CIP-2021 : B29C 49/00 : Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
CIP-2021 › B › B29 › B29C › B29C 49/00[m] › Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B29C 49/02 · Moldeo por soplado combinado con la fabricación de la preforma o del parisón.
B29C 49/04 · · Moldeo por extrusión-soplado.
B29C 49/06 · · Moldeo por inyección-soplado.
B29C 49/08 · Estirado biaxial durante el moldeo por soplado.
B29C 49/10 · · utilizando medios mecánicos.
B29C 49/12 · · · Punzones de estirado.
B29C 49/14 · · · Organos de apretado.
B29C 49/16 · · utilizando una diferencia de presiones, p. ej. presoplado.
B29C 49/18 · utilizando diferentes etapas de soplado (B29C 49/16 tiene prioridad).
B29C 49/20 · de objetos que tienen elementos insertos o refuerzos.
B29C 49/22 · de preformas o parisones multicapas.
B29C 49/24 · Revestimiento o marcado.
B29C 49/26 · · Revestimiento interno de tubos.
B29C 49/28 · Aparatos de moldeo por soplado.
B29C 49/30 · · teniendo moldes o partes de molde móviles.
B29C 49/32 · · · con movimiento de vaivén.
B29C 49/34 · · · · los elementos del molde se desplazan uno sobre otro.
B29C 49/36 · · · girando alrededor de un eje.
B29C 49/38 · · · montados sobre soportes móviles sin fin.
B29C 49/40 · · · · sobre tambores cooperantes.
B29C 49/42 · Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
B29C 49/44 · · para aplicar una presión a través de las paredes de un saco inflado.
B29C 49/46 · · caracterizado por la utilización de un medio particular o de un fluido de soplado que no sean el aire.
B29C 49/48 · · Moldes.
B29C 49/50 · · · que tienen medios de corte o desbarbado.
B29C 49/52 · · · que tienen medios de decoración o impresión.
B29C 49/54 · · · para fabricar objetos con muesca o sesgados.
B29C 49/56 · · Medios de apertura, cierre o apriete.
B29C 49/58 · · Medios de soplado.
B29C 49/60 · · · Agujas de soplado.
B29C 49/62 · · Medios de ventilación.
B29C 49/64 · · Calentamiento o enfriamiento de las preformas, parisones o de objetos soplados.
B29C 49/66 · · · Enfriamiento por introducción de un refrigerante en el objeto soplado.
B29C 49/68 · · · Hornos especialmente adaptados para calentar preformas o parisones.
B29C 49/70 · · Desmoldeo o eyección de objetos soplados desde el molde.
B29C 49/72 · · Eliminación de rebabas fuera del molde.
B29C 49/74 · · · Eliminación de rebabas de la porción del cuello.
B29C 49/76 · · Calibrado del cuello.
B29C 49/78 · · Medida, control o regulación.
B29C 49/80 · · · Pruebas, p. ej. de fugas.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO PARA LA FABRICACIÓN DE ENVASES Y ENVASE OBTENIDO MEDIANTE EL MISMO.
(08/03/2012) La invención se refiere a un procedimiento para la fabricación de un envase del tipo de los que se fabrican con materias plásticas o polímeros que puedan ser procesados por fusión que comprende al menos tres etapas siendo la primera la fabricación de un inserto que posee medios aptos para el agrafado de una válvula, la segunda la fabricación de una preforma compuesta del inserto y el cuerpo de la preforma y una tercera que comprende el ensanchado de las partes del inserto que se expanden junto con las paredes de la preforma que se expandan, preferiblemente durante la fase de soplado.
ENVASE AUTO-ENCAJABLE Y MOLDE PARA LA OBTENCION DEL MISMO.
(11/05/2011) El envase de la invención está obtenido a partir de un único material (PET), siendo susceptible de adoptar una configuración que le permite acoplarse machihembradamente a otros envases del mismo tipo, así como a diferentes accesorios, todo ello manteniendo las prestaciones de este tipo de envases. Para ello, el envase presenta sobre al menos uno de sus borde un facetado plano del que emerge una serie de relieves determinantes de medios de acoplamiento machihembrado con otro envase similar, así como con otros accesorios tales como asas, soportes así como otros productos promociónales. Opcionalmente el envase puede incorporar medios de acoplamiento en dos de sus caras,…
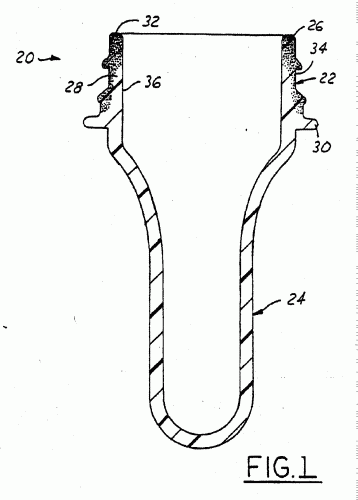
CONTENEDOR DE FORMA TUBULAR COMPRIMIBLE MOLDEADO POR SOPLADO DE EXTRUSION, Y PROCEDIMIENTO PARA LA FABRICACION DEL MISMO.
