Máquina dotada de una pluralidad de dispositivos de accionamiento.
Máquina que comprende una pluralidad de dispositivos (15) de accionamiento soportados por medios (21) demesa giratoria giratorios para accionar medios (3,
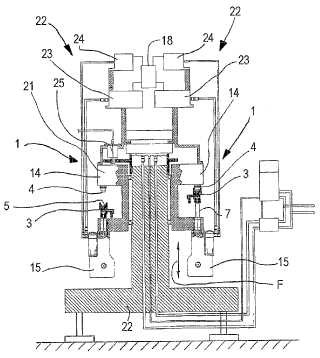
4) de moldeo y móviles entre una posición neutral (B) y unaposición (A) de funcionamiento, medios (18) de control para controlar dichos dispositivos (15) de accionamiento,comprendiendo dichos medios de control al menos una unidad (18) de control, medios (23) de conmutacióndispuestos para conectar de forma selectiva dicha al menos una unidad (18) de control a al menos un dispositivo(15a, 15b, 15c, 15d, 15e) de accionamiento de dicha pluralidad de dispositivos (15) de accionamiento, caracterizadapor el hecho de que dichos medios (23) de conmutación conectan dicho al menos un dispositivo (15a, 15b, 15c, 15d,15e) de accionamiento a dicha al menos una unidad (18) de control un intervalo de tiempo durante el que dicho almenos un dispositivo (15a, 15b, 15c, 15d, 15e) de accionamiento realiza, al estar montado en dichos medios (21) demesa giratoria, un giro con una amplitud angular predeterminada, y por el hecho de que dichos medios (23) deconmutación interrumpen la conexión entre dicho al menos un dispositivo (15a, 15b, 15c, 15d, 15e) deaccionamiento y dicha al menos una unidad (18) de control un intervalo adicional de tiempo durante el que dicho almenos un dispositivo (15a, 15b, 15c, 15d, 15e) de accionamiento realiza, al estar montado en dichos medios (21) demesa giratoria, un giro adicional con una amplitud angular predeterminada.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/010269.
Solicitante: SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA.
Nacionalidad solicitante: Italia.
Dirección: 17/A, VIA SELICE PROVINCIALE 40026 IMOLA (BOLOGNA) ITALIA.
Inventor/es: PARRINELLO, FIORENZO, BALBONI,ALESSANDRO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C43/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto. › con un movimiento circular.
- B29C43/14 B29C 43/00 […] › en varias etapas.
- B29C43/36 B29C 43/00 […] › Moldes para fabricar objetos de longitud definida, es decir, de objetos separados.
- B29C49/02 B29C […] › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Moldeo por soplado combinado con la fabricación de la preforma o del parisón.
PDF original: ES-2389049_T3.pdf
Fragmento de la descripción:
Máquina dotada de una pluralidad de dispositivos de accionamiento
La presente invención se refiere a una máquina funcional en la que actúa al menos un dispositivo de accionamiento y a aparatos de accionamiento que accionan elementos de moldeo en una máquina de moldeo, y a un sistema de control de una máquina de moldeo.
De forma específica, aunque no exclusiva, la invención se refiere al moldeo por compresión de plástico para obtener objetos tales como tapones adecuados para su asociación a recipientes. En esta descripción y en las siguientes reivindicaciones, el término “punzón” indica la mitad macho de un molde y el término “matriz” indica la mitad hembra
o la cavidad de un molde.
US 2621363 describe una máquina automática para moldear artículos a partir de un material termoendurecible o termoplástico.
La máquina comprende un molde preliminar en el que se obtiene un elemento semi-moldeado a partir de una cantidad predeterminada de material de moldeo y un molde principal en el que se completa la operación de moldeo del elemento semi-moldeado. La máquina comprende además una válvula que controla el suministro de aceite y la descarga del mismo en los cilindros para accionar los elementos superior e inferior del molde principal y el cilindro para el émbolo del molde preliminar. La válvula comprende un elemento de válvula móvil angularmente que está dispuesto en el interior de una carcasa y es móvil angularmente en su interior mediante una accionamiento a presión entre dos posiciones extremas. Cuando el elemento de válvula está en la primera posición, los émbolos de los cilindros mencionados anteriormente se extienden. Cuando el elemento de válvula está en la segunda posición, los émbolos de los cilindros mencionados anteriormente se retraen.
