CIP-2021 : B29C 43/36 : Moldes para fabricar objetos de longitud definida, es decir, de objetos separados.
CIP-2021 › B › B29 › B29C › B29C 43/00 › B29C 43/36[2] › Moldes para fabricar objetos de longitud definida, es decir, de objetos separados.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto.
B29C 43/36 · · Moldes para fabricar objetos de longitud definida, es decir, de objetos separados.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para la conformación de tubos y equipo para llevar a cabo dicho procedimiento.
(02/10/2015) Procedimiento para la conformación de tubos y equipo para llevar a cabo dicho procedimiento, comprendiendo la colocación del tramo de tubo a curvar presionado entre dos semimoldes con respectivas superficies curvadas (5, 5') complementarias con la forma a conseguir; la aplicación de calor para fusionado del material y ablandarlo y deformarlo hasta que adopte la nueva forma, a base de aplicar ondas ultrasónicas, aplicadas simultáneamente a la incorporación del tubo entre los semimoldes , mediante, al menos, un sonotrodo conectado a un generador de ultrasonidos que calienta la superficie curva de dicho primer semimolde , conjugando valores de frecuencia y tiempo según el tipo de material plástico, el diámetro del…
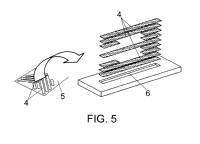
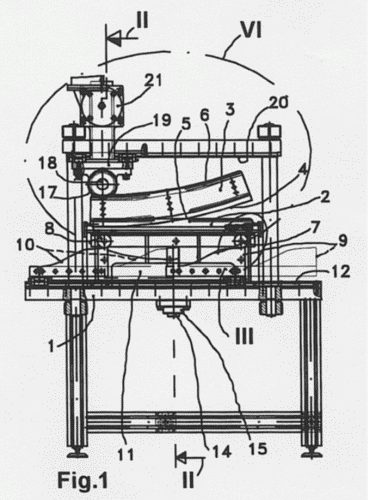
PROCEDIMIENTO DE FABRICACI0N AUTO M ATIZADO DE PREFORMAS DE CUADERNAS Y RIGIDIZADORES DE MATERIALES COMPUESTOS.
(04/06/2015). Ver ilustración. Solicitante/s: INDUSTRIAS DELTA VIGO, S.L. Inventor/es: COMENDEIRO LINDIN,Jorge.
El procedimiento permite fabricar preformas de cuadernas y rigidizadores, tales como cuadernas de fuselaje, de estructuras aeronáuticas y similares, a base de materiales compuestos como pueden ser fibra de carbono, de vidrio, etc., de manera que las preformas obtenidas son impregnadas tras su conformación mediante resina, dentro o sobre un útil, para obtener unos rigidizadores de elevada resistencia, ligeros y con cualquier configuración para su adaptación a la estructura en la que se apliquen. Dichas preformas se obtienen a partir de rollos del material correspondiente, seccionando de dicho rollo patrones de acuerdo con las dimensiones definitivas a conseguir, de manera que de esos patrones y mediante procesos de presión, vacío y calor, se obtienen, sobre un útil de conformación, las preformas definitivas, que pueden ser reforzadas en cualquier parte o zona de las mismas.
Recipiente de plástico moldeado y preforma con etiqueta de identificación por radiofrecuencia (RFID) moldeada por inserción y método para su fabricación.
(03/06/2015) Método de fabricación de un recipiente de plástico que tiene una etiqueta RFID en una pared del recipiente, comprendiendo las etapas de:
a) formar un preforma de plástico que es un cuerpo tubular con un extremo cerrado ;
b) moldear por soplado la preforma en un recipiente de plástico que tiene la etiqueta RFID embebida en una pared del recipiente ;
caracterizado por que
c) la preforma de plástico se forma en un molde de preforma que incluye un núcleo de molde mediante las etapas de:
d) montar un inserto que incluye la etiqueta RFID en un extremo del núcleo de molde ;
e) formar la preforma…
Procedimiento para el moldeado de piezas con estructura superficial moldeada.
(26/11/2014) Procedimiento para la fabricación de una pieza moldeada con una estructura superficial (21') moldeada por impresión, graneado o similar utilizando un dispositivo para la fabricación de piezas moldeadas 5 con una mitad de molde para la cara superior de la pieza moldeada , en donde la superficie (5') de la mitad de molde presenta igualmente una estructura superficial y está situada enfrente de una superficie (11') de una segunda mitad de molde , con los siguientes pasos:
a) Utilización de una capa de cubierta que comprende una piel hecha de un material termoplástico y un soporte hecho de una esponja de plástico;
b) Calentar la capa de cubierta…
Zona de convección de un horno de craqueo.
