DISPOSICIÓN DE BLANCO.
Disposición de blanco con un elemento de soporte (10) en forma de tubo y un blanco cilíndrico hueco (20) que presenta un material del blanco,
que comprende al menos un segmento de tubo (21) configurado en una sola pieza y que rodea, al menos por secciones, el elemento de soporte (10), en la que el elemento de soporte (10) y el segmento de tubo (21) están conectados entre sí parcialmente por unión del material por medio de al menos dos medios de compensación deformables plásticamente, caracterizada porque zonas (22) distanciadas entre sí de un espacio intermedio, previsto entre el blanco (20) y el elemento de soporte (10), están rellenas con soldadura (24), especialmente soldadura blanda
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/001295.
Solicitante: GFE FREMAT GMBH.
Nacionalidad solicitante: Alemania.
Dirección: LESSINGSTRASSE 41 09599 FREIBERG ALEMANIA.
Inventor/es: WAGNER, JOACHIM, HUTTL,GRIT, STEINERT,FOLKE.
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Febrero de 2007.
Fecha Concesión Europea: 25 de Agosto de 2010.
Clasificación Internacional de Patentes:
- C23C14/34B
- H01J37/34B
Clasificación PCT:
- C23C14/34 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 14/00 Revestimiento por evaporación en vacío, pulverización catódica o implantación de iones del material que constituye el revestimiento. › Pulverización catódica.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención se refiere a una disposición de blanco con un elemento de soporte en forma de tubo y un blanco cilíndrico hueco que presenta un material del blanco, que comprende al menos un segmento de tubo configurado en una sola pieza y que rodea, al menos por secciones, al elemento de soporte.
Se conocen, en principio, tales disposiciones de blanco, que se designan también como blanco de atomización o blanco de pulverización catódica. Se emplean como fuente de material, por ejemplo en el recubrimiento de capa fina de sustratos de superficies grandes por medio de atomización catódica o pulverización catódica. El recubrimiento de capa fina por medio de tales disposiciones de blanco se aplica, por ejemplo, para la fabricación de capas de aislamiento térmico o capas de protección solar sobre vidrio plano o láminas de plástico.
En las disposiciones de blanco del tipo mencionado al principio se configura problemática la fijación del blanco en el elemento de soporte. Esto se aplica especialmente para aquellas disposiciones de blanco, en las que el soporte no se aplica directamente a través de un proceso de fundición o a través de un procedimiento de inyección térmica sobre el elemento de soporte, por ejemplo porque el material del blanco se sublimaría durante la fundición o inyección térmica.
Así, por ejemplo, se conocen dispositivos de blanco, en las que el blanco está fijado con la ayuda de elementos de sujeción elásticos por aplicación de fuerza en el elemento de soporte. Sin embargo, por medio de una unión por aplicación de fuerza de este tipo solamente se consigue una disipación moderada de calor entre el blanco y el elemento de soporte.
Se podría conseguir una disipación mejorada del calor a través de una conexión por unión del material de toda la superficie entre el blanco y el elemento de soporte. Tales conexiones por unión del material de toda la superficie de este tipo se emplean, por ejemplo, en blancos planos, en los que un segmento de blanco plano es fijado en una placa de soporte por medio de una capa de soldadura continua. De una manera correspondiente, de esta forma se puede aplicar un segmento de blanco semicilíndrico en un elemento de soporte en forma de tubo.
Sin embargo, para disposiciones de blanco, en las que el blanco está formado por al menos un segmento de tubo, no son adecuadas conexiones estañadas por unión del material en toda la superficie. Puesto que los elementos de soporte de disposiciones de blanco en forma de tubo presentan, por ejemplo, un material metálico y los segmentos de tubo del blanco presentan un material de cerámica, los elementos de soporte y los segmentos de tubo poseen coeficientes de expansión térmica que se
- 2 -
diferencias en una medida significativa unos de los otros. En virtud de la diferencia resultante en la dilatación térmica del elemento de soporte y el segmento de tubo y debido a la fragilidad del material de cerámica, no sólo existe el peligro de un aflojamiento de la unión entre el elemento de soporte y el segmento de tubo, sino también el peligro de un daño de los segmentos de tubo.
