CIP-2021 : B29C 49/00 : Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
CIP-2021 › B › B29 › B29C › B29C 49/00[m] › Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B29C 49/02 · Moldeo por soplado combinado con la fabricación de la preforma o del parisón.
B29C 49/04 · · Moldeo por extrusión-soplado.
B29C 49/06 · · Moldeo por inyección-soplado.
B29C 49/08 · Estirado biaxial durante el moldeo por soplado.
B29C 49/10 · · utilizando medios mecánicos.
B29C 49/12 · · · Punzones de estirado.
B29C 49/14 · · · Organos de apretado.
B29C 49/16 · · utilizando una diferencia de presiones, p. ej. presoplado.
B29C 49/18 · utilizando diferentes etapas de soplado (B29C 49/16 tiene prioridad).
B29C 49/20 · de objetos que tienen elementos insertos o refuerzos.
B29C 49/22 · de preformas o parisones multicapas.
B29C 49/24 · Revestimiento o marcado.
B29C 49/26 · · Revestimiento interno de tubos.
B29C 49/28 · Aparatos de moldeo por soplado.
B29C 49/30 · · teniendo moldes o partes de molde móviles.
B29C 49/32 · · · con movimiento de vaivén.
B29C 49/34 · · · · los elementos del molde se desplazan uno sobre otro.
B29C 49/36 · · · girando alrededor de un eje.
B29C 49/38 · · · montados sobre soportes móviles sin fin.
B29C 49/40 · · · · sobre tambores cooperantes.
B29C 49/42 · Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
B29C 49/44 · · para aplicar una presión a través de las paredes de un saco inflado.
B29C 49/46 · · caracterizado por la utilización de un medio particular o de un fluido de soplado que no sean el aire.
B29C 49/48 · · Moldes.
B29C 49/50 · · · que tienen medios de corte o desbarbado.
B29C 49/52 · · · que tienen medios de decoración o impresión.
B29C 49/54 · · · para fabricar objetos con muesca o sesgados.
B29C 49/56 · · Medios de apertura, cierre o apriete.
B29C 49/58 · · Medios de soplado.
B29C 49/60 · · · Agujas de soplado.
B29C 49/62 · · Medios de ventilación.
B29C 49/64 · · Calentamiento o enfriamiento de las preformas, parisones o de objetos soplados.
B29C 49/66 · · · Enfriamiento por introducción de un refrigerante en el objeto soplado.
B29C 49/68 · · · Hornos especialmente adaptados para calentar preformas o parisones.
B29C 49/70 · · Desmoldeo o eyección de objetos soplados desde el molde.
B29C 49/72 · · Eliminación de rebabas fuera del molde.
B29C 49/74 · · · Eliminación de rebabas de la porción del cuello.
B29C 49/76 · · Calibrado del cuello.
B29C 49/78 · · Medida, control o regulación.
B29C 49/80 · · · Pruebas, p. ej. de fugas.
CIP2021: Invenciones publicadas en esta sección.
(29/06/2016) Un artículo de plástico hueco, el cual comprende:
un artículo de plástico que es un recipiente moldeado con estiramiento y soplado por inyección , el cual es moldeado por soplado a partir de una preforma moldeada por inyección , teniendo dicho recipiente una porción interior hueca y una porción de pared exterior , incluyendo dicha porción de pared exterior una porción de pared de la base , una porción de pared lateral que se extiende hacia arriba desde la porción de pared de la base , una porción de pared del cuello que se extiende hacia arriba desde la porción de pared lateral y una abertura por encima de la porción de pared del cuello hacia la parte interior ; en cuyo caso la porción de pared…
Tubo de transferencia de fluido con porción(es) corrugada(s) y su procedimiento de fabricación.
(22/06/2016) Tubo de transferencia de fluido , en particular para la carga de un circuito de refrigeración de un motor térmico de vehículo automóvil, que comprende al menos una porción curvable corrugada (2, 3, 4, 5, 10, 10', 10'', 10'''), monocapa o multicapa, que está basada en al menos un material termoplástico y que comprende una sucesión de relieves radiales axialmente espaciados, al objeto de determinar huecos entre ellos, presentando cada relieve dos zonas frontales (13 y 14) reunidas entre sí por una zona intermedia , presentando cada una de las zonas frontales de cada relieve un mismo contorno poligonal en su conjunto que define al menos tres tramos rectos relacionados entre sí por tramos redondeados…
Proceso de moldeo por soplado, recipientes termoplásticos con estética mejorada y utilización de un molde.