(19/11/2014) Procedimiento para obtener hidrocarburos por medio de craqueo térmico de una carga hidrocarbonada en un horno de craqueo,
- en el que el horno de craqueo presenta una zona de radiación y una zona de convección,
- en el que el craqueo térmico de la carga hidrocarbonada se efectúa en la zona de radiación y
- el gas de humo de la zona de radiación se utiliza en la zona de convección como portador de calor para el precalentamiento de materiales de carga diferentes,
- la carga hidrocarbonada se precaliente y/o evapora por medio de intercambiadores de calor dispuestos en la zona de convección, y
- se precalienta y/o evapora agua de abastecimiento de caldera por medio de al menos un intercambiador de calor dispuesto en la zona de convección,
caracterizado por que
- con independencia del estado de agregación de la carga hidrocarbonada,…
Método y aparato para el contorneado de artículos compuestos preimpregnados.
(13/08/2014) Una herramienta de conformación para conjuntos laminados compuestos preimpregnados planos, que comprende:
un mandril segmentado en una pluralidad de bloques de conformación montados contiguamente, estando dichos bloques de conformación dimensionados para recibir un conjunto laminado compuesto extendido, con todas las partes del conjunto laminado compuesto sobre una superficie que está separada de una superficie de conformación de cada bloque;
una placa acanalada que se acopla a la superficie de conformación de los bloques de conformación; medios para mantener el conjunto laminado compuesto extendido en contacto con los bloques de conformación;…
Dispositivo de campana al vacío calentable.
(12/03/2014) Dispositivo de campana al vacío con una campana al vacío para cubrir de forma hermética al gas presionando por medio de presión de gas una capa de un sustrato compuesto endurecible aplicada sobre un cuerpo moldeado sólido que contiene una estructura de fibra y una matriz de un material de relleno viscoso endurecible introducido en la estructura de fibra, donde la campana al vacío está producida de un material de plástico elástico, cuya temperatura es ajustable mediante un dispositivo de calentamiento eléctrico , caracterizado por el hecho de que el dispositivo de calentamiento está formado de un conductor eléctrico, que está integrado en el material de la campana al vacío , donde el conductor eléctrico presenta una resistencia eléctrica en el área…
Dispositivo de campana al vacío.
(12/03/2014) Dispositivo de campana al vacío con una campana al vacío para cubrir de forma hermética al gas durante la presión por medio de presión de gas de una capa de un substrato compuesto endurecible aplicada sobre un cuerpo moldeado sólido que contiene una estructura de fibra y una matriz de un material de relleno viscoso endurecible introducido en la estructura de fibra, donde la campana al vacío se ha producido de un material plástico elástico y contiene en una zona periférica una cuña de sellado conformada en una sola pieza con la campana al vacío , donde dicha cuña, durante la presión de la capa de substrato compuesto endurecible encaja de forma hermética al gas en una ranura de sellado formada en una zona periférica del cuerpo moldeado , caracterizado…
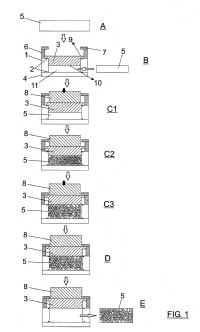
PROCEDIMIENTO DE FABRICACIÓN MATERIALES CELULARES DE MATRIZ TERMOPLÁSTICA.
(16/01/2014). Ver ilustración. Solicitante/s: UNIVERSIDAD DE VALLADOLID. Inventor/es: DE SAJA SAEZ,JOSE ANTONIO, RODRIGUEZ PEREZ,MIGUEL ANGEL, ESCUDERO ARCONADA,Javier, LÓPEZ GIL,Alberto.
Procedimiento de fabricación de materiales celulares de matriz termoplástica no reticulada con densidades relativas menores a 0.2 con índices de anisotropía superiores a 1.5 tanto en celda abierta como parcialmente interconectada y con un módulo elástico relativo en compresión superior a 0,6 MPa/(kg/m3) un módulo de cizalla relativo superior a 0,18 MPa/(kg/m3) y un esfuerzo de colapso superior a 0,010 MPa/(kg/m3),), que comprende las etapas de: mezcla y granceo de al menos un polímero termoplástico con agente espumante químico y al menos un tipo de nanopartícula formando un material precursor (A) introducir el material precursor obtenido, en un molde de expansión unidireccional con sistema de retención de la expansión (B) - elevar la temperatura del molde y aplicar presión al molde (C1 ) liberar la presión (C2) para lograr la expansión (C3) del material, - enfriar el molde (D), y - desmoldear la lámina obtenida (E).