Para compensar los coeficientes de expansión diferentes entre material metálico y material cerámico, se ha considerado también un encolado del elemento de soporte y el segmento de tubo por medio de un adhesivo deformable plásticamente. Aparte de que un adhesivo de este tipo no dispone de propiedades de conducción térmica suficientemente altas, una unión fiable de dos piezas a unir requiere, además, la aplicación de una cierta presión sobre las piezas a unir. Por lo tanto, una unión del elemento de soporte y del segmento de blanco se podría contemplar para disposiciones de blanco con segmentos de blanco planos o semicilíndricos. Sin embargo, en virtud de la rigidez tanto del segmento de tubo como también del elemento de soporte y debido a la disposición coaxial del elemento de soporte y el segmento de tubo, un adhesivo insertado entre el elemento de soporte y el segmento de tubo, visto en dirección radial, no puede ser impulsado. Por lo tanto, en la práctica a penas se puede realizar un encolado el elemento de soporte y el segmento de blanco en disposiciones de blanco con segmentos de blanco en forma de tubo.
El documento EP-A-1561836 publica un procedimiento para la fabricación de una disposición de blanco, en el que un blanco (22, 24) cerámico cilíndrico hueco y un elemento de soporte en forma de tubo se conectan entre sí parcialmente por unión del material a través de medios de compensación deformables plásticamente.
El documento US5653856 publica una disposición de blanco con un blanco tubular ITO con un recudimiento y una secuencia de capas de níquel, cobre y soldadura blanda entre el elemento de soporte y el blanco.
La invención tiene el problema de crear una disposición de blanco del tipo mencionado al principio, en el que el elemento de soporte y el blanco están unidos entre sí de manera sencilla y fiable y al mismo tiempo se garantiza una transmisión de calor mejorada entre el blanco y el elemento de soporte.
El problema se soluciona de acuerdo con la invención por medio de una disposición de blanco con las características de la reivindicación 1 así como por medio de un procedimiento de acuerdo con la reivindicación 9 y un segmento de tubo según la reivindicación 13.
Puesto que el elemento de soporte y el segmento de tubo o bien los segmentos
- 3 -
de tubo del blanco de acuerdo con la invención con están en contacto directo entre sí, sino que están unidos entre sí a través de medios de compensación deformables plásticamente, las piezas a unir, es decir, el elemento de soporte y el blanco, en el caso de un calentamiento, por ejemplo durante un proceso de pulverización catódica, se pueden dilataren diferente medida de acuerdo con sus diferentes coeficientes de expansión térmica, sin que en este caso se produzcan tensiones en el material del blanco, que pudieran conducir a un daño del blanco, por ejemplo a grietas en el material del blanco. A través de los medios de compensación deformables plásticamente se igualan o bien se compensan en cierto modo diferentes dilataciones térmicas del elemento de soporte y el blanco.
Al mismo tiempo, a través de la conexión por unión del material de los medios de compensación tanto con el blanco como también con el elemento de soporte se consigue una transmisión de calor mejorada, en comparación con variantes de unión por aplicación de fuerza, entre el blanco y el elemento de soporte. De esta manera, el calor introducido en el blanco durante el proceso de pulverización catódica puede ser desviado a través de la conexión por unión del material hasta diez veces mejor hacia el elemento de soporte que a través de una unión por aplicación de fuerza.
Esto permite un empleo de la disposición de blanco en los llamados procesos de pulverización de alta potencia, es decir, por lo tanto, una utilización de la disposición de blanco durante la pulverización catódica con elevadas densidades de potencia y especialmente tensiones elevadas. Además, la conexión por unión del material posibilita también un aprovechamiento elevado del blanco de hasta el 80 %, puesto que no existe el peligro de que partes del blanco puedan ir a parar a la instalación de pulverización catódica en el caso de densidad residual demasiado reducida en caso de fallo justificado por ello. Ambas cosas dan como resultado en último término una rentabilidad mejorada del procedimiento de pulverización catódica respectivo.
