BLANCO EN FORMA DE TUBO Y PROCEDIMIENTO DE FABRICACION DE UN BLANCO DE ESTE TIPO.
Blanco en forma de tubo para una instalación de pulverización catódica,
con un material de pulverización con forma de tubo y un tubo de soporte, en el cual el material de pulverización presenta una sección transversal en forma de anillo circular y rodea de forma concéntrica un tramo de la longitud del tubo de soporte y en el cual el tubo de soporte sobresale del material de pulverización en por lo menos uno de los dos extremos del blanco para la conexión con la instalación de pulverización catódica, caracterizado porque la por lo menos una parte del tubo de soporte, que sobresale del material de pulverización, es un componente separable mediante por lo menos una unión a rosca
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E01129511.
Solicitante: W.C. HERAEUS GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: HERAEUSSTRASSE 12-14,63450 HANAU.
Inventor/es: HECK, RALF, LUPTON, DAVID FRANCIS, DR., STENGER, BERND, WARKENTIN,OLIVER,DR.
Fecha de Publicación: .
Fecha Solicitud PCT: 11 de Diciembre de 2001.
Fecha Concesión Europea: 2 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- C23C14/34B
- H01J37/34B
Clasificación PCT:
- C23C14/34 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 14/00 Revestimiento por evaporación en vacío, pulverización catódica o implantación de iones del material que constituye el revestimiento. › Pulverización catódica.
- H01J37/34 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01J TUBOS DE DESCARGA ELECTRICA O LAMPARAS DE DESCARGA ELECTRICA (espinterómetros H01T; lámparas de arco, con electrodos consumibles H05B; aceleradores de partículas H05H). › H01J 37/00 Tubos de descarga provistos de medios o de un material para ser expuestos a la descarga, p. ej. con el propósito de sufrir un examen o tratamiento (H01J 33/00, H01J 40/00, H01J 41/00, H01J 47/00, H01J 49/00 tienen prioridad). › que funcionan por pulverización catódica (H01J 37/36 tiene prioridad).
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Blanco en forma de tubo y procedimiento de fabricación de un blanco de este tipo.
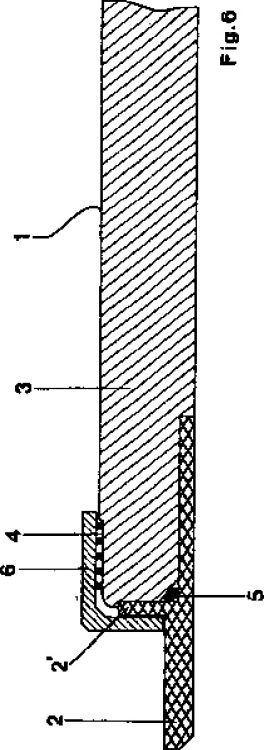
La invención se refiere a un blanco en forma de tubo para una instalación de pulverización catódica, con un material de pulverización con forma de tubo y con un tubo de soporte, en el cual el material de pulverización presenta una sección transversal en forma de anillo circular y rodea de forma concéntrica un tramo de la longitud del tubo de soporte y en el cual el tubo de soporte sobresale del material de pulverización en por lo menos uno de los dos extremos del blanco para la conexión con la instalación de pulverización catódica. La invención se refiere además a un procedimiento de fabricación de un blanco de este tipo.
En el documento EP 0 500 031 B1 se dan a conocer distintos procedimientos para la fabricación de un blanco en forma de tubo para la pulverización o de un blanco en forma de tubo, respectivamente, para la pulverización catódica. En este documento se describen blancos con un tubo de soporte continuo que son apropiados sobre todo para materiales de pulverización sensibles a la rotura o blandos como Sn o Si. Se describe una aplicación del material de pulverización firmemente adherida al tubo de soporte mediante proyección de plasma, proyección a la llama, unión por fusión en estado fundido, precipitación galvánica o prensado en caliente.