Dosis multicapa y su procedimiento de fabricación.
(25/12/2013) Dosis multicapa que presenta un eje de simetría para la realización de objetos multicapa mediante moldeopor compresión, constituida por una primera resina sintética y una fina capa funcional aprisionada en dichaprimera resina ; representando dicha capa funcional menos del 20% del volumen de la dosis ; caracterizadaporque la capa funcional forma la envolvente de un cuerpo de revolución alrededor del eje de simetría y porque ladistancia de la capa funcional con respecto al eje de simetría es variable.
Procedimiento y dispositivo para conformar un material compuesto.
(04/12/2013) Un procedimiento de conformación de un artículo de material compuesto, tal como una viga para conjuntosaeronáuticos o similares que comprende las etapas de:
- disponer una preforma de material compuesto sobre la superficie superior de una herramienta deconformación, estando dispuesta una porción de la preforma para sobresalir fuera de la superficiesuperior de la herramienta y para soportar la porción saliente con varios medios (5a-n) de soportedispuestos sucesivamente en una dirección hacia fuera desde la herramienta y/o dispuestossucesivamente a lo largo de la herramienta , en el que los medios (5a-n) de soporte hacen contactocon el lado inferior de la porción saliente de la preforma ;
- disponer una lámina estanca al aire sobre la disposición;
- forzar la lámina estanca…
Procedimiento de fabricación materiales celulares de matriz termoplástica.
(08/10/2012) Procedimiento de fabricación de materiales celulares de matriz termoplástica no reticulada con densidades relativas menores a 0.2 con índices de anisotropía superiores a 1.5 tanto en celda abierta como parcialmente interconectada y con un módulo elástico relativo en compresión superior a 0,6 MPa/(5 kg/m3) un módulo de cizalla relativo superior a 0,18 MPa/(kg/m3) y un esfuerzo de colapso superior a 0,010 MPa/(kg/m3), que comprende las etapas de:
- mezcla y granceo de al menos un polímero termoplástico con agente espumante químico y al menos un tipo de nanopartícula formando un material precursor (A),
- introducir el material precursor obtenido, en un molde de expansión unidireccional con sistema de retención de la expansión (B),
-…
Preforma, PRF y procesos para producirlos.
(05/09/2012) Una preforma formada con una pluralidad de sustratos de fibra de refuerzo apilados unos encima de otros ycada uno fabricado de al menos hilos de fibra de refuerzo,
en la que cada uno de dichos sustratos de fibra de refuerzo está fijado en su estilo textil, en la que un material deresina , cuyo componente principal es una resina termoplástica, está interlaminado entre las capas de dichossustratos de fibra de refuerzo en dicha preforma , en la un contenido de dicho material de resina está en unintervalo del 1 al 20% en peso respecto a dicha preforma caracterizada por que dicha preforma comprendeorificios de paso que se extienden a través de una pluralidad de dichos sustratos de fibra de refuerzo en unadirección del espesor de dicha preforma , en la que no existe sustancialmente un extremo de corte del filamentode fibra de refuerzo en tales…
Máquina dotada de una pluralidad de dispositivos de accionamiento.
(23/05/2012) Máquina que comprende una pluralidad de dispositivos de accionamiento soportados por medios demesa giratoria giratorios para accionar medios de moldeo y móviles entre una posición neutral (B) y unaposición (A) de funcionamiento, medios de control para controlar dichos dispositivos de accionamiento,comprendiendo dichos medios de control al menos una unidad de control, medios de conmutacióndispuestos para conectar de forma selectiva dicha al menos una unidad de control a al menos un dispositivo(15a, 15b, 15c, 15d, 15e) de accionamiento de dicha pluralidad de dispositivos de accionamiento, caracterizadapor el hecho de que dichos medios de conmutación…
Procedimiento y aparato para formar tapones de plástico mediante moldeo por compresión.