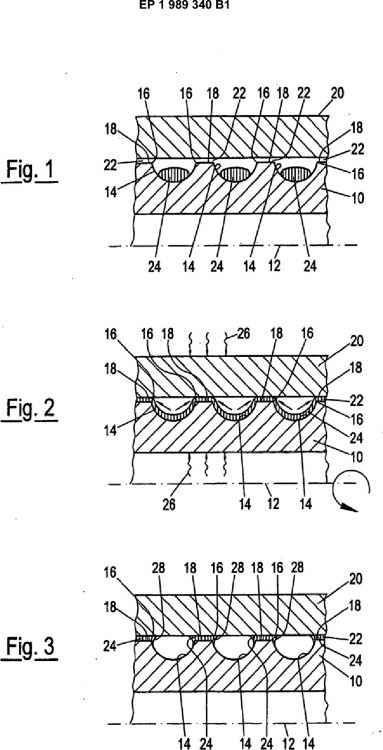
La expresión “parcialmente conectados entre sí” debe entenderse aquí en el sentido de que el elemento de soporte y el segmento de tubo no están unidos entre sí en toda la superficie, sino solamente por secciones. Por lo tanto, un intersticio que se encuentra entre el segmento de tubo y el elemento de soporte no está relleno totalmente por los medios de compensación. En su lugar, los medios de compensación establecen una conexión parcial entre el elemento de soporte y el blanco, es decir, que forman puentes limitados localmente, separados unos de los otros, entre las piezas a unir. De esta manera, se eleva en una medida considerable la capacidad de
- 4 -
deformación de los medios de compensación y se puede compensar de manera especialmente eficaz la diferente dilatación térmica del blanco y del elemento de soporte.
Las configuraciones ventajosas de la invención se pueden...
Reivindicaciones:
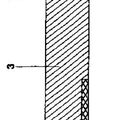
1. Disposición de blanco con un elemento de soporte (10) en forma de tubo y un blanco cilíndrico hueco (20) que presenta un material del blanco, que comprende al menos un segmento de tubo (21) configurado en una sola pieza y que rodea, al menos por secciones, el elemento de soporte (10), en la que el elemento de soporte (10) y el segmento de tubo (21) están conectados entre sí parcialmente por unión del material por medio de al menos dos medios de compensación deformables plásticamente, caracterizada porque zonas (22) distanciadas entre sí de un espacio intermedio, previsto entre el blanco (20) y el elemento de soporte (10), están rellenas con soldadura (24), especialmente soldadura blanda.
2. Disposición de blanco de acuerdo con la reivindicación 1, caracterizada porque la soldadura (24) está prevista entre el blanco (20) y proyecciones (16) del elemento de soporte (10), en la que las proyecciones (16), vistas con preferencia en dirección axial y radial, están distanciadas entre sí y vistas en dirección radial o axial, están dispuestas distribuidas esencialmente sobre toda la longitud del blanco (20).
3. Disposición de blanco de acuerdo con la reivindicación 2, caracterizada porque las proyecciones (16) abarcan nervaduras que se extienden esencialmente en la dirección circunferencial del elemento de soporte (10) y/o porque varias proyecciones (16) del tipo de nervadura se extienden en ángulo recto con respecto al eje longitudinal (12) del elemento de soporte (10) y/o porque una proyección del tipo de nervadura se extiende en forma de espiral alrededor del elemento de soporte (10).
4. Disposición de blanco de acuerdo con la reivindicación 2 ó 3, caracterizada porque unas escotaduras (14) del elemento de soporte (10), delimitadas a través de las proyecciones (16), forman en un estado de montaje previo de la disposición de blanco un espacio de alojamiento para la soldadura.
5. Disposición de blanco de acuerdo con una de las reivindicaciones anteriores, caracterizada porque unos medios de fijación están dispuestos entre el segmento de tubo (21) y el elemento de soporte (10), para fijar y especialmente centrar el blanco (20) en un estado de montaje previo con relación al elemento de soporte (10).