En el documento EP 0 500 774 B1 se describe un dispositivo de pulverización para el recubrimiento de grandes superficies, con un blanco cilíndrico hueco en una cámara de vacío, estando el blanco sujeto de manera giratoria alrededor de su eje longitudinal. En el interior del blanco hueco se encuentran una tubería de refrigerante así como una estructura magnética alargada y asegurada contra giro con el blanco. Se describe la fabricación de un blanco cilíndrico sin tubo de soporte mediante fundición de material de blanco fundido y de blancos con un tubo de soporte por ejemplo de latón y con una aplicación del material del blanco mediante proyección de plasma o pulverización de un líquido. El blanco cilíndrico se une en ambos extremos con un soporte a través de un respectivo husillo.
La conexión de los extremos de un blanco en forma de tubo a través de husillos de este tipo es el procedimiento aplicado más frecuentemente.
En el documento WO 97/15697 se muestra en detalle en la figura 1 esta técnica de conexión entre un blanco en forma de tubo y un soporte en una instalación de pulverización catódica. El tubo de soporte de un blanco, o en el caso de materiales de pulverización mecánicamente estables también el material de pulverización con forma de tubo mismo, se provee en un extremo de una ranura en espiral en la que se introduce un resorte. Un husillo, que presenta una brida en la superficie de contacto con el tubo de soporte o con el material de pulverización y que presenta en esta brida una ranura con una junta tórica, se coloca a tope en el extremo del tubo de soporte o del material de pulverización y se atornilla mediante un anillo de husillo con el tubo de soporte o con el material de pulverización. En lo anteriormente expuesto es desventajoso que resulte difícil en particular el mecanizado de tubos de soporte largos para la fabricación de la ranura en espiral en la zona de conexión. Se requieren dispositivos complejos para conseguir la exactitud dimensional de la ranura en espiral exigida con respecto a una unión estanca al gas.
En el documento US-4,445,997 se da a conocer un blanco en forma de tubo para una instalación de pulverización catódica con un material de pulverización con forma de tubo y un tubo de soporte, presentando el material de pulverización una sección transversal en forma de anillo circular que rodea de manera concéntrica un tramo de la longitud del tubo de soporte.
El tubo de soporte presenta una brida en ambos extremos del blanco que está unida con el material de pulverización con forma de tubo en una superficie frontal del material de pulverización a través de por lo menos dos tornillos.
Los blancos tubulares sin tubo de soporte se reciclan después del uso, debido al material de pulverización a veces muy caro, de tal manera que el material restante se funde y se usa de nuevo. En un blanco en forma de tubo con un tubo de soporte, el resto del material de pulverización se elimina del tubo de soporte por ejemplo mediante torneado y el material de pulverización se funde en forma de virutas y se usa de nuevo. El tubo de soporte torneado y limpio se reutiliza también y se recubre de nuevo con el material de pulverización. Esto es rentable debido a las grandes longitudes de los blancos de usualmente 2,5 m a 4 m. Debido a un transporte del blanco usado o a través de las medidas de reciclaje mismo es posible que los tubos de soporte de una sola pieza actualmente conocidos sufran tales daños en la zona de conexión del tubo de soporte que resulta imposible reutilizarlo u obturarlo de nuevo mediante un husillo, respectivamente, tal como se ha descrito anteriormente. El reciclaje tiene además la desventaja de que la separación entre el material de pulverización y el tubo de soporte debe realizarse la mayoría de las veces mediante un mecanizado caro con arranque de viruta.
Se presenta por lo tanto el problema de proporcionar un blanco en forma de tubo con un material de pulverización con forma de tubo y con un tubo de soporte que supere las desventajas de los blancos tubulares conocidos. Asimismo, debe especificarse un procedimiento para la fabricación de blancos de este tipo.