(25/04/2012) Procedimiento para la formación de tapones de material sintético mediante moldeado por compresión, quecomprende la inserción de un punzón en la cavidad de formación de un molde, para definir una cámara de formaciónque tiene la forma del tapón, que comprende por lo menos las siguientes etapas de operación:
a) insertar una primera cantidad medida de material sintético en el estado plástico en el interior de la cavidadde formación del molde,
b) insertar el punzón en la cavidad para definir una primera cámara de formación y prensar dicha cantidadmedida para la obtención de una primera parte interior del tapón;
caracterizado porque comprende
c) abrir el molde retirando el punzón, reteniendo al mismo tiempo dicha primera parte del tapón sobre dicho punzón yalimentar,…
PROCEDIMIENTO Y MOLDE PARA MOLDEAR LÁMINAS ESTRUCTURADAS.
(29/12/2010) Procedimiento para moldear láminas de plástico que tienen una estructura tridimensional sobresaliente o hueca , comprendiendo el procedimiento: a) colocar una lámina en bruto ablandada o plastificada entre las dos piezas de un molde, cuya superficie comprende una cavidad de molde para formar la lámina y una estructura negativa correspondiente a la de dicha estructura tridimensional , b) cerrar el molde con el fin de comprimir la lámina en bruto y forzar al material ablandado o plastificado a fluir hacia el interior de la estructura negativa , caracterizado porque c) se provee en la proximidad de la estructura negativa sobre al menos una parte del molde una característica que sobresale hacia el interior de la cavidad de molde, d) dicha característica estando destinada a formar un suministro local que puede suministrar material hacia el interior…
MOLDE PARA CONFORMAR EL CABEZAL DE RECIPIENTES DE PLASTICO TUBULARES DEFORMABLES.
(01/02/2007) Molde para conformar la parte superior de recipientes de plástico tubulares deformables que comprende un cuerpo tubular y un cabezal de material de plástico unido a un extremo del cuerpo tubular , comprendiendo dicho molde: - una estampa que presenta una superficie exterior (11) dispuesta para acoplarse al cuerpo tubular como un ajuste duro, y una parte extrema que sobresale axialmente del extremo inferior de la superficie exterior cilíndrica (11), y - una matriz dispuesta de manera que forma, en combinación con la superficie inferior (13) de la estampa, una cavidad (F) para la conformación del cabezal del recipiente, presentando dicha matriz una superficie cóncava (32) dispuesta para recibir como un ajuste duro, mediante…
APARATO DE MOLDEO PARA PRODUCIR PASTILLAS DE JABON O SIMILARES.
(16/10/2006) Aparato de moldeado para producir pastillas de jabón o similares, que comprende un molde en el que hay al menos una media cavidad de moldeado y un contramolde en el que hay en correspondencia al menos otra media cavidad de moldeado , siendo dicho contramolde desplazable bajo mando acercándose o alejándose de dicho molde para cerrar la cavidad de moldeado, que está constituida por dichas medias cavidades , moldeando una barra de jabón interpuesta entre dicho molde y dicho contramolde, o para abrir dicha cavidad de moldeado y permitir la inserción de una barra de jabón entre dicho molde y dicho contramolde o la extracción de la pastilla de jabón moldeada, estando provistos compartimentos alrededor de la boca de la media cavidad…
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE GUARNICIONES DE FRENOS.
(16/12/2005) Dispositivo para la fabricación de guarniciones de frenos con un molde adecuado para el alojamiento de al menos un soporte de guarnición de frenos, con un útil de prensa que se puede introducir en el molde, que delimita junto con el molde una cámara de prensa , y con medios para la descarga de medios gaseosos o en forma de vapor desde el molde , presentando los medios para la descarga de los medios gaseosos o en forma de vapor una capa porosa del útil de prensa, dirigida hacia el material a prensar , del útil de prensa , que está configurada de tal forma que es permeable para medios gaseosos o en forma de vapor, pero es impermeable tanto para partículas de material a prensar como también para el polvo; y en el que la capa porosa está…
METODO Y DISPOSITIVO PARA EL MOLDEO POR COMPRESION DE UN TAPON DE CIERRE.
