PROCEDIMIENTO PARA LA FABRICACION DE UNA LEVA PARA UN ARBOL DE LEVAS.
Procedimiento para la fabricación de una leva (1) para un árbol de levas,
que comprende un árbol cilíndrico (2) y varias levas (1) fijadas sobre éste, caracterizado porque la leva (1) se fabrica a partir de varios trozos de banda perfilada (30, 35) mediante curvado y unión de estos trozos en dirección periférica
Tipo: Resumen de patente/invención. Número de Solicitud: W0100390CH.
Solicitante: MERZ, KARL.
Nacionalidad solicitante: Suiza.
Dirección: HIHENWEG 14,CH-5734 REINACH/AG.
Inventor/es: MERZ, KARL.
Fecha de Publicación: .
Fecha Concesión Europea: 26 de Agosto de 2009.
Clasificación PCT:
- B21D53/84 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de otras partes de motores, p. ej. bielas de conexión.
- B23P15/00 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase.
- F01L1/047 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F01 MAQUINAS O MOTORES EN GENERAL; PLANTAS MOTRICES EN GENERAL; MAQUINAS DE VAPOR. › F01L VÁLVULAS DE FUNCIONAMIENTO CÍCLICO PARA MÁQUINAS O MOTORES. › F01L 1/00 Sistemas de distribución mediante válvulas, p. ej. válvulas que se alzan (válvulas que se alzan y sus asientos en sí F01L 3/00; sistemas de distribución mediante correderas F01L 5/00; con accionamiento no mecánico F01L 9/00; dispositivos para válvulas en el pistón o en el vástago del pistón F01L 11/00; modificaciones del sistema de distribución para permitir la inversión del sentido de marcha, el frenado, el arranque, el cambio de la relación de compresión o cualquier otra operación determinada F01L 13/00). › Ejes de levas.
- F16D1/068 F […] › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16D ACOPLAMIENTOS PARA LA TRANSMISION DE MOVIMIENTOS DE ROTACION (transmisión para transmitir la rotación F16H, p. ej. transmisiones por fluidos F16H 39/00 - F16H 47/00 ); EMBRAGUES (embragues dinamo-eléctricos H02K 49/00; embragues que utilizan atracción electrostática H02N 13/00 ); FRENOS (sistemas de frenado electrodinámicos para vehículos, en general B60L 7/00; frenos dinamoeléctricos H02K 49/00). › F16D 1/00 Acoplamientos para establecer una unión rígida entre dos ejes coaxiales u otros elementos móviles de una máquina (montaje de las ruedas en los ejes de vehículos ferroviarios F16C 3/10). › plegado, soldado o procesos similares.
- F16H53/02 F16 […] › F16H TRANSMISIONES. › F16H 53/00 Levas o ruletas seguidoras de levas, p. ej. rodillos para mecanismos de transmisión. › Levas simples para ciclos de funcionamiento de una sola revolución; Arbol de levas para tales de levas.
Clasificación antigua:
- B21D53/84 B21D 53/00 […] › de otras partes de motores, p. ej. bielas de conexión.
- B23P15/00 B23P […] › Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase.
- F01L1/047 F01L 1/00 […] › Ejes de levas.
- F16D1/068 F16D 1/00 […] › plegado, soldado o procesos similares.
- F16H53/02 F16H 53/00 […] › Levas simples para ciclos de funcionamiento de una sola revolución; Arbol de levas para tales de levas.
Fragmento de la descripción:
Procedimiento para la fabricación de una leva para un árbol de levas.
Aspecto técnico
La presente invención se refiere a un procedimiento para la fabricación de una leva para un árbol de levas tal como tiene su aplicación por ejemplo en motores de combustión para automóviles, con un árbol cilíndrico y varias levas fijadas sobre el mismo.
Esta clase de árboles de levas compuestos por varias piezas individuales se están utilizando cada vez más en lugar de árboles de levas fabricados con técnicas de fundición o forja.
La invención se refiere a la fabricación de un árbol de levas mediante por lo menos el empleo de una leva de la nueva clase descrita a continuación.