El objetivo se consigue para el blanco en forma de tubo por el hecho de que la por lo menos una parte del tubo de soporte, que sobresale del material de pulverización, es un componente separable (de los otros componentes del blanco) mediante por lo menos una unión a rosca. Una unión a rosca de este tipo facilita por un lado una sustitución de una zona de conexión dañada de un tubo de soporte mientras que es posible seguir usando el resto del tubo de soporte. Por otro lado es posible separar el tubo de soporte del material de pulverización con forma de tubo desenroscando el mismo sencillamente sin que se necesite un mecanizado con arranque de viruta.
Para conseguir una unión a rosca estanca al gas entre un primer espacio fuera del blanco, que corresponde a la cámara de vacío de la instalación de pulverización catódica, y un segundo espacio en el interior del blanco, previsto para alojar tuberías de refrigerante y dispositivos magnéticos, la unión a rosca está configurada de forma estanca al gas preferentemente mediante una junta tórica, estando dispuesta la junta tórica entre el primer espacio fuera del blanco y el segundo espacio en el interior del blanco.
Una junta tórica apropiada para el blanco conforme a la invención puede estar formada por un plástico o un metal blando, siendo posible configurar la sección transversal de la junta tórica con una forma geométrica arbitraria. No obstante, se prefiere una sección transversal circular de la junta tórica.
En particular para materiales de pulverización sensibles a la rotura o blandos se ha acreditado que el tubo de soporte sobresalga en ambos extremos del blanco hacia fuera del material de pulverización y se componga de un primero, un segundo y un tercer componente, sobresaliendo hacia fuera del material de pulverización el primero y el tercer componente cada uno en uno de los dos extremos del blanco. Mediante una configuración de este tipo es posible realizar el primero y el tercer componente con una longitud muy corta. De esta manera se facilita el mecanizado y la realización por ejemplo de una ranura en espiral para el acoplamiento con elevada exactitud dimensional y estanco al gas del primero y del tercer componente con la instalación de pulverización catódica.
Ventajosamente, el primer componente está atornillado con el segundo componente, el segundo componente está atornillado con el tercer componente y el segundo componente está unido de forma inseparable a través de su diámetro exterior con el diámetro interior del material tubular de pulverización.
Preferentemente, el primero, el segundo y el tercer componente están atornillados mediante roscas finas en el diámetro exterior del primer componente, en el diámetro interior del segundo componente y en el diámetro exterior del tercer componente.
Una zona de solapamiento entre el primero y el segundo componente así como una zona de solapamiento entre el segundo y el tercer componente debería tener una longitud que sea por lo menos el doble de la longitud de la respectiva rosca fina para la unión de...
Reivindicaciones:
1. Blanco en forma de tubo para una instalación de pulverización catódica, con un material de pulverización con forma de tubo y un tubo de soporte, en el cual el material de pulverización presenta una sección transversal en forma de anillo circular y rodea de forma concéntrica un tramo de la longitud del tubo de soporte y en el cual el tubo de soporte sobresale del material de pulverización en por lo menos uno de los dos extremos del blanco para la conexión con la instalación de pulverización catódica, caracterizado porque la por lo menos una parte del tubo de soporte, que sobresale del material de pulverización, es un componente separable mediante por lo menos una unión a rosca.
2. Blanco en forma de tubo de acuerdo con la reivindicación 1 caracterizado porque la unión a rosca está configurada de forma estanca al gas mediante una junta tórica y porque la junta tórica está dispuesta entre un primer espacio fuera del blanco y un segundo espacio en el interior del blanco.
3. Blanco en forma de tubo de acuerdo con una de las reivindicaciones 1 a 2 caracterizado porque el tubo de soporte sobresale del material de pulverización en ambos extremos del blanco y se compone de un primero, un segundo y un tercer componente, sobresaliendo del material de pulverización el primero y el tercer componente cada uno en uno de los dos extremos del blanco.
4. Blanco en forma de tubo de acuerdo con la reivindicación 3 caracterizado porque el primer componente está atornillado con el segundo componente, porque el segundo componente está atornillado con el tercer componente y porque el segundo componente está unido de forma inseparable a través de su diámetro exterior con el diámetro interior del material de pulverización con forma de tubo.
