árbol de levas según la reivindicación 15 para la fabricación de un árbol de levas según una de las reivindicaciones 1 a 14,
caracterizado porque
la soldadura para la fijación de las levas sobre el árbol se realiza con una velocidad de soldadura superior a 2 m/s, pero en particular superior a 4 m/s.
19. Procedimiento para la fabricación de un árbol de levas según una de las reivindicaciones 1 a 14,
caracterizado porque
antes de soldar las levas con el árbol, se fijan previamente sobre el árbol de modo que sus elementos del segundo acero de bajo contenido en carbono que se han de soldar con el árbol, se retacan con el árbol.
20. Levas tal como están definidas en una de las reivindicaciones 1 a 14.
Patentes similares o relacionadas:
Motor de combustión interna, del 10 de Julio de 2019, de AUDI AG: Motor de combustión interna con al menos un árbol de levas , así como un soporte del cojinete para el apoyo con posibilidad de giro del árbol de levas […]
 Motor para vehículos con sillín y vehículo con sillín, del 13 de Marzo de 2019, de YAMAHA HATSUDOKI KABUSHIKI KAISHA: Un motor para un vehículo para montar a horcajadas , que comprende:
un cilindro ;
una culata acoplada al cilindro ;
una cámara […]
Motor para vehículos con sillín y vehículo con sillín, del 13 de Marzo de 2019, de YAMAHA HATSUDOKI KABUSHIKI KAISHA: Un motor para un vehículo para montar a horcajadas , que comprende:
un cilindro ;
una culata acoplada al cilindro ;
una cámara […]
Aparato antidesbaste y procedimientos para reducir el desbaste de un árbol rotativo, del 2 de Agosto de 2017, de Towne, Raymond A: Un aparato que mejora la rotación de un árbol rotativo, alrededor de un eje, teniendo el árbol rotativo un par de desbaste cíclico […]
Procedimiento y dispositivo para el montaje de un compuesto, especialmente de un árbol de levas y una carcasa, del 12 de Octubre de 2016, de VOLKSWAGEN AKTIENGESELLSCHAFT: Dispositivo para el montaje de un compuesto, que está constituido por al menos un árbol que soporta elementos funcionales. Especialmente formado por el árbol […]
Conjunto de árbol de accionamiento, del 13 de Abril de 2016, de Delphi International Operations Luxembourg S.à r.l: Un conjunto de árbol de accionamiento para impartir una elevación a un elemento móvil, comprendiendo el conjunto una leva y un árbol ; comprendiendo la leva […]
 Árbol de levas construido para máquinas de combustión interna controladas por válvulas, del 22 de Diciembre de 2015, de AUDI AG: Árbol de levas construido para máquinas de combustión interna controladas por válvulas, en el que un cuerpo de buje que presenta al menos […]
Árbol de levas construido para máquinas de combustión interna controladas por válvulas, del 22 de Diciembre de 2015, de AUDI AG: Árbol de levas construido para máquinas de combustión interna controladas por válvulas, en el que un cuerpo de buje que presenta al menos […]
Estructura de órgano motor para válvula variable de motor, del 25 de Febrero de 2015, de KWANG YANG MOTOR CO., LTD.: Una estructura de órgano motor para válvula variable de motor, en la que el motor comprende un cárter , un bloque de cilindros […]
Sistema de motor, del 5 de Noviembre de 2014, de YAMAHA HATSUDOKI KABUSHIKI KAISHA: Sistema de motor que comprende: un motor de un cilindro; y un controlador configurado para controlar el motor de un cilindro, en el que el motor de un cilindro […]