(22/06/2016) Un proceso de moldeo por soplado para fabricar un recipiente, que comprende las etapas de:
a) fijar una forma de recipiente precursor a un molde de moldeo por soplado, en donde dicha forma de recipiente precursor es un parisón o una preforma,
i) en donde dicha forma de recipiente precursor comprende una capa, en donde dicha capa comprende:
1) de aproximadamente 86 % a 99,99 %, del peso de dicha capa, de un material termoplástico seleccionado del grupo que consiste en polietileno (PE), polipropileno (PP) y una combinación de los mismos; y
2) de aproximadamente 0,01 % a 5 %, del peso de dicha capa, de un aditivo, en donde dicho aditivo posee un valor de tensión superficial de aproximadamente 0,1 a aproximadamente…
Materiales poliméricos y aditivos para ellos.
(15/06/2016). Solicitante/s: COLORMATRIX EUROPE, LTD. Inventor/es: RULE, MARK, FROST,Mark, JARVIS,ANTHONY.
El uso de un material inorgánico para mejorar las características de recalentamiento de un material polimérico, siendo seleccionado dicho material inorgánico de nitruro de titanio, óxido de indio y estaño, óxido de indio y estaño reducido y óxido de antimonio y estaño.
PDF original: ES-2592291_T3.pdf
Proceso para la fabricación de polímeros hidrófobos.
(18/05/2016). Solicitante/s: RESILUX. Inventor/es: DE CUYPER, DIRK, DIERICKX,William, MERTENS,JOHAN, DIERICKX,YVAN, MERTENS,DIRK, BELADJAL,LYNDA.
Método para producir polímeros hidrófobos que incorporan material vivo, en los que
- se selecciona un polímero,
- un conjunto de organismos se selecciona entre células, organismos vivos y/o productos celulares,
- se forman agregados implantando dichas células, organismos vivos y/o productos celulares en dichos polímeros, dando como resultado la formación de un denominado bio agregado de polímero, caracterizado porque se realiza el implante en el rango de temperatura operativo tomado del intervalo de temperatura del cual el límite inferior se establece a sustancialmente 100 ºC en condiciones de presión sustancialmente convencionales, en particular a sustancialmente una atmósfera, en el que dichas células y/o productos celulares, y/u organismos vivos se seleccionan entre la categoría de los denominados quistes y/o en una fase de etapas inactivas o durmientes.
PDF original: ES-2587005_T3.pdf
Composición para moldeo por soplado.
(11/05/2016). Solicitante/s: OMYA DEVELOPMENT AG. Inventor/es: HERSCHE, EMIL, Burkhalter,René.
Un artículo moldeado por soplado, que comprende una composición que comprende
(i) un polipropileno que tiene
- un índice de fluidez MFI (230 °C, 2,16 kg) de menos de 2,0 g/10 min,
- un módulo de flexión desde 1200 hasta 2400 MPa,
- una densidad desde 0,895 hasta 0,910 g/cm3,
(ii) un polietileno de alta densidad que tiene un índice de fluidez MFI (190 °C, 2,16 kg) desde 0,1 hasta 2,0 g/10 min,
(iii) una carga inorgánica;
en el que el artículo moldeado por soplado es una botella, un recipiente de cuello ancho, un bote o un tambor.
PDF original: ES-2586667_T3.pdf
Composición de polietileno para el moldeo por soplado con resistencia al agrietamiento por tensión alta.
(04/05/2016). Solicitante/s: BASELL POLYOLEFINE GMBH. Inventor/es: MARCZINKE, BERND, LOTHAR, SCHULLER,ULF, DÖTSCH,DIANA, MEIER,GERHARDUS, WIESECKE,JENS.