GB 1052337 describe una máquina herramienta que comprende un elemento de soporte giratorio o torreta que tiene un borde radial que forma una mesa y que gira alrededor del eje de una columna vertical en un elemento de base. La mesa soporta un número de ejes funcionales giratorios de forma independiente. La torreta, que tiene una planta cuadrada exteriormente, soporta un elemento deslizante vertical y horizontal en cada cara, que soporta unos soportes de herramienta. Al extremo superior de la columna está fijado un elemento de leva de tipo tambor, con unas ranuras periféricas en las que están dispuestos unos seguidores de leva que, durante el giro de la torreta, realizan movimientos longitudinales y transversales de los elementos deslizantes y, en consecuencia, de los soportes y las herramientas de corte. El movimiento transversal del elemento deslizante se realiza a través de un balancín. La torreta es accionada por un motor eléctrico a través de unos engranajes y los ejes funcionales son accionados por motores individuales.
Son conocidos aparatos que comprenden moldes para el moldeo por compresión de plástico, que comprenden una matriz dotada de una cavidad en la que se introduce una cantidad determinada de plástico en estado pastoso y un punzón adecuado para comprimir el material plástico en el interior de la cavidad.
La cavidad y el punzón están conformados para conformar el plástico en una forma que se corresponde con el objeto a obtener. De forma específica, en el moldeo de tapones o tapas u obturadores, la matriz define una superficie externa del objeto y el punzón define una superficie interna del objeto.
Para abrir y cerrar el molde, la cavidad y el punzón se acercan y alejan entre sí mediante unos dispositivos de accionamiento que pueden ser de tipo mecánico o hidráulico.
Los dispositivos de accionamiento hidráulicos comprenden un cilindro en cuyo interior se desplaza un émbolo accionado por aceite a presión, que controla el movimiento del punzón y/o la matriz.
Un inconveniente de los dispositivos de accionamiento hidráulicos consiste en que los mismos implican una complicación significativa del sistema y estructural, de forma específica, si se dispone una pluralidad de moldes montados en la misma mesa giratoria.
Otro inconveniente de los dispositivos de accionamiento hidráulicos consiste en que los mismos tienen un elemento seguidor, cuya velocidad no es controlable fácilmente.
En consecuencia, los tapones obtenidos pueden presentar inconvenientes inaceptables, por ejemplo, rebabas, debido a los flujos asimétricos y no uniformes del plástico en el molde.
Otro inconveniente adicional de los dispositivos de accionamiento hidráulicos consiste en que es necesario controlar constantemente el fluido contenido en el interior de los mismos e intervenir en caso de pérdidas y/o fugas de estos últimos.
El uso de dispositivos de accionamiento hidráulicos provoca además el riesgo de que una cantidad determinada de aceite pueda entrar en contacto con el plástico moldeado, por ejemplo, por una fuga de aceite o por la evaporación de partículas de aceite en el aire que rodea el entorno de moldeo, causando de este modo la contaminación y un
posible deterioro del objeto conformado.
Los dispositivos de accionamiento mecánicos pueden comprender una leva que controla el movimiento del punzón o de la matriz.
Por lo tanto, los dispositivos de accionamiento mecánicos presentan numerosos inconvenientes, ya que los mismos necesitan componentes muy caros y requieren un montaje extremadamente preciso de estos componentes.
Además, estos dispositivos de accionamiento resultan bastante rígidos, ya que los mismos no permiten un ajuste sencillo del recorrido que debe realizar el punzón o la matriz y de la velocidad a la que se realiza el recorrido. De hecho, este ajuste solamente puede obtenerse sustituyendo piezas de los dispositivos de accionamiento.
Además, los dispositivos de accionamiento mecánicos sufren en gran medida un desgaste de los componentes que los constituyen, de modo que, después de un funcionamiento prolongado, los mismos tienden a ser imprecisos.
De forma específica, si los dispositivos de accionamiento mecánicos se desgastan, los mismos no permiten asegurar una presión predeterminada entre el punzón y la matriz, lo que puede provocar escapes indeseados de material de la matriz.
Además, debido a que los dispositivos de accionamiento mecánicos están equipados con un recorrido fijo, no es posible variar la presión de retención del molde según las propiedades del material, de forma específica, de la fluidez de este último.
Además, debido a que los dispositivos de accionamiento mecánicos no permiten evitar tensiones de tipo pulsado, por ejemplo, impactos que pueden generarse en el molde durante el moldeo, es necesario disponer estructuras de soporte para los moldes que sean suficientemente robustas para resistir las tensiones.