Estado de la técnica
Para la fabricación de levas para árboles de levas se utiliza generalmente piezas brutas obtenidas cortando a longitud un material macizo en forma de barra. En éste se realiza entonces en primer lugar el orificio de paso para el árbol. Finalmente se brochan en el orificio de paso también ranuras orientadas axialmente, y se templa la superficie envolvente de las levas.
Para la fijación de las generalmente varias levas sobre el árbol se conocen en el estado de la técnica diferentes procedimientos:
En un primero de tales procedimientos se dota el árbol en la zona de las levas de una rosca laminada de paso cero que sobresale del diámetro del árbol.
Al calar a presión las levas sobre el árbol se produce un acoplamiento de ajuste positivo entre esta rosca y las ranuras axiales citadas de las levas, al agarrarse mutuamente entre sí los dos contornos. El procedimiento sin embargo ofrece varios inconvenientes:
- - Al laminar, los árboles se alargan y deforman de modo no despreciable. Por eso es preciso que a continuación cada árbol se acorte a su medida teórica y se vuelva a corregir la deformación mediante un enderezado. Los puntos de apoyo de las levas solamente se pueden rectificar a su medida final después de haber calado a presión las levas. Las tolerancias que surgen deben tenerse en cuenta mediante una sobremedida de por lo menos 0,5 mm.
- - Las levas se deforman al calarlas a presión, donde éste así llamado crecimiento de las levas varía y no se puede controlar bien. Esto también condiciona el mecanizado posterior de cada una de las levas mediante rectificado. Esto da lugar a un arranque de material irregular a lo largo del perímetro según la deformación de la leva. Una zona templada superficialmente producida previamente por inducción con un grueso uniforme queda por lo tanto con un grueso irregular. Dado que generalmente se especifica un grosor mínimo para esta zona templada, también se deberá sobredimensionar ésta de entrada.
- - A calar a presión las levas puede suceder que éstas se vuelquen un poco porque los sistemas de ranuras citados no dan lugar forzosamente a un asiento recto de las levas sobre el árbol. Entonces las levas se balancean un poco. A esto hay que añadir que el borde anterior en el sentido del calado a presión tiene su orificio siempre dotado de un chaflán, lo que acorta la longitud axial de la leva que es importante para la alineación y el asiento de las levas. También estas tolerancias se han de tener en cuenta mediante una sobremedida suficiente, y se han de volver a eliminar a continuación mediante rectificado.
- - Durante el calado a presión forzoso de las levas existe el riesgo de que se formen grietas en las levas, lo que es una fuente de rechazo.
- - La fabricación cuesta bastante tiempo debido al gran número de operaciones necesarias y al considerable grado de mecanizado de repaso después de caladas a presión las levas.
En otro procedimiento se realiza entre las levas y el árbol un asiento de contracción. En este caso se elige el orificio de las levas de diámetro algo más reducido que el diámetro exterior del árbol. Las levas se deslizan entonces en estado caliente sobre el árbol que ha sido subenfriado. Una vez que se haya igualado la temperatura de las piezas se obtiene el deseado asiento de contracción. Pero éste por lo general no es suficientemente fuerte para soportar los pares de giro que aparecen en las levas por ejemplo en un motor de automóvil. Por este motivo generalmente se necesita un dentado adicional, semejante al del procedimiento antes descrito.
En otro procedimiento se aplica en el árbol, realizado en forma de tubo, una alta presión interior después de haber deslizado encima las levas, con lo cual se dilata y entonces también se obtiene un asiento a presión de las levas sobre el árbol. Dado que el árbol se dilata en la zona situada entre las levas incluso por encima del diámetro interior de las levas, es preciso que al menos las zonas de apoyo situadas en estas zonas se sometan a un trabajo de repaso considerable mediante rectificado.
El documento WO 96/27076 A da a conocer un procedimiento para la fabricación de una leva para un árbol de levas, que comprende un árbol cilíndrico y varias levas fijadas sobre el mismo, en cuyo procedimiento la leva se fabrica a partir de una banda de perfil alargada cuyos extremos se curvan para unirse.
Por el documento GB 275 842 A se conoce en un procedimiento para la fabricación del árbol de levas el hecho de fijar las levas sobre un árbol utilizando una técnica de soldadura.