(01/10/2005) Un método para el moldeo por compresión de un tapón de cierre de recipiente, que tiene una primera parte y una segunda parte , que se unen entre sí por medio de al menos una sección más delgada , - de tal manera que la cavidad de molde tiene una primera parte de cavidad, destinada a formar la primera parte del tapón de cierre, una segunda parte de cavidad, destinada a formar la segunda parte del tapón de cierre, y una parte de cavidad intermedia, destinada a formar la sección más delgada , comprendiendo el método: - preparar un molde con una parte de molde hembra y una parte de molde macho , las cuales son susceptibles de desplazarse una con respecto de la otra, - suministrar una porción de un material plástico al interior de la parte de molde hembra y desplazar la parte…
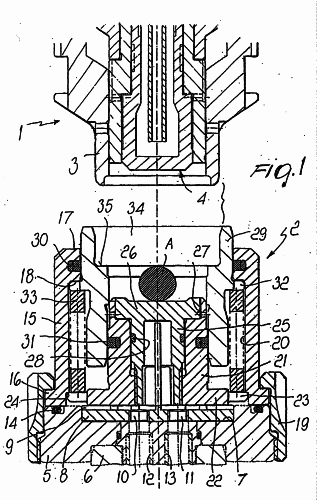
MOLDE PARA LA FABRICACION DE ARTICULOS DE PLASTICO.
(16/04/2004). Ver ilustración. Solicitante/s: SACMI COOPERATIVA MECCANICI IMOLA S.C.R.L.. Inventor/es: BELTRANDI, DARIO.
Molde para fabricar tapones de plástico compuesto por una mitad de molde hembra y una mitad de molde macho que están mutuamente alineados a lo largo de un eje vertical, estando dicha mitad de molde macho compuesta de una camisa y un émbolo que es guiado en el interior de dicha camisa y es móvil respecto a la misma, comprendiendo dicha mitad hembra de molde una placa de fondo , un anillo de fondo que forma junto con dicha placa de fondo una cavidad para recibir una dosis (A) de material plástico para moldear, caracterizado por el hecho de que dicho anillo de fondo es guiado sobre dicha placa de fondo y provisto de un reborde que actúa como tope para dicha camisa durante el moldeo, siendo dicho anillo de fondo móvil con respecto a dicha placa de fondo en contraste con medios de retorno elásticos que permiten a dicho émbolo entrar en dicha cavidad.
MEJORAS EN O RELATIVAS A TRANSMISORES DE PRESION PARA USO EN LA PRODUCCION DE COMPONENTES DE MATERIAL COMPUESTO.
(01/04/2004). Solicitante/s: ADVANCED COMPOSITES GROUP LTD. Inventor/es: SLOMAN, ROGER MARK ADVANCED COMPOSITES GROUP LTD.
UN TRANSMISOR DE PRESION PARA SU USO EN LA POLIMERIZACION DE COMPONENTES COMPUESTOS PUEDE TOMAR LA FORMA DE UNA PLACA DE ACERO INOXIDABLE, DE UN ELEMENTO INTENSIFICADOR DE LA PRESION O DE UNA BOLSA DE VACIO Y ESTA FORMADO A PARTIR DE UN MATERIAL ELASTOMERICO POLIMERIZABLE QUE ESTA PARCIALMENTE POLIMERIZADO, NORMALMENTE CUANDO SE ENCUENTRA EN UN MOLDE, A UNA TEMPERATURA QUE NO EXCEDE LOS 100° C. POSTERIORMENTE SE POLIMERIZA ADICIONALMENTE, POR EJEMPLO A 175° C, MIENTRAS QUE NO SE MANTIENE EN EL MOLDE. PUEDE INCORPORARSE UNA CAPA DE REFUERZO FORMADA A PARTIR DE UN MATERIAL FIBROSO PREIMPREGNADO DE UNA RESINA POLIMERIZABLE.
MOLDE PARA MOLDEADO POR COMPRESION PARA MOLDEAR UN ELEMENTO DE CAUCHO.
(16/03/2004) Un molde para moldeado por compresión para moldear una lámina de caucho que tiene un grosor predeterminado en una serie de elementos de caucho , que esta formado por una parte superior y una parte inferior , en el cual al menos una de estas partes, es decir la parte superior o la parte inferior , dispone de una serie de cavidades con una forma que se corresponde con la de los elementos de caucho que han de ser moldeados mediante moldeado por compresión, y en el cual la distancia existente entre las porciones de la superficie opuestas distintas a las citadas cavidades de la citada parte superior del molde y de la citada parte inferior del molde en el momento del moldeado por compresión se determina en función…
PRODUCCION DE ESTRUCTURAS DE COMPOSITE.
(01/02/2004). Ver ilustración. Solicitante/s: SCRIMP SYSTEMS, L.L.C. HARDCORE DU PONT COMPOSITES, L.L.C. Inventor/es: TUNIS, GEORGE, C., III, SEEMANN, WILLIAM, H., III, PERRELLA, ANDREW, P., HARALDSSON, RIKARD, K., EVERITT, WILLIAM, E., PEARSON, EVERETT, A.