La composición de polietileno que tiene las siguientes características:
1) densidad entre más de 0,948 y 0,955 g/cm3, preferentemente entre 0,949 y 0,954 g/cm3, determinada de conformidad con la ISO 1183 a 23°C;
2) relación MIF/MIP de 12 a 25, en particular de 15 a 23, donde MIF es el índice de flujo de fusión a 190°C con carga de 21,60 kg, y MIP es el índice de flujo de fusión a 190°C con carga de 5 kg, ambos determinados de conformidad con la ISO 1133;
3) MIF de 25 a 40 g/10 min., preferentemente de 30 a 35 g/10 min., en particular de 31 a 35 g/10 min.;
4) Mz de 1000000 a 2000000 g/mol, preferentemente de 1000000 a 1500000 g/mol, más preferentemente de 1000000 a 450000 g/mol;
5) índice de ramificación de cadena larga, LCBI, igual o mayor a 0,55, preferentemente igual o mayor a 0,60;
donde LCBI es la relación del radio al cuadrado medio de giro medido Rg, medido por GPC-MALLS, y el radio al cuadrado medio de giro para PE lineal que tiene el mismo peso molecular.
PDF original: ES-2625388_T3.pdf
Método de moldear por inyección objetos y aparato para la fabricación de los objetos.
(13/04/2016) Método para la elaboración de objetos huecos, en particular, preformas de múltiples capas de plástico , las cuales se fabrican en un espacio de molde hueco previsto para ello a partir de al menos dos materiales, incluyendo un material de base primario (A) y un material secundario (B) tal como un material portador, en el que el material de base (A), y, posiblemente, el material secundario (B), se forman de un plástico y en el que ambos materiales de base primario y portadores secundarios (A, resp. B) se suministran en el espacio de molde hueco por canales de suministro primario y secundario en un molde de inyección y una placa de canal caliente , cada uno de los cuales discurren en elementos de calentamiento adaptados y sus materiales de base primario y portador secundario (A,…
Recipiente de plástico dotado de una superficie interna tratada con carbono.
(16/03/2016) Recipiente de múltiples capas moldeado por soplado diseñado para contener bebidas carbonatadas, que incluye una porción de pared superior que presenta una abertura , una porción de pared lateral intermedia situada debajo de la porción de pared superior , y una porción de base situada debajo de la porción de pared lateral intermedia que está adaptada para soportar el recipiente , dicho recipiente comprende además: una capa moldeada exterior que tiene una superficie interior y una superficie exterior y que contiene al menos un 40% en peso de plástico reciclado; y que incluye un material de barrera y/o materiales que secuestran o reaccionan…
Composición para la fabricación de un artículo de envasado, el cual tiene unas propiedades de secuestración del oxígeno y una reducida opacidad.
(16/03/2016). Ver ilustración. Solicitante/s: AMCOR LIMITED. Inventor/es: DEGROOTE,LAURENT.
Composición, la cual tiene unas propiedades de secuestración del oxígeno y que comprende una poliamida, un poliéster, y un catalizador de metal de transición, en donde, la cantidad de poliamida, es de un porcentaje de por lo menos un 3 %, en peso, y el poliéster, comprende un copolímero a un x % PETI, y un copolímero a un y % PETG, siendo, x e y, por lo menos igual a 5.