Exposición de la invención
La presente invención se plantea en primer lugar el objetivo de describir un procedimiento para la fabricación de una leva de la clase citada inicialmente, mediante el cual se puedan producir levas para árboles de levas con suficiente resistencia y en particular de modo más rápido y económico. De acuerdo con la invención se resuelve este objetivo por medio de una leva tal como está definida en la reivindicación 1 y en la que la leva se produce a partir de varios trozos de banda perfilada mediante curvado y unión entre sí de estos trozos en dirección periférica.
La invención se plantea además el objetivo de describir un procedimiento para la fabricación de un árbol de levas mediante el empleo de por lo menos una de tales levas, que también se pueda realizar de forma racional y más rápida, en la que se pueda prescindir esencialmente de las operaciones de mecanizado posterior y que de este modo sea en conjunto más económico. Este objetivo se resuelve conforme a la reivindicación 14 por el hecho de que la leva va fijada sobre el árbol mediante una técnica de soldadura.
Las ventajas y por lo tanto realizaciones preferidas y perfeccionamientos del objeto de la invención se describen respectivamente en las reivindicaciones dependientes.
Las ventajas obtenidas mediante la invención son principalmente las siguientes:
La fabricación de las levas es sumamente sencilla, racional, rápida y económica y se puede efectuar de modo totalmente automatizado partiendo de uno o varios trozos de banda perfilada sencillos, eventualmente algo preconformados y preferentemente cortados a longitud de un material continuo.
Si las levas se fijan sobre el árbol conforme al procedimiento objeto de la invención mediante una técnica de soldadura, en particular por soldadura por resistencia, soldadura láser o de chorro electrónico, se puede prescindir de la laminación de los árboles y por lo tanto tampoco se produce ningún incremento de longitud de los árboles ni ninguna deformación causada por ello. Al aplicar y soldar las levas sobre los árboles tampoco se produce ningún crecimiento de las levas, por lo que tanto los árboles como también las levas se pueden mecanizar a su dimensión final o al menos aproximadamente a ésta antes del ensamblado, salvo pocas centésimas de milímetro (near endshape). Desaparece el costoso mecanizado posterior por medio de rectificado o éste se reduce al mínimo. Por este motivo los árboles y las levas no se tienen que sobredimensionar de modo importante antes de realizar su unión. Al evitarse también un arranque de material desigual de las zonas de temple superficial éstas tampoco se tienen que sobredimensionar, al menos no de forma importante.
Los árboles de levas resultantes se pueden fabricar de modo sumamente racional y económico en comparación con las antes conocidas, en menor tiempo con aplicación de un número menor de operaciones, en particular con menos trabajos de repaso, con alta precisión y con pocos rechazos.
Existe gran libertad para la elección de los materiales para...
Reivindicaciones:
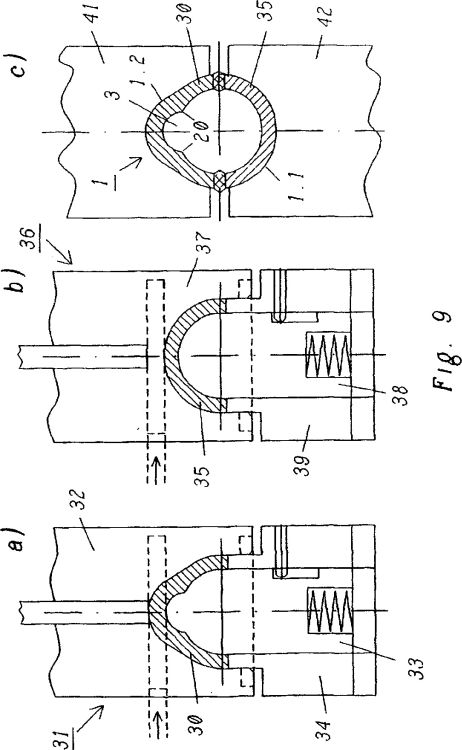
1. Procedimiento para la fabricación de una leva (1) para un árbol de levas, que comprende un árbol cilíndrico (2) y varias levas (1) fijadas sobre éste, caracterizado porque la leva (1) se fabrica a partir de varios trozos de banda perfilada (30, 35) mediante curvado y unión de estos trozos en dirección periférica.