SE PRODUCEN ESTRUCTURAS COMPOSITES DE GRAN TAMAÑO UTILIZANDO UN PROCESO DE MOLDEO CON TRANSFERENCIA DE RESINA ASISTIDA POR VACIO QUE INCORPORA UN ENTRAMADO DE DISTRIBUCION DE LA RESINA. EL ENTRAMADO DE DISTRIBUCION DE LA RESINA SE CONSIGUE POR MEDIO DE UNA LAMINA METALICA TEXTURIZADA CONFORMADA COMO BOLSA DE VACIO Y MOLDE INTEGRADOS. LA TEXTURA ESTA FORMADA POR PORCIONES ELEVADAS EN UN LADO DE LA LAMINA QUE SE CORRESPONDEN CON DEPRESIONES EN EL OTRO LADO. LOS VALLES ENTRE LAS PORCIONES ELEVADAS FORMAN EL ENTRAMADO DE DISTRIBUCION DE LA RESINA. SE COLOCA UN LAMINADO DE FIBRA CONTRA LA LAMINA TEXTURIZADA CON LAS PORCIONES ELEVADAS DIRIGIDAS HACIA EL LAMINADO. CONFORMADOS TAMBIEN DIRECTAMENTE EN LA LAMINA HAY CANALES PRINCIPALES DE ALIMENTACION . LA RESINA SE SUMINISTRA BAJO VACIO A LOS CANALES PRINCIPALES DE ALIMENTACION, DE DONDE VIAJAN A TRAVES DE LOS VALLES DE LA LAMINA TEXTURIZADA PARA IMPREGNAR EL LAMINADO.
PROCEDIMIENTO DE PRENSADO DIFERENCIADO.
(01/09/2003). Solicitante/s: BOREALIS GMBH. Inventor/es: HERBST, HARALD.
Procedimiento para el conformado discontinua de materiales plásticos por medio de desplazamiento del volumen en una cavidad, en el que la aportación de la energía de conformado al material que se desea conformar se realiza por medio de al menos dos partes móviles de la superficie de la cavidad, teniendo por lo menos una de las mitades de la herramienta una o varias piezas móviles respecto a ella, aportándose por lo menos una parte de la energía de conformado por medio del movimiento relativo de estas partes y realizándose la aportación de la energía de conformado a lo largo de todo el procedimiento de conformado mediante un control diferenciado del tiempo y del lugar, caracterizado porque en la aportación de la energía de conformado a lo largo de todo el procedimiento de conformado solo participa una parte de toda la superficie de la cavidad de al menos una mitad de la herramienta, que no está situada en paralelo al sentido de movimiento.
MAQUINA PARA LA CONSTITUCION DE ESTRUCTURAS LAMINARES MULTICAPA.
(01/08/2003). Ver ilustración. Solicitante/s: CASTILLO SANTAMARIA,MARIA CRISTINA. Inventor/es: CASTILLO SANTAMARIA,MARIA CRISTINA.
Máquina para la constitución de estructuras laminares multicapa, que se caracteriza porque la mesa inferior tiene en sus laterales sendas parejas de roldana delantera y roldana trasera que descansan sobre sendas levas lineales, delantera y trasera , que tienen un perfil longitudinal activo de cota progresivamente variable y que viajan en una plataforma que está instalada sobre el bastidor , mediante un par de primeros carriles longitudinales , y dotada de robustos medios impulsores con regulación precisa de la carrera mediante microprocesador.
PROCEDIMIENTO DE CONFORMACION PARA FABRICAR PIEZAS DE PLASTICO Y DISPOSITIVO PARA LA PUESTA EN PRACTICA DEL PROCEDIMIENTO.
(16/02/2003) Procedimiento de conformación para fabricar piezas de plástico, en el que se introduce la masa de moldeo fundida, antes de su conformación en un recinto de moldeo (KV), en un recinto de depósito (A) que casi coincide respecto de su volumen con el volumen del recinto de moldeo (KV) y que está realizado en forma de un cilindro y unido comunicándose con el recinto de moldeo (KV) de tal manera que el recinto de depósito (A) desemboque sin transición en el recinto de moldeo (KV), y se transporta la masa de moldeo del recinto de depósito (A) al recinto de moldeo (KV) por medio de un pistón (S) desplazable axialmente en el recinto de depósito (A), caracterizado porque al comienzo del proceso de inyección el pistón (S) se encuentra en un primer punto…
BOLSA A VACIO INDIVIDUAL Y SU PROCEDIMIENTO DE FABRICACION.