De forma alternativa, es posible disponer dispositivos de absorción de impactos entre el dispositivo de accionamiento y la matriz y/o el punzón que permitan mantener sustancialmente constante la tensión a la que están sometidos el punzón, la matriz y los órganos durante su funcionamiento.
De forma específica, si se deposita una dosis excesiva de plástico pastoso en el interior de la matriz debido a un funcionamiento incorrecto de un dispositivo de suministro del plástico, los dispositivos de absorción de impactos evitan que la gran tensión generada dañe el molde, posiblemente de forma irreparable.
Además, los dispositivos de absorción de impactos permiten compensar en cierta medida diferencias entre el recorrido real y el recorrido teórico de los dispositivos de accionamiento, debiéndose estas diferencias, por ejemplo, al desgaste que afecta a las levas.
Los dispositivos de absorción de impactos pueden comprender un cilindro neumático dispuesto entre la matriz y/o el punzón y el dispositivo de accionamiento respectivo.
Los aparatos conocidos comprenden una mesa giratoria a la que está fijada una pluralidad de las matrices mencionadas anteriormente, por ejemplo, dispuestas en posiciones equidistantes angularmente.
Cada molde es accionado por un dispositivo de accionamiento al que está asociada una unidad de control.
También son conocidos aparatos en los que cada molde comprende un punzón fijado a un bastidor de la mesa giratoria... [Seguir leyendo]
Reivindicaciones:
1. Máquina que comprende una pluralidad de dispositivos (15) de accionamiento soportados por medios (21) de mesa giratoria giratorios para accionar medios (3, 4) de moldeo y móviles entre una posición neutral (B) y una posición (A) de funcionamiento, medios (18) de control para controlar dichos dispositivos (15) de accionamiento, comprendiendo dichos medios de control al menos una unidad (18) de control, medios (23) de conmutación dispuestos para conectar de forma selectiva dicha al menos una unidad (18) de control a al menos un dispositivo (15a, 15b, 15c, 15d, 15e) de accionamiento de dicha pluralidad de dispositivos (15) de accionamiento, caracterizada por el hecho de que dichos medios (23) de conmutación conectan dicho al menos un dispositivo (15a, 15b, 15c, 15d, 15e) de accionamiento a dicha al menos una unidad (18) de control un intervalo de tiempo durante el que dicho al menos un dispositivo (15a, 15b, 15c, 15d, 15e) de accionamiento realiza, al estar montado en dichos medios (21) de mesa giratoria, un giro con una amplitud angular predeterminada, y por el hecho de que dichos medios (23) de conmutación interrumpen la conexión entre dicho al menos un dispositivo (15a, 15b, 15c, 15d, 15e) de accionamiento y dicha al menos una unidad (18) de control un intervalo adicional de tiempo durante el que dicho al menos un dispositivo (15a, 15b, 15c, 15d, 15e) de accionamiento realiza, al estar montado en dichos medios (21) de mesa giratoria, un giro adicional con una amplitud angular predeterminada.
2. Máquina según la reivindicación 1, y que comprende además una pluralidad de unidades de control menos numerosas que dicha pluralidad de dispositivos (15) de accionamiento.
3. Máquina según la reivindicación 2, en la que cada unidad (18) de control de dicha pluralidad de unidades de control controla un funcionamiento predeterminado de dicho al menos un dispositivo (15a, 15b, 15c, 15d, 15e) de accionamiento.
4. Máquina según una cualquiera de las reivindicaciones 1 a 3, en la que dicha al menos una unidad (18) de control está dispuesta en una posición remota con respecto a dichos dispositivos (15) de accionamiento.
5. Máquina según una cualquiera de las reivindicaciones 1 a 4, en la que dicha al menos una unidad (18) de control es una unidad lógica de control.
6. Máquina según una cualquiera de las reivindicaciones 1 a 5, y que comprende además al menos una unidad de suministro para conectar dichos dispositivos (15) de accionamiento a medios de suministro de energía eléctrica.
7. Máquina según la reivindicación 6, en la que dicha al menos una unidad de suministro está dispuesta en una posición remota con respecto a dichos dispositivos (15) de accionamiento.
8. Máquina según la reivindicación 6 o 7, en la que dicha al menos una unidad de suministro está integrada en dicha al menos una unidad (18) de control.
9. Máquina según la reivindicación 6 o 7, en la que dicha al menos una unidad de suministro está dispuesta en una posición remota con respecto a dicha al menos una unidad (18) de control.