PDF original: ES-2569396_T9.pdf
PDF original: ES-2569396_T3.pdf
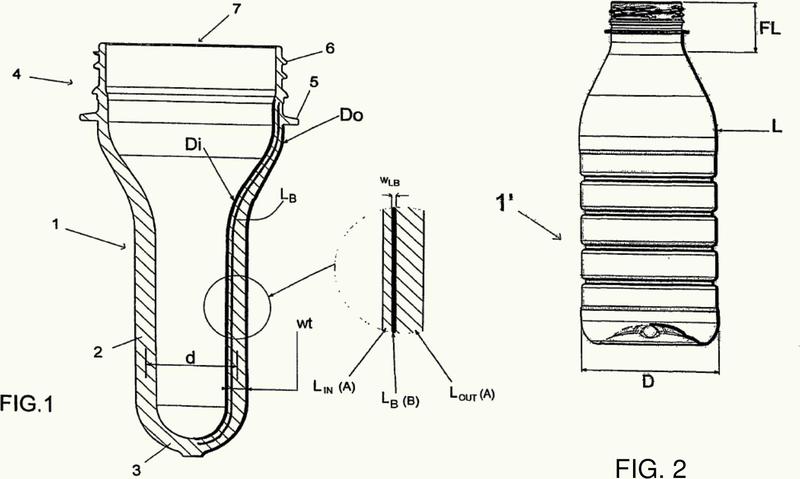
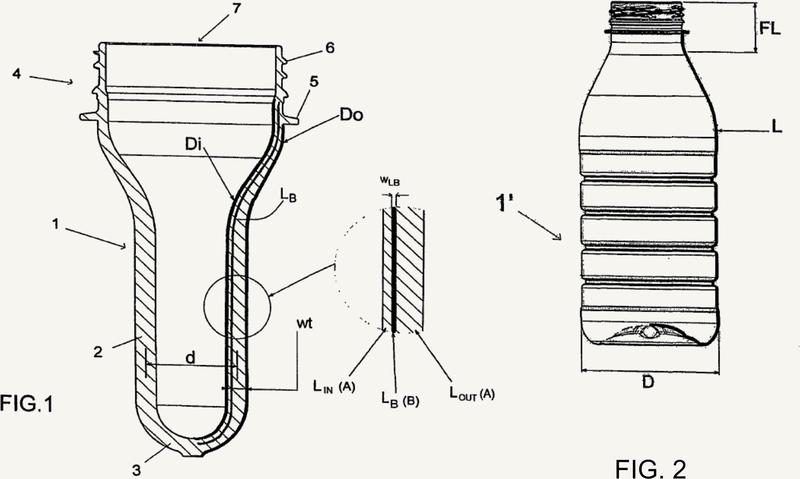
Recipiente biaxialmente estirado y de múltiples capas, el cual tiene propiedades de barrera de gas y una alta transparencia.
(16/03/2016). Ver ilustración. Solicitante/s: AMCOR LIMITED. Inventor/es: DEGROOTE,LAURENT.
Preforma de múltiples capas o recipiente de múltiples capas (1'), obtenidos mediante un estiramiento biaxial de una preforma, comprendiendo, los citados preforma de múltiples capas o contenedor de múltiples capas, por lo menos una capa de barrera de gas (LB), comprendiendo, la citada barrera de gas (LB), una poliamida y un poliéster, en donde, el poliéster, comprende un copolímero a un y % PETG, siendo, y, por lo menos igual a 5, y en donde, la cantidad de poliamida, en la barrera de gas (LB), es por lo menos de un porcentaje el 10 %, en peso.
PDF original: ES-2569058_T3.pdf
Copolímero de propileno para artículos moldeados por soplado.
(09/03/2016). Solicitante/s: BOREALIS AG. Inventor/es: GAHLEITNER, MARKUS, BERNREITNER, KLAUS, Klimke,Katja, SANDHOLZER,MARTINA.
Copolímero de propileno que tiene
(a) un índice de fluidez en estado fundido MFR2 (230ºC) medido de acuerdo con la norma ISO 1133 en el intervalo de más de 0,5 hasta menos de 2,5 g/10 min,
(b) un contenido soluble en xileno frío (XCS) determinado de acuerdo con la norma ISO 16152 (25ºC) en el intervalo de 30,0 a 40,0% en peso,
(c) un contenido de comonómero en el intervalo de más de 7,5 a 12,0% en peso,
en donde además
el contenido de comonómero de la fracción soluble en xileno frío (XCS) del copolímero de propileno está en el intervalo de 16,0 a 28,0% en peso.
PDF original: ES-2573078_T3.pdf
(10/02/2016). Ver ilustración. Solicitante/s: JSP CORPORATION. Inventor/es: KOIZUMI,TATSUYA.
Un conducto que comprende un artículo espumado moldeado mediante soplado constituido por una resina basada en poliolefina que tiene un módulo elástico de flexión de 800 MPa o superior y de 1.300 MPa o inferior, en el que dicho artículo espumado moldeado mediante soplado tiene una densidad (D) media aparente de 0,1 g/cm3 o superior y de 0,4 g/cm3 o inferior, y un espesor (T) medio [cm], en el que el producto (D×T2) de la densidad (D) media aparente y el cuadrado del espesor (T) medio de dicho artículo espumado moldeado mediante soplado es de 0,005 g/cm o superior y de 0,04 g/cm o inferior,
caracterizado por que
dicho artículo espumado moldeado mediante soplado tiene una región de lado de la superficie interior que tiene una densidad (D1) media aparente y una región de lado de la superficie exterior que tiene una densidad (D2) media aparente, y en el que una relación (D1/D2) de la densidad (D1) media aparente a la densidad (D2) media aparente es menor que 1.