(16/09/2002) UNA BOLSA DE VACIO UNITARIA PARA LA FORMACION DE UN ARTICULOS COMPUESTO REFORZADO CON FIBRAS DENTRO DEL CUAL HAY MOLDEADO UN ELEMENTO DE DISTRIBUCION DE RESINA CON LO QUE QUEDA FORMADO UN ARTICULO ESPECIFICO. LA BOLSA DE VACIO SE FORMA SOBRE EL MOLDE QUE CONSTITUYE LA BASE PARA LA FABRICACION DEL ARTICULO COMPUESTO REFORZADO CON FIBRAS DESEADO. LA BOLSA TIENE UN LADO ABIERTO, UN CONDUCTO DE DISTRIBUCION PRINCIPAL ELASTICO QUE SE EXTIENDE LATERALMENTE A LO LARGO DE LOS EJES LARGOS DE LA BOLSA DE VACIO CON UNOS CONDUCTOS SECUNDARIOS PARA PROPORCIONAR UN FLUJO DE RESINA DE LARGA DISTANCIA A TODAS LAS PARTES DEL ARTICULO COMPUESTO Y RECEPTACULOS…
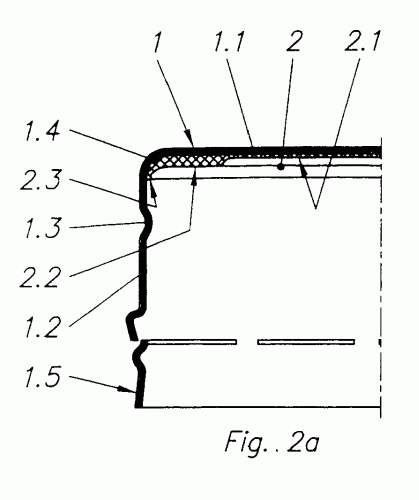
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UNA CAPSULA DE CIERRE.
(16/09/2002). Ver ilustración. Solicitante/s: OBERBURG ENGINEERING AG. Inventor/es: LUDI, THOMAS.
UNA CAPSULA DE PRECINTO , EN PARTICULAR PARA BOTELLAS DE CRISTAL O PLASTICO, MUESTRA UNA PIEZA DE JUNTA DE PLASTICO, ESTAMPADA Y COLOCADA EN LA PARTE INTERIOR SOBRE LA BASE DE LA CAPSULA DE PRECINTO. LA PIEZA DE JUNTA SE EXTIENDE AL MENOS HASTA UN REVESTIMIENTO DE LA CAPSULA DE PRECINTO QUE RODEA LA BASE , ESTANDO UNIDA CON LA PARTE INTERIOR DE FORMA QUE SE ADHIERE TOTALMENTE A ESTA. A DIFERENCIA CON EL ESTADO DE LA TECNICA, NO EXISTE NINGUNA DISTANCIA O RESQUICIO ENTRE EL REVESTIMIENTO Y LA JUNTA. EL MATERIAL DE JUNTA SE ENCUENTRA INCLUSO UN POCO LEVANTADO EN EL REVESTIMIENTO. PARA LA FABRICACION DE ESTA CAPSULA DE PRECINTO SE DEPOSITA UNA PORCION DE ESTE MATERIAL DE JUNTA SOBRE LA BASE DE LA CAPSULA DE PRECINTO, SIENDO DISTRIBUIDA SUPERFICIALMENTE CON UN TROQUEL CON MANGUITO LIMITADOR A FIN DE REALIZAR UN ESTAMPADO PREVIO Y EMBUTIDA A CONTINUACION HASTA LLEGAR AL REVESTIMIENTO , DE MANERA QUE EL MANGUITO LIMITADOR ES LEVANTADO A FIN DE REALIZAR EL ESTAMPADO POSTERIOR.
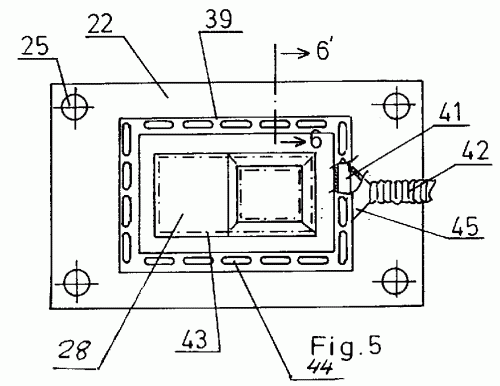
UNA DISPOSICION PERFECCIONADA APLICABLE AL ACABADO DE ELEMENTOS PARA COCINA, BAÑO Y SIMILARES.