10. Máquina según la reivindicación 6, en la que dicha al menos una unidad de suministro comprende una pluralidad de unidades de suministro, estando dispuesta cada unidad de suministro de dicha pluralidad de unidades de suministro junto a un dispositivo (15) de accionamiento respectivo de dicha pluralidad de dispositivos de accionamiento.
11. Máquina según la reivindicación 10, en la que dichos medios (23) de conmutación conectan de forma selectiva cada una de dichas unidades de suministro a dicho dispositivo (15) de accionamiento respectivo.
12. Máquina según una cualquiera de las reivindicaciones 1 a 11, en la que dicho al menos un dispositivo de accionamiento comprende un grupo de dispositivos (15a, 15b, 15c, 15d) de accionamiento que ocupa un sector (S) de dichos medios (21) de mesa giratoria.
13. Máquina según una cualquiera de las reivindicaciones 1 a 12, en la que dicho al menos un dispositivo de accionamiento comprende una pluralidad de grupos de dispositivos de accionamiento que ocupan sectores consecutivos angularmente de dichos medios (21) de mesa giratoria.
14. Máquina según una cualquiera de las reivindicaciones 1 a 13, en la que dicho giro adicional se corresponde con un ángulo sustancialmente explementario con respecto al ángulo que se corresponde con dicho giro con un grado angular predeterminado.
15. Máquina según una cualquiera de las reivindicaciones 1 a 14, y que comprende además medios (24) de conmutación adicionales dispuestos para conectar a dicha al menos una unidad (18) de control medios de transductor dispuestos para detectar el movimiento de un elemento móvil (7) de dicho al menos un dispositivo (15a, 15b, 15c, 15d, 15e) de accionamiento.
16. Máquina según una cualquiera de las reivindicaciones 1 a 15, y que comprende además medios (25) de
transductor adicionales dispuestos para detectar la posición angular de dicho al menos un dispositivo (15a, 15b, 15c, 15d, 15e) de accionamiento y comunicar dicha posición angular a dicha al menos una unidad (18) de control.
17. Máquina según una cualquiera de las reivindicaciones 1 a 16, y que comprende además medios de molde accionados por dichos dispositivos (15) de accionamiento.
18. Máquina según la reivindicación 17, en la que dichos medios de molde comprenden medios (3) de molde de cavidad.
19. Máquina según la reivindicación 17 o 18, en la que dichos medios de molde comprenden medios (4) de molde macho.
Patentes similares o relacionadas:
Tapón y su método de producción, del 22 de Julio de 2020, de PELLICONI & C. S.P.A.: Tapón para la fermentación en botella de vinos espumosos, que comprende una cápsula metálica y un elemento de estanqueidad , que se encuentra dentro […]
Bolsa de vacío integralmente rígida, reutilizable y método de hacer la misma, del 3 de Junio de 2020, de THE BOEING COMPANY: Una bolsa de vacío para procesar una pieza , que comprende: un diafragma de bolsa elástico flexible generalmente plano adaptado para colocarse sobre la pieza […]
Sistema de sellado para plásticos fundidos, del 6 de Mayo de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Sistema de sellado que comprende: - por lo menos un cuerpo macho que presenta una superficie externa; - por lo menos un cuerpo […]
Método para revestir un cuerpo hueco con un cuerpo moldeado prensado, del 6 de Mayo de 2020, de MS-Schramberg Holding GmbH & Co. KG: Método para revestir la superficie interior de un cuerpo hueco con un cuerpo moldeado prensado de material en polvo, en donde el material en polvo […]
Molde evacuable para componentes de plástico compuestos de fibra, del 29 de Enero de 2020, de Loparex Germany GmbH & Co. KG: Molde evacuable y estable con una forma obtenida por termoformado a temperaturas ≤240 °C y correspondiente al componente de plástico compuesto […]
Método para la fabricación de componentes de compuestos de fibra mediante un método de inyección bajo vacío, del 22 de Enero de 2020, de Faserverbund Innovations UG (haftungsbeschränkt): Método para la fabricación de componentes de compuestos de fibra mediante un método de inyección bajo vacío con los pasos: - Disposición del producto […]
Método y aparato para obtener un cuerpo en forma de copa, del 15 de Enero de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método que comprende las etapas de: - proporcionar un cuerpo en forma de copa , teniendo dicho cuerpo una pared lateral , que se extiende […]
Procedimiento para fabricar una barra conductora, del 27 de Noviembre de 2019, de GE Renewable Technologies: Procedimiento para la fabricación de una barra conductora compuesta de filamentos apilados con las siguientes etapas, proporcionar un […]