5. Blanco en forma de tubo de acuerdo con la reivindicación 4 caracterizado porque el primero, el segundo y el tercer componente están atornillados mediante roscas finas en el diámetro exterior del primer componente, en el diámetro interior del segundo componente y en el diámetro exterior del tercer componente.
6. Blanco en forma de tubo de acuerdo con la reivindicación 5 caracterizado porque una zona de solapamiento entre el primero y el segundo componente así como una zona de solapamiento entre el segundo y el tercer componente tienen una longitud que es por lo menos el doble de la longitud de la respectiva rosca fina para la unión de los componentes.
7. Blanco en forma de tubo de acuerdo con una de las reivindicaciones 3 a 6 caracterizado porque los diámetros interiores del primero, del segundo y del tercer componente son idénticos.
8. Blanco en forma de tubo de acuerdo con una de las reivindicaciones 1 a 2 caracterizado porque el tubo de soporte sobresale del material de pulverización en un extremo del blanco y se compone de un primero y de un segundo componente, sobresaliendo el primer componente del material de pulverización.
9. Blanco en forma de tubo de acuerdo con la reivindicación 8 caracterizado porque el primer componente está atornillado con el segundo componente y porque el segundo componente está unido de forma inseparable a través de su diámetro exterior con el diámetro interior del material de pulverización con forma de tubo.
10. Blanco en forma de tubo de acuerdo con la reivindicación 9 caracterizado porque el primero y el segundo componente están atornillados a través de roscas finas en el diámetro exterior del primer componente y en el diámetro interior del segundo componente.
11. Blanco en forma de tubo de acuerdo con la reivindicación 10 caracterizado porque una zona de solapamiento entre el primero y el segundo componente tiene una longitud que es por lo menos el doble de la longitud de la rosca fina para la unión de los componentes.
12. Blanco en forma de tubo de acuerdo con una de las reivindicaciones 8 a 11 caracterizado porque los diámetros interiores del primero y del segundo componente son idénticos.
13. Blanco en forma de tubo de acuerdo con una de las reivindicaciones 1 a 2 caracterizado porque el tubo de soporte sobresale del material de pulverización en un extremo del blanco y está atornillado directamente con el material de pulverización con forma de tubo a través de una rosca fina en el diámetro interior del material de pulverización con forma de tubo y en el diámetro exterior del tubo de soporte.
14. Blanco en forma de tubo de acuerdo con una de las reivindicaciones 1 a 2 caracterizado porque el tubo de soporte sobresale del material de pulverización en un extremo del blanco y está atornillado directamente con el material de pulverización con forma de tubo a través de una rosca fina en el diámetro exterior del material de pulverización con forma de tubo y de una tuerca de unión en el tubo de soporte.
15. Blanco en forma de tubo de acuerdo con una de las reivindicaciones 13 a 14 caracterizado porque la sección de longitud del tubo de soporte rodeada de forma concéntrica por el material de pulverización tiene una longitud que es por lo menos el doble de la longitud de la rosca fina para la unión del material de pulverización y del tubo de soporte.
16. Blanco en forma de tubo de acuerdo con una de las reivindicaciones 13 a 15 caracterizado porque los diámetros interiores del tubo de soporte y del material de pulverización con forma de tubo son idénticos.
17. Blanco en forma de tubo de acuerdo con una de las reivindicaciones 1 a 2 caracterizado porque el tubo de soporte sobresale del material de pulverización en un extremo del blanco y presenta una brida que a través de por lo menos dos tornillos está unida con el material de pulverización con forma de tubo en una superficie frontal del material de pulverización.
18. Blanco en forma de tubo de acuerdo con la reivindicación 17 caracterizado porque los diámetros interiores del tubo de soporte y del material de pulverización con forma de tubo son idénticos.