6. Disposición de blanco de acuerdo con una de las reivindicaciones anteriores, caracterizada porque el segmento de tubo (21) está metalizado, por ejemplo estañado, en su lado interior y/o el elemento de soporte (10) lo está en su lado exterior.
7. Disposición de blanco de acuerdo con una de las reivindicaciones
- 17 -
anteriores, caracterizada porque los medios de compensación están dispuestos en zonas (22) distanciadas axialmente entre sí entre el segmento de tubo (21) y el elemento de soporte (10) y/o porque los medios de compensación están libres de fundente.
8. Disposición de blanco de acuerdo con una de las reivindicaciones anteriores, caracterizada porque entre dos segmentos de tubo (21) adyacentes está previsto, respectivamente, un material de obturación, por ejemplo un material de silicona, especialmente resistente al calor.
9. Procedimiento para la fabricación de una disposición de blanco con un elemento de soporte (10) en forma de tubo y con un blanco (20) cilíndrico hueco, que presenta al menos un material del blanco, que comprende al menos un segmento de tubo (21) configurado en una sola pieza y que rodea el elemento de soporte (10), al menos por secciones, en cuyo procedimiento, el elemento de soporte (10) y el segmento de tubo (21) son unidos entre sí, parcialmente por unión del material, a través de al menos dos medios de compensación deformables plásticamente, caracterizado porque zonas (22) distanciadas entre sí de un espacio intermedio, previsto entre el blanco (20) y el elemento de soporte (10), están rellenas con soldadura (24).
10. Procedimiento de acuerdo con la reivindicación 9, caracterizado porque el elemento de soporte (10) y cada segmento de tubo (21) se unen entre sí por medio de una soldadura (24), especialmente de una soldadura blanda y con preferencia por medio de una soldadura blanda libre de fundente.
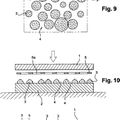
11. Procedimiento de acuerdo con la reivindicación 10, caracterizado porque la soldadura (24) se dispone en un estado de montaje previo de la disposición de blanco entre proyecciones (16) del elemento de soporte (10) distanciadas entre sí y especialmente configuradas del tipo de nervadura y/o porque la soldadura (24) se licua a través de una entrada selectiva de calor (26) y el blanco (20) y el elemento de soporte (10) son girados de tal forma que la soldadura licuada (24) se mueve, bajo la acción de fuerzas centrífugas y de fuerzas capilares, en el interior de intersticios (22) configurados entre el blanco (20) y proyecciones (16) del elemento de soporte (10), para poner en contacto el blanco (20) y el elemento de soporte (10).
12. Procedimiento de acuerdo con una de las reivindicaciones 9 a 11, caracterizado porque el segmento de tubo (21) es metalizado, por ejemplo estañado, en su lado interior y/o el elemento de soporte (10) lo es en su lado exterior antes de la aplicación de la soldadura, especialmente sobre toda la superficie.
- 18 -
13. Segmento de tubo (21) de un blanco cilíndrico hueco (20), que presenta un material de cerámica y un recubrimiento metálico (19), especialmente sobre toda la superficie, en el lado interior del segmento de tubo (21), caracterizado porque el recubrimiento (19) comprende una secuencia de capas de al menos dos capas (19a, 19c) de diferentes materiales metálicos, de manera que la capa exterior (19c) presenta SnPb.
14. Segmento de tubo (21) de acuerdo con la reivindicación 13, caracterizado porque el material cerámico presenta ZnO y/o ITO g/o porque el recubrimiento (19) comprende una capa interior (19a), que presenta Ni.
10 15. Segmento de tubo (21) de acuerdo con la reivindicación 13 ó 14, caracterizado porque el recubrimiento (19) comprende una secuencia de capas de tres capas (19a, 19b, 19c) de diferentes materiales metálicos y comprende especialmente una capa interior (19a), que presentas Ni, una capa central (19b), que presenta Cu, y la capa exterior (19c) que presenta SnPb.