2. Procedimiento según la reivindicación 1, caracterizado porque los trozos de banda perfilada (30, 35) se curvan de tal modo que lleguen a asentar sobre el árbol (2) con por lo menos un primer tramo longitudinal (1.1), y sobresalgan del árbol (2) con por lo menos un segundo tramo longitudinal (1.2).
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque los trozos de banda perfilada (30, 35) se curvan de tal modo que sus extremos se unen por las superficies a tope o solapados, y porque antes de terminar de doblarlos los extremos preferentemente se conforman adecuadamente para ello.
4. Procedimiento según una de las reivindicaciones 1-3, caracterizado porque el primer tramo longitudinal (1.2) de los trozos de banda perfilada (30, 35) está dotado en su cara interior que va a asentar sobre el árbol de unos nervios (12) eventualmente templados.
5. Procedimiento según la reivindicación 4, caracterizado porque los nervios (12) se configuran de tal modo que en estado curvado cerrado transcurren en dirección axial o forman una rosca.
6. Procedimiento según una de las reivindicaciones 1-5, caracterizado porque en la zona de transición entre el por lo menos un primer (1.1) y el por lo menos segundo tramo longitudinal (1.2) se forma un hombro (20) que en estado terminado de curvar sobresale hacia el interior.
7. Procedimiento según una de las reivindicaciones 1-6, caracterizado porque la leva (1) se dota en la zona de la unión a tope de los extremos de los trozos de banda perfilada (30, 35) de una escotadura (21) para el cordón de soldadura.
8. Procedimiento según una de las reivindicaciones 1-7, caracterizado porque los trozos de banda perfilada (30, 35) se dotan lateralmente de un perfil de pie (16, 17) al menos a lo largo lateralmente de su primer tramo longitudinal (1.1).
9. Procedimiento según una de las reivindicaciones 4-8, caracterizado porque los nervios (12) y/o el hombro (20) y/o la escotadura para el cordón de soldadura (21) y/o el perfil de pie (16.17) se producen al menos parcialmente mediante una técnica de laminación antes de curvar los trozos de banda perfilada (30, 35).
10. Procedimiento según una de las reivindicaciones 1-9, caracterizado porque los trozos de banda perfilada (30, 35) se curvan alrededor de un macho de curvado (33, 38).
11. Procedimiento según una de las reivindicaciones 4-8 y 10, caracterizado porque los nervios (12) y/o los hombros (20) y/o la escotadura para el cordón de soldadura (21) y/o el perfil de pie (16, 17) se generan al menos parcialmente al curvar los trozos de banda perfilada (30, 35).
12. Procedimiento según una de las reivindicaciones 1-11, caracterizado porque los extremos de los trozos de banda perfilada (30, 35) se unen entre sí mediante una técnica de soldadura, en particular una técnica de soldadura láser o una técnica de soldadura por resistencia.
13. Procedimiento según las reivindicaciones 11 y 12, caracterizado porque la soldadura de los extremos de los trozos de banda perfilada (30, 35) se realiza de tal modo que la escotadura para el cordón de soldadura (21) aloje en su interior el cordón de soldadura que eventualmente se produzca.
14. Procedimiento para la fabricación de un árbol de levas empleando por lo menos una leva (1) según una de las reivindicaciones 1-13, caracterizado porque la leva (1) se fija sobre un árbol (2) mediante una técnica de soldadura.
15. Procedimiento según la reivindicación 14, caracterizado porque la soldadura se realiza sin aportación de material adicional, por medio de una soldadura de rayo láser o rayo de electrones.
16. Procedimiento según la reivindicación 15, con utilización de una leva (1) dotada de un perfil de pie (16, 17) según la reivindicación 8, caracterizado porque la leva (1) se suelda con el árbol (2) a lo largo de este perfil de pie (16, 17) y a través de éste.
17. Procedimiento según una de las reivindicaciones 14 a 16, caracterizado porque antes de soldarla, la leva (1) se fija previamente sobre el árbol (2) en su posición deseada y concretamente mediante unos puntos de técnica de soldadura, mediante un asiento de contracción térmica, mediante la aplicación de alta presión interior en el caso de un árbol de forma tubular y/o mediante un acoplamiento de fuerza de fricción dimensional o formal eventualmente limitado localmente.