PDF original: ES-2559052_T3.pdf
Procedimiento de fabricación de una pieza de revestimiento estructural de peso ligero y pieza de revestimiento estructural de peso ligero producida.
(19/08/2015) Procedimiento de fabricación de una pieza de revestimiento estructural de peso ligero que consiste en las etapas siguientes:
insertar una pluralidad de capas en una herramienta de moldeo con un primer semi-molde y un segundo semi- molde , cuyo segundo semi-molde comprende una pluralidad de hendiduras con forma de copa, caracterizado por que la pluralidad de capas comprende al menos:
• una primera capa de revestimiento permeable al aire de fieltro termoplástico, frente al primer semimolde ,
• una segunda capa de revestimiento hermética al aire, que consiste en una cubierta exterior permeable al aire de un fieltro termoplástico como la capa exterior y una película interior hermética al aire, frente al segundo semi-molde , y
• una capa de película permeable al aire, entre la primera capa de revestimiento…
Recipiente de plástico moldeado y preforma con etiqueta de identificación por radiofrecuencia (RFID) moldeada por inserción y método para su fabricación.
(03/06/2015) Método de fabricación de un recipiente de plástico que tiene una etiqueta RFID en una pared del recipiente, comprendiendo las etapas de:
a) formar un preforma de plástico que es un cuerpo tubular con un extremo cerrado ;
b) moldear por soplado la preforma en un recipiente de plástico que tiene la etiqueta RFID embebida en una pared del recipiente ;
caracterizado por que
c) la preforma de plástico se forma en un molde de preforma que incluye un núcleo de molde mediante las etapas de:
d) montar un inserto que incluye la etiqueta RFID en un extremo del núcleo de molde ;
e) formar la preforma…
Copolímeros y películas de los mismos.
(01/04/2015) Un copolímero de etileno y una α-olefina que tiene de C7 a C12 átomos de carbono, teniendo dicho copolímero
(a) una densidad (D) en el intervalo de 0,900 - 0,940 g/cm3,
(b) un índice de fundido MI2 (2,16 kg, 190°C) en el intervalo de 0,01 - 50 g/10 min.,
(c) un módulo elástico de la masa fundida G' (G" ≥ 500 Pa) en el intervalo de 20 a 150 Pa, y
(d) una resistencia al desgarramiento (MD) de ≥ 220 g
una resistencia al desgarramiento (TD) de ≥ 470 g, y
un impacto de caída del dardo (DDI) de ≥ 1.800 g
de una película soplada que tiene un grosor de 25 μm producida a partir del copolímero, donde MD se refiere a la dirección de la máquina y TD es la dirección transversal de la película soplada.
Preforma para la fabricación de un recipiente, procedimiento para la fabricación de un recipiente y uso.
(03/12/2014) Preforma para la fabricación de un recipiente para la recepción de un producto, en particular de un alimento, con un cuerpo base expandible que presenta una cavidad de un material multicomponente que comprende al menos dos zonas de material adyacentes una a otra, en la que. el cuerpo base expandible presenta un depósito con un agente activo antimicrobiano, caracterizada porque
la zona de material que presenta el agente activo está embebida como elemento semiesférico hueco en la primera zona de material en un lado de superficie del cuerpo base dirigido hacia la cavidad y sólo está dispuesta en un extremo …
Aparato de moldeo con bloques de molde que tienen un ajuste de caras perfiladas.
(18/06/2014) Sistema de moldeo para producir una tubería de plástico de doble pared , incluyendo dicho sistema de moldeo una pluralidad de bloques de molde , los cuales se mueven a lo largo de una trayectoria de moldeo para formar dicha tubería de plástico de doble pared que presenta una pared exterior con ondulaciones, las cuales establecen el diámetro exterior de las ondulaciones de las tuberías y una pared interior alrededor de un orificio a través de la tubería , presentando dichos bloques de molde unas caras perfiladas, las cuales determinan la forma de la tubería , siendo dichas caras perfiladas reconfigurables en su perfil entre un primer y un segundo…
Procedimiento y dispositivo para fabricar un tubo termoplástico de doble pared con un manguito de acoplamiento.