19. Blanco en forma de tubo de acuerdo con una de las reivindicaciones 1 a 2 caracterizado porque el tubo de soporte está formado por un primero y un tercer componente, sobresaliendo del material de pulverización un respectivo componente en uno de los dos respectivos extremos del blanco y estando atornillado directamente con el material de pulverización con forma de tubo a través de una respectiva rosca fina en el diámetro interior del material de pulverización con forma de tubo y en el diámetro exterior del respectivo componente.
20. Blanco en forma de tubo de acuerdo con una de las reivindicaciones 1 a 2 caracterizado porque el tubo de soporte está formado por un primero y un tercer componente, sobresaliendo del material de pulverización un respectivo componente en uno de los dos respectivos extremos del blanco y estando atornillado directamente con el material de pulverización con forma de tubo a través de una respectiva rosca fina en el diámetro exterior del material de pulverización con forma de tubo y una tuerca de unión en el respectivo componente.
21. Blanco en forma de tubo de acuerdo con una de las reivindicaciones 19 a 20 caracterizado porque la sección de longitud de los componentes del tubo de soporte, rodeada de forma concéntrica por el material de pulverización, tiene una longitud que es por lo menos el doble de la longitud de la respectiva rosca fina para la unión del material de pulverización y del componente.
22. Blanco en forma de tubo de acuerdo con una de las reivindicaciones 19 a 21 caracterizado porque los diámetros interiores del primero y del tercer componente y del material de pulverización con forma de tubo son idénticos.
23. Blanco en forma de tubo de acuerdo con una de las reivindicaciones 1 a 2 caracterizado porque el tubo de soporte está formado por un primero y por un tercer componente, en el cual un respectivo componente sobresale del material de pulverización en uno de los dos extremos del blanco y presenta una brida, estando una respectiva brida unida a través de por lo menos dos tornillos con el material de pulverización con forma de tubo en una superficie frontal del material de pulverización.
24. Blanco en forma de tubo de acuerdo con la reivindicación 23 caracterizado porque los diámetros interiores del primero y del tercer componente y del material de pulverización con forma de tubo son idénticos.
25. Blanco en forma de tubo de acuerdo con una de las reivindicaciones 1 a 24 caracterizado porque el material de pulverización está formado por Ag, Au, Zn, AI, Cu, Nb, Ni, Cr o por una aleación de estos elementos.
26. Blanco en forma de tubo de acuerdo con una de las reivindicaciones 1 a 12 caracterizado porque el material de pulverización está formado por Si, Sn, In, Bi o por una aleación de estos elementos o porque el material de pulverización está formado por ZnO, Ti02 u oxido de indio y estaño.
27. Blanco en forma de tubo de acuerdo con una de las reivindicaciones 1 a 26 caracterizado porque el tubo de soporte está realizado de acero inoxidable.
28. Procedimiento para la fabricación de un blanco en forma de tubo para instalaciones de pulverización catódica de acuerdo con una de las reivindicaciones 1 a 16 ó 19 a 22, caracterizado porque el tubo de soporte se realiza de varios componentes, porque por lo menos un componente, que sobresale del material de pulverización, se provee de una rosca fina, porque el por lo menos un componente, que sobresale del material de pulverización, se atornilla con otro componente del tubo de soporte rodeado de forma concéntrica por el material de pulverización y unido de forma inseparable a través de su diámetro exterior con el diámetro interior del material de pulverización con forma de tubo, o porque el por lo menos un componente, que sobresale del material de pulverización, se atornilla directamente con el mate- rial de pulverización con forma de tubo mediante una rosca fina en el material de pulverización con forma de tubo.
29. Procedimiento para la fabricación de un blanco en forma de tubo para instalaciones de pulverización catódica de acuerdo con una de las reivindicaciones 17 a 18 ó 23 a 24, caracterizado porque la por lo menos una parte del tubo de soporte, que sobresale del material de pulverización, se configura como un componente que se provee de una brida y porque la brida se une con el material de pulverización con forma de tubo con una superficie frontal del material de pulverización mediante por lo menos dos tornillos.