(01/07/2002). Ver ilustración. Solicitante/s: SUBIRANA JULIA,SALVADOR.
"Una disposición perfeccionada aplicable al acabado de elementos para cocina, baño y similares". La disposición objeto de la presente invención se materializa concretamente en el semi-molde superior, el cual ha visto totalmente modificado su perímetro para que el mismo albergue una canalización formada por un conducto preferentemente de sección cuadrada o rectangular, en una de cuyas bases se han previsto una serie de taladros longitudinales que rodean la totalidad del perímetro de dicho semi-molde, estableciéndose en un punto de dicha canalización una adaptación a una manguera o similar que permite la aspiración del aire que se capta a través de dichos taladros longitudinales y que se canaliza posteriormente hacia el exterior.
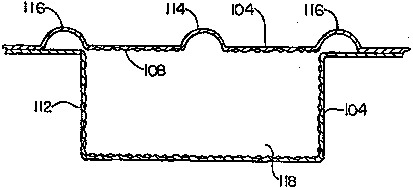
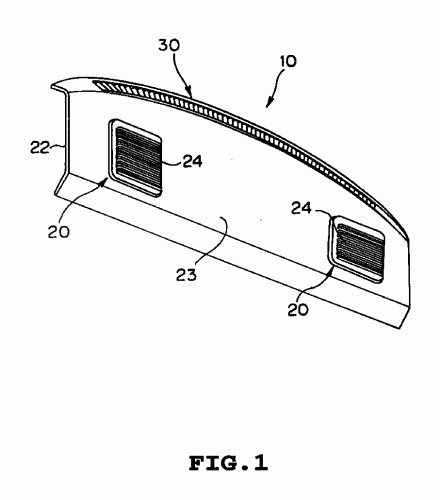
PRODUCTO MOLDEADO COMPUESTO Y PROCEDIMIENTO Y APARATO DE FABRICACION.
(16/02/2002). Ver ilustración. Solicitante/s: YAMAKAWA INDUSTRIAL CO. Inventor/es: TERAJIMA, YASUHIDE.
UN PRODUCTO MOLDEADO DE MATERIAL COMPOSITE TIENE UN CUERPO PRINCIPAL MOLDEADO EN UN MATERIAL BASE DE UNA RESINA TERMOPLASTICA Y QUE DEFINE AL MENOS UNA ABERTURA PASANTE. SE INTEGRA UN MATERIAL DELGADO POROSO EN EL CUERPO PRINCIPAL POR FUSION TERMICA. SE FORMA AL MENOS UN NERVIO EN LA SUPERFICIE DEL MATERIAL DELGADO EN UNA POSICION CORRESPONDIENTE A LA POSICION DE AL MENOS UNA ABERTURA PASANTE. SE INTEGRA AL MENOS UN NERVIO CON EL NERVIO PRINCIPAL A TRAVES DE LA ESTRUCTURA POROSA DEL MATERIAL DELGADO.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE LENTES OPTICAS.
(16/05/2000) EN UN PROCEDIMIENTO PARA LA ELABORACION DE LENTES OPTICAS, EN PARTICULAR DE LENTES DE CONTACTO, SE APLICA UN MATERIAL (M) DE LENTE ENTRE DOS MITADES DE UN MOLDE. LAS MITADES DE MOLDE MUESTRAN RESPECTIVAMENTE UNA SUPERFICIE CONFORMADORA E INCLUYEN EN SITUACION CERRADA EL MOLDE UNA CAVIDAD . DESPUES DE LA INTRODUCCION DEL MATERIAL DE LENTE SE MUEVEN UNA SOBRE OTRA AMBAS SUPERFICIES CONFORMADORAS E INCLUYEN EL MATERIAL DE LENTE EN LA CAVIDAD. EN CASO NECESARIO SE POLIMERIZA A CONTINUACION EL MATERIAL DE LENTE QUE SE ENCUENTRA INCLUIDO EN LA CAVIDAD. EN UNA DE LAS MITADES DE MOLDE SE HA PREVISTO LA PRIMERA SUPERFICIE CONFORMADORA, Y LA OTRA MITAD DE MOLDE ABARCA UNA PARTE DE MOLDE DE TIPO DE EMBOLO DE FORMA CERRABLE Y ESTANCA, EN LA QUE SE HA PREVISTO LA SEGUNDA SUPERFICIE DE CONFORMACION, DE TAL…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}