(12/02/2014) Procedimiento para fabricar un tubo termoplástico de doble pared con un manguito de acoplamiento a) extrudiéndose un primer tubo en un túnel conformador , formado al menos por una fila de moldes guiados en una vía; b) dándole al primer tubo una forma ondulada en, al menos, una primera sección y expandiéndolo en un manguito de acoplamiento en, al menos, una segunda sección; c) extrudiéndose un segundo tubo en el primer tubo y presionándose contra los senos de las ondas del primer tubo ; d) solicitándose el espacio (A) entre los dos tubos con una presión p1, superior a la presión atmosférica, mientras que al primer tubo se le está dando una forma ondulada y el segundo tubo está siendo extrudido en el primero; e) solicitándose el espacio (A) entre los dos tubos , en un momento…
Aparato y método para termoconformar objetos y objetos obtenidos mediante los mismos.
(13/11/2013) Aparato para producir objetos , de forma específica, recipientes, conformando una primera banda y una segunda banda de material termoconformable dispuestas enfrentadas entre sí y unidas entre sí a lolargo de zonas de soldadura para definir preformas de dichos objetos , que comprendemedios de conformación dotados de paredes de apoyo para presionarentre sí dichas bandas a lo largo de dichas zonas de soldadura y con medios de cavidad para conformar dichos objetos mediante inyección de un fluido de conformación en el interiorde dichas preformas , caracterizado por el hecho de que dichas paredes deapoyo están curvadas para presionar dichas bandas a lo largo de una superficie curvada a efectos deproducir objetos que tienen medios de pared unidos entre…
Método de fabricación de un envase con asa de conexión integral múltiple.
(06/11/2013) Un método de formación de un envase dotado de un asa integral , comprendiendo dichométodo:
(a) formar una preforma dotada de una porción de cuello y una porción expandible debajo de la porción de cuello ; teniendo la preforma al menos un bucle de materialplástico orientable; siendo el material el mismo material que una pared de la preforma ;estando el bucle conectado integralmente tanto en un primer extremo como en un segundoextremo a una primera ubicación y a una segunda ubicación separada respectivas en lapreforma ; el bucle está integralmente conectado en el primer extremo a la…
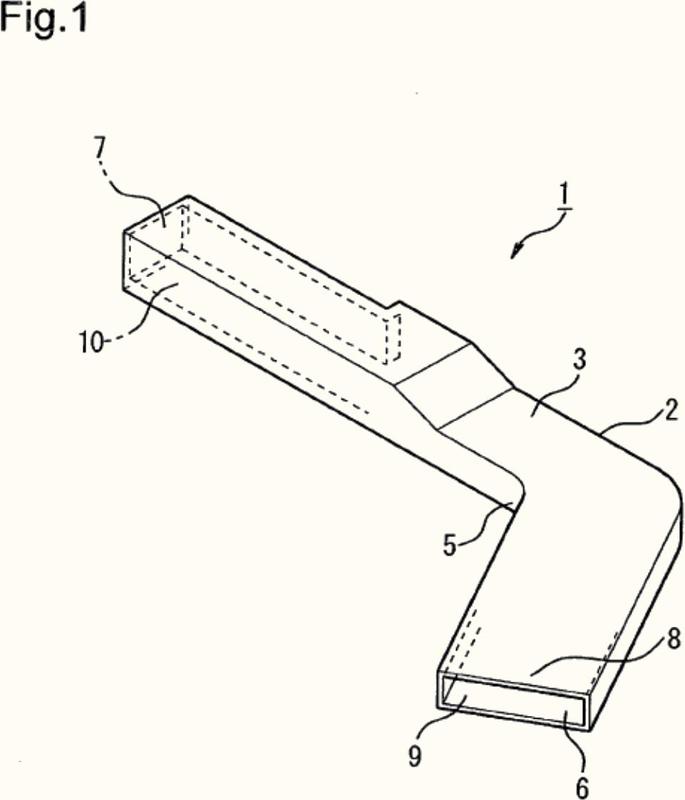
(28/08/2013) Una ampolla de plástico que comprende:
una parte de almacenamiento de la disolución de fármaco para almacenar una disolución de fármaco;un tubo de descarga de la disolución de fármaco en comunicación con la parte de almacenamiento de ladisolución de fármaco y que se extiende hacia un lado; y
una parte superior que cierra el extremo del primer lado del tubo de descarga de la disolución de fármaco;en la que el tubo de descarga de la disolución de fármaco comprende una parte frágil conformada para tener un grosor menor a lo largo de la dirección circular que las partes del tubo de descarga de ladisolución de fármaco por encima y por debajo de la parte frágil , y
en la que la parte de almacenamiento de la disolución de fármaco , el tubo de descarga de la disolución defármaco y la parte superior…
Preforma para un recipiente de polipropileno.