30. Procedimiento de acuerdo con una de las reivindicaciones 28 a 29 caracterizado porque la unión a rosca se configura de forma estanca al gas mediante una junta tórica y porque la junta tórica se dispone entre un primer espacio fuera del blanco y un segundo espacio en el interior del blanco.
Patentes similares o relacionadas:
DIANA DE PULVERIZACIÓN CATÓDICA CON CAPA DE PULVERIZACIÓN CATÓDICA LENTA BAJO EL MATERIAL DIANA, del 14 de Diciembre de 2011, de GUARDIAN INDUSTRIES CORP.: Una diana de pulverización catódica que comprende: un tubo catódico giratorio que aloja por lo menos un imán en el mismo; una capa de material diana que comprende […]
 PROCEDIMIENTO DE ENSAMBLADO DE POR LO MENOS DOS PLACAS Y UTILIZACIÓN DEL PROCEDIMIENTO PARA LA REALIZACIÓN DE UN CONJUNTO DE PULVERIZACIÓN IÓNICA, del 4 de Marzo de 2011, de H.E.F: Procedimiento de ensamblado de por lo menos dos placas y , caracterizado porque: - se depositan, sobre una de las placas , unos pivotes de una materia […]
PROCEDIMIENTO DE ENSAMBLADO DE POR LO MENOS DOS PLACAS Y UTILIZACIÓN DEL PROCEDIMIENTO PARA LA REALIZACIÓN DE UN CONJUNTO DE PULVERIZACIÓN IÓNICA, del 4 de Marzo de 2011, de H.E.F: Procedimiento de ensamblado de por lo menos dos placas y , caracterizado porque: - se depositan, sobre una de las placas , unos pivotes de una materia […]
 DISPOSICIÓN DE BLANCO, del 3 de Enero de 2011, de GFE FREMAT GMBH: Disposición de blanco con un elemento de soporte en forma de tubo y un blanco cilíndrico hueco que presenta un material del blanco, […]
DISPOSICIÓN DE BLANCO, del 3 de Enero de 2011, de GFE FREMAT GMBH: Disposición de blanco con un elemento de soporte en forma de tubo y un blanco cilíndrico hueco que presenta un material del blanco, […]
 DISPOSICION DE REVESTIMIENTO AL VACIO, del 19 de Febrero de 2010, de APPLIED MATERIALS GMBH & CO. KG: Una instalación de revestimiento al vacío , que incluye una cámara de revestimiento al vacío , varios rodillos de transporte dispuestos […]
DISPOSICION DE REVESTIMIENTO AL VACIO, del 19 de Febrero de 2010, de APPLIED MATERIALS GMBH & CO. KG: Una instalación de revestimiento al vacío , que incluye una cámara de revestimiento al vacío , varios rodillos de transporte dispuestos […]
CÁTODO PARA PULVERIZACIÓN EN VACÍO, del 28 de Diciembre de 2011, de H.E.F: Cátodo para pulverización en vacío cuyo soporte de diana está constituido por un dispositivo de refrigeración, caracterizado por comprender una base […]
Diana de pulverización catódica basada en óxido de circonio, del 15 de Abril de 2020, de Materion Advanced Materials Germany GmbH: Diana de pulverización catódica, que comprende un óxido de circonio como material de pulverización catódica, en la que el óxido de circonio representa, como mínimo, el 75 % […]
Sustrato que lleva un recubrimiento funcional y una capa de protección temporal, del 1 de Abril de 2020, de SAINT-GOBAIN GLASS FRANCE: Artículo que comprende un sustrato que comprende dos caras principales que definen dos superficies principales separadas por bordes, llevando dicho sustrato: - un recubrimiento […]
Paneles de baja emisividad con una capa dieléctrica de óxido metálico ternario y método para formar los mismos, del 4 de Diciembre de 2019, de Guardian Glass, LLC: Un método para formar un panel de baja emisividad que comprende: proporcionar un sustrato transparente; formar una capa de oxinitruro metálico sobre […]