Patentes similares o relacionadas:
DIANA DE PULVERIZACIÓN CATÓDICA CON CAPA DE PULVERIZACIÓN CATÓDICA LENTA BAJO EL MATERIAL DIANA, del 14 de Diciembre de 2011, de GUARDIAN INDUSTRIES CORP.: Una diana de pulverización catódica que comprende: un tubo catódico giratorio que aloja por lo menos un imán en el mismo; una capa de material diana que comprende […]
 PROCEDIMIENTO DE ENSAMBLADO DE POR LO MENOS DOS PLACAS Y UTILIZACIÓN DEL PROCEDIMIENTO PARA LA REALIZACIÓN DE UN CONJUNTO DE PULVERIZACIÓN IÓNICA, del 4 de Marzo de 2011, de H.E.F: Procedimiento de ensamblado de por lo menos dos placas y , caracterizado porque: - se depositan, sobre una de las placas , unos pivotes de una materia […]
PROCEDIMIENTO DE ENSAMBLADO DE POR LO MENOS DOS PLACAS Y UTILIZACIÓN DEL PROCEDIMIENTO PARA LA REALIZACIÓN DE UN CONJUNTO DE PULVERIZACIÓN IÓNICA, del 4 de Marzo de 2011, de H.E.F: Procedimiento de ensamblado de por lo menos dos placas y , caracterizado porque: - se depositan, sobre una de las placas , unos pivotes de una materia […]
 BLANCO EN FORMA DE TUBO Y PROCEDIMIENTO DE FABRICACION DE UN BLANCO DE ESTE TIPO, del 5 de Abril de 2010, de W.C. HERAEUS GMBH & CO. KG: Blanco en forma de tubo para una instalación de pulverización catódica, con un material de pulverización con forma de tubo y un tubo de soporte, […]
BLANCO EN FORMA DE TUBO Y PROCEDIMIENTO DE FABRICACION DE UN BLANCO DE ESTE TIPO, del 5 de Abril de 2010, de W.C. HERAEUS GMBH & CO. KG: Blanco en forma de tubo para una instalación de pulverización catódica, con un material de pulverización con forma de tubo y un tubo de soporte, […]
 DISPOSICION DE REVESTIMIENTO AL VACIO, del 19 de Febrero de 2010, de APPLIED MATERIALS GMBH & CO. KG: Una instalación de revestimiento al vacío , que incluye una cámara de revestimiento al vacío , varios rodillos de transporte dispuestos […]
DISPOSICION DE REVESTIMIENTO AL VACIO, del 19 de Febrero de 2010, de APPLIED MATERIALS GMBH & CO. KG: Una instalación de revestimiento al vacío , que incluye una cámara de revestimiento al vacío , varios rodillos de transporte dispuestos […]
CÁTODO PARA PULVERIZACIÓN EN VACÍO, del 28 de Diciembre de 2011, de H.E.F: Cátodo para pulverización en vacío cuyo soporte de diana está constituido por un dispositivo de refrigeración, caracterizado por comprender una base […]
Diana de pulverización catódica basada en óxido de circonio, del 15 de Abril de 2020, de Materion Advanced Materials Germany GmbH: Diana de pulverización catódica, que comprende un óxido de circonio como material de pulverización catódica, en la que el óxido de circonio representa, como mínimo, el 75 % […]
Sustrato que lleva un recubrimiento funcional y una capa de protección temporal, del 1 de Abril de 2020, de SAINT-GOBAIN GLASS FRANCE: Artículo que comprende un sustrato que comprende dos caras principales que definen dos superficies principales separadas por bordes, llevando dicho sustrato: - un recubrimiento […]
Paneles de baja emisividad con una capa dieléctrica de óxido metálico ternario y método para formar los mismos, del 4 de Diciembre de 2019, de Guardian Glass, LLC: Un método para formar un panel de baja emisividad que comprende: proporcionar un sustrato transparente; formar una capa de oxinitruro metálico sobre […]