(28/08/2013) Una preforma moldeada por inyección , para moldear un recipiente por soplado y estiramiento a partirde ella, definida por una línea central 208 y comprendiendo una sección de acabado o de boca que tiene unapestaña o reborde de soporte y una sección de soplado de la preforma que comprende un cuello que se extiende desde el reborde de soporte, una pared lateral que se extiende a partir del cuello yuna base que cierra la sección de soplado, teniendo la base una sección de espesor aumentado definidapor un espesor mayor que el de todas las otras secciones de la sección de soplado; la sección de la pared deespesor aumentado adelgaza desde un espesor t2 hasta alcanzar un espesor t3 en la línea central de lapreforma ; el extremo inferior de la pared lateral y la base se dirigen hacia dentro de la línea centralde la…
Procedimiento para la producción de piezas moldeadas a partir de un polimerizado de polioximetileno.
(26/06/2013) Procedimiento para la producción de piezas moldeadas a partir de un polimerizado de polioximetilenomediante moldeo por soplado, que comprende las siguientes etapas:
(a) extruir el polimerizado de polioximetileno para dar un tubo flexible con una prensa extrusora con zona dealimentación ranurada, calentándose la zona de alimentación hasta una temperatura en el intervalo dedesde 100 hasta 230ºC,
(b) introducir el tubo flexible extruido a partir del polimerizado de polioximetileno en una herramienta demoldeo por soplado,
(c) generar la pieza moldeada a partir del tubo flexible extruido en la herramienta de moldeo por soplado.
Copolímero de etileno con resistencia al impacto mejorada.
(19/06/2013) Copolímero de etileno con comonómero de α-olefina (C3 ~ C18) que tiene la densidad de 0,900 a 0,940 g/cm3, yuna resistencia al impacto por caída de dardo (F) que satisface la correlación con el punto de ablandamiento Vicatexpresado por las Fórmulas y :
F ≥ 0,55 x e (9,3011/(1+(V - 59,4592)/76,3517)2)) + 15
F ≤ 1,7 x e (9,3011/(1+(V - 59,4592)/76,3517)2)) + 200
en las que V representa el punto de ablandamiento Vicat medido de acuerdo con la norma ASTM D 1525; y Frepresenta la resistencia al impacto por caída de dardo medida de acuerdo con la norma ASTM D1709.
Método para fabricar un artículo plástico.
(10/06/2013) Método para elaborar un artículo de plástico hueco , que comprende:
moldeado por inyección, estiramiento y soplado de un artículo de plástico mediante el moldeo por inyección de una preforma en forma de un artículo de plástico hueco, incluyendo la etapa de formación de un recipiente de plástico moldeado por inyección, estiramiento y soplado de la preforma moldeada por inyección , que posee una parte interior hueca y una porción de pared exterior que incluye una porción de pared base , una porción de pared lateral que se extiende hacia arriba desde la porción de pared base , una porción de…
Preforma de plástico y procedimiento para la fabricación de la misma para un recipiente y utilización del mismo.