18. Procedimiento según las reivindicaciones 14 a 17, caracterizado porque sobre el árbol (2) se colocan varias levas (1) una detrás de la otra, pero se sueldan al mismo tiempo con el árbol (2).
19. Procedimiento según la reivindicación 14, caracterizado porque la leva (1) se suelda con el árbol (2) con un procedimiento de soldadura por resistencia, estando la leva (1) sujeta en su posición deseada sobre el árbol (2) preferentemente mediante por lo menos uno de los electrodos de soldadura (10).
20. Procedimiento según la reivindicación 19 con empleo de una leva (1) según la reivindicación 4 ó 5 dotada de nervios (12) por su cara interior que va a asentar sobre el árbol, caracterizado porque durante la soldadura y en particular por medio de por lo menos un electrodo de soldadura (10) se ejerce de tal modo presión sobre la leva (1) que los nervios (12) quedan fundidos por el proceso de soldadura.
21. Procedimiento según la reivindicación 14 con empleo de una leva dotada de nervios (12) según la reivindicación 4 ó 5 por su cara interior que va a asentar sobre el árbol, caracterizado porque antes de efectuar la soldadura se ejerce de tal modo presión sobre la leva (1) que los nervios (12) de la leva (1) se clavan en el árbol y se forma un dentado mecánico entre la leva (1) y el árbol (2).
Patentes similares o relacionadas:
Motor de combustión interna, del 10 de Julio de 2019, de AUDI AG: Motor de combustión interna con al menos un árbol de levas , así como un soporte del cojinete para el apoyo con posibilidad de giro del árbol de levas […]
 Motor para vehículos con sillín y vehículo con sillín, del 13 de Marzo de 2019, de YAMAHA HATSUDOKI KABUSHIKI KAISHA: Un motor para un vehículo para montar a horcajadas , que comprende:
un cilindro ;
una culata acoplada al cilindro ;
una cámara […]
Motor para vehículos con sillín y vehículo con sillín, del 13 de Marzo de 2019, de YAMAHA HATSUDOKI KABUSHIKI KAISHA: Un motor para un vehículo para montar a horcajadas , que comprende:
un cilindro ;
una culata acoplada al cilindro ;
una cámara […]
Aparato antidesbaste y procedimientos para reducir el desbaste de un árbol rotativo, del 2 de Agosto de 2017, de Towne, Raymond A: Un aparato que mejora la rotación de un árbol rotativo, alrededor de un eje, teniendo el árbol rotativo un par de desbaste cíclico […]
Procedimiento y dispositivo para el montaje de un compuesto, especialmente de un árbol de levas y una carcasa, del 12 de Octubre de 2016, de VOLKSWAGEN AKTIENGESELLSCHAFT: Dispositivo para el montaje de un compuesto, que está constituido por al menos un árbol que soporta elementos funcionales. Especialmente formado por el árbol […]
Conjunto de árbol de accionamiento, del 13 de Abril de 2016, de Delphi International Operations Luxembourg S.à r.l: Un conjunto de árbol de accionamiento para impartir una elevación a un elemento móvil, comprendiendo el conjunto una leva y un árbol ; comprendiendo la leva […]
 Árbol de levas construido para máquinas de combustión interna controladas por válvulas, del 22 de Diciembre de 2015, de AUDI AG: Árbol de levas construido para máquinas de combustión interna controladas por válvulas, en el que un cuerpo de buje que presenta al menos […]
Árbol de levas construido para máquinas de combustión interna controladas por válvulas, del 22 de Diciembre de 2015, de AUDI AG: Árbol de levas construido para máquinas de combustión interna controladas por válvulas, en el que un cuerpo de buje que presenta al menos […]
Estructura de órgano motor para válvula variable de motor, del 25 de Febrero de 2015, de KWANG YANG MOTOR CO., LTD.: Una estructura de órgano motor para válvula variable de motor, en la que el motor comprende un cárter , un bloque de cilindros […]
Sistema de motor, del 5 de Noviembre de 2014, de YAMAHA HATSUDOKI KABUSHIKI KAISHA: Sistema de motor que comprende: un motor de un cilindro; y un controlador configurado para controlar el motor de un cilindro, en el que el motor de un cilindro […]