(26/04/2013) Preforma para el moldeo por soplado de un recipiente, que comprende una sección de cuello que rodea unaabertura de vertido , una sección de pared adyacente y una sección de fondo opuesta a la sección decuello a modo de base de soporte del recipiente producido, estando compuesta la preforma por un área primaria, yal menos un área secundaria, consistiendo dicha área primaria (A1, A2) en un material de plástico primario,consistiendo dicha al menos un área secundaria (B1, B2) en al menos un material secundario, presentando dichasáreas primaria y secundaria una coloración diferente entre sí, estando al menos una parte sustancial de dichasección de fondo compuesta por una estructura de múltiples capas que presenta unas capas primariascompuestas por dicho material de plástico primario,…
(05/09/2012) Un artículo que comprende una composición de polipropileno orientada biaxialmente, en el que dicha composición comprende:
(i) un polipropileno multimodal (por ejemplo consistente de):
(A) al menos el 5% en peso de un homopolímero de propileno o un copolímero de propileno, y
(B) al menos el 5% en peso de un copolímero de propileno que tiene un contenido de comonómero diferente al del componente (A); y
(ii) un agente nucleante polimérico en el que dicho agente nucleante polimérico es un homopolímero de un compuesto de vinilo de fórmula (I)
(I) en el que R1 y R2, junto con el átomo de carbono están unidos o forman…
Procedimiento de preparación de botellas mediante moldeo por inyección , estirado y soplado de composiciones de polipropileno y agentes nucleantes sin sorbitol.
(17/05/2012) Un procedimiento de preparación de botellas con un sistema de dos máquinas que comprende las etapas de:
a. proporcionar una composición que comprende polipropileno, preparada con un sistema catalizador Ziegler- Natta y un agentes nucleante o clarificante sin sorbitol;
b. preparar una preforma mediante moldeo por inyección sobre un molde con múltiples 5 cavidades a una temperatura de inyección de 210 a 235 ºC.;
c. enfriar la preforma a temperatura ambiente;
d. transportar la preforma a la máquina de moldeo por soplado;
e. recalentar la preforma en la máquina de moldeo por soplado a una temperatura de 90 a 140 ºC, siguiendo un perfil de temperatura predeterminada;
f. opcionalmente, pasar la preforma recalentada a través de una zona de equilibrio;
g. estirar la preforma axialmente con una varilla…
Preforma y botella usando mezclas y copolímeros de PET/PEN.
(09/05/2012) El procedimiento para producir un recipiente, que comprende las etapas de:
formar una preforma mediante
una mezcla física de (i) un copolímero de PEN y (ii) un homopolímero de PET o copolímero de PET, talque, que cuando los mencionados componentes de PET y PEN se mezclan físicamente formando unamezcla, la mencionada mezcla contiene aproximadamente 5 -99,9% en peso de copolímero de PEN yaproximadamente de 0,1 a 95% en peso de homopolímero o copolímero de PET, o
de 0,5 a 99,9% en moles de un copolímero de PEN que contiene 2,6-naftalen-dicarboxilato (NDC), o un homopolímero de PEN,
caracterizado por
moldear por soplado la preforma de manera que la relación de estiramiento esté en el intervalo…
PROCEDIMIENTO PARA LA FABRICACIÓN DE UN ENVASE O BOTELLA DE PLÁSTICO POR SOPLADO, BOTELLA O ENVASE OBTENIDO Y MÁQUINA.
(12/04/2012) Comprende: una primera fase en la que unos medios dosificadores dosifican unas determinadas cantidades de al menos dos materiales termoplsticos en el interior de una cmara , caracterizado porque dichos materiales termoplsticos son compatibles entre s y de diferente densidad entre s, y porque comprende: una segunda fase en la que dichos materiales termoplsticos , merced a unos medios empujadores son transportados a una cmara calefactada donde se calientan hasta alcanzar una determinada temperatura, una tercera fase en la que dichos materiales termoplsticos calentados se hacen pasar por un medio plastificador …
Concentrado de color en base a dióxido de titanio para materiales de poliéster.
(29/03/2012) Concentrado de color en base a dióxido de titanio, adecuado para dar color a materiales de poliéster, comprendiendo dicho concentrado, en base al peso del concentrado, más de un 50% de dióxido de titanio, hasta un 20%, como mínimo, de una cera seleccionada del grupo que comprende monoestearato de glicerina, aceite de ricino hidrogenado y glicoles polietoxilados y hasta un 30%, como mínimo, de un poliéster.
{kind=link}
{kind=link}
{kind=link}