(01/06/2007) Un procedimiento de fabricación de un contenedor de forma tubular comprimible de plástico, que comprende la etapa de moldeo por soplado de extrusión, en un molde de soplado, un cuerpo intermedio de plástico que tiene una pared lateral tubular flexible con una pared extrema en un primer extremo de la misma, proyectándose la citada pared extrema, según ha sido conformada, hacia el exterior desde el citado primer extremo de dicha pared lateral; que se caracteriza porque se ha formado un anillo de equilibrio en el citado primer extremo durante la citada etapa de moldeo por soplado, y dicho procedimiento incluye además la etapa de invertir dicha pared extrema de dicho cuerpo intermedio que se proyecta hacia el exterior, según ha sido conformada,…
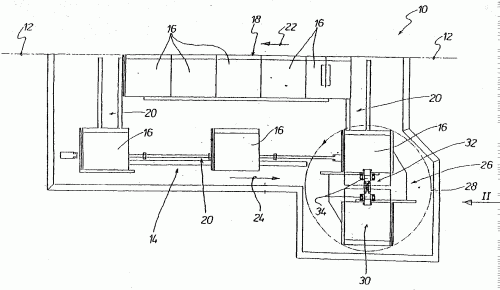
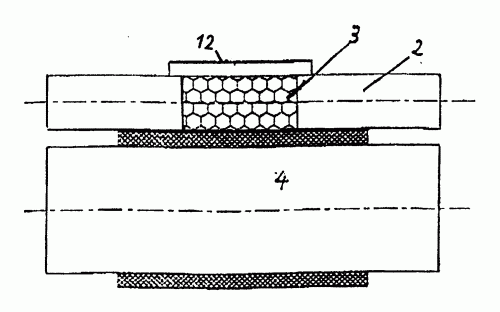
PROCEDIMIENTO PARA FABRICAR UN ELEMENTO DE CONDUCTO DE AIRE PARA UN VEHICULO Y DISPOSITIVO PARA LLEVAR A CABO DICHO PROCEDIMIENTO DE FABRICACION.
(16/05/2007) Procedimiento para fabricar un elemento de conducto de aire para un automóvil - con un cuerpo base de material sintético que predetermina, al menos, un canal de aire (3 a 5), - con, al menos, un cuerpo adicional de aislamiento de material esponjoso unido superficialmente al cuerpo base ; - donde una pared exterior del cuerpo base está unida, al menos parcialmente, con el cuerpo adicional mediante una capa de unión plástica de soldadura , comprendiendo las siguientes etapas de proceso: - apertura de un molde de soplado de una herramienta de soplado; - introducción de una preforma de soplado tubular en el molde de soplado abierto; - introducción de, al menos, un cuerpo plano de material esponjoso entre…
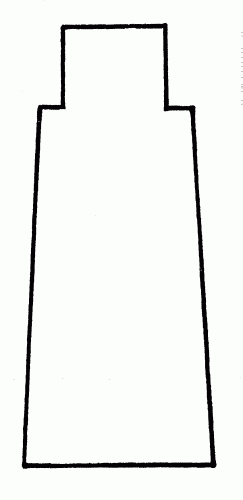
CRISTALIZACION GRADUAL DE ACABADOS DE RECIPIENTES.
(01/03/2007). Ver ilustración. Solicitante/s: CONTINENTAL PET TECHNOLOGIES, INC.. Inventor/es: NAHILL, THOMAS E., BARKER, KEITH J., LYNCH, BRIAN A..
Un acabado (22 ó 22a o 22b o 22c o 22d o 22f o 22g o 22h) en un recipiente (20a) o preforma de plástico hueco con un cuerpo integral (24a o 24b), teniendo dicho acabado un primer extremo con una superficie del extremo separada de dicho cuerpo, un segundo extremo adyacente a dicho cuerpo y una parte intermedia situada entre dichos extremos, de manera que el primer extremo y la parte intermedia formen unas superficies interna y externa continuas , estando dicha superficie externa cristalizada en toda su longitud, e incluyendo dicha superficie interna al menos una parte que está esencialmente no cristalizada, caracterizado porque la cristalización en al menos dicha parte intermedia es gradual entre dicha superficie externa cristalizada y dicha parte no cristalizada de dicha superficie interna.
DISPOSITIVO PARA LA PRODUCCION DE TUBOS CORRUGADOS.
(01/08/2006) Dispositivo para la producción de tubos corrugados de material sintético termoplástico, en el que las mordazas de moldeo , que se complementan entre sí en pares, son guiadas conjuntamente en un circuito a lo largo de una trayectoria de moldeo adyacente a un cabezal de inyección , se separan al final de la trayectoria de moldeo y regresan separadamente a su inicio, con un dispositivo de trayectoria de moldeo para desplazar las mordazas de moldeo a lo largo de la trayectoria de moldeo y un transportador de retorno para devolver las mordazas de moldeo desde el final de la trayectoria de moldeo a su inicio, presentando el dispositivo de trayectoria de moldeo una mesa…
PROCEDIMIENTO DE MOLDEADO DE ARTICULOS DE CAPAS MULTIPLES DE MATERIA PLASTICA.
(01/04/2006). Solicitante/s: CONTINENTAL PET TECHNOLOGIES, INC.. Inventor/es: KRISHNAKUMAR, SUPPAYAN M., COLLETTE, WAYNE N..
Un método de moldear por inyección un artículo de plástico multicapa incluyendo: moldear primeramente un manguito interno en un núcleo colocado en una primera cavidad de molde , incluyendo el primer paso de moldeo una etapa de llenado y una etapa de intensificación de presión pero sustancialmente sin etapa de mantenimiento e enfriamiento para mantener una superficie exterior del manguito interno a una temperatura elevada durante un segundo paso de moldeo; sacar el manguito del núcleo y transferirlo sin retardo sustancial a una segunda cavidad de molde ; y moldear en segundo lugar una capa externa sobre el manguito en la segunda cavidad de molde para formar el artículo multicapa moldeado por inyección, donde la temperatura elevada de la superficie exterior promueve la adhesión de capas entre el manguito interno y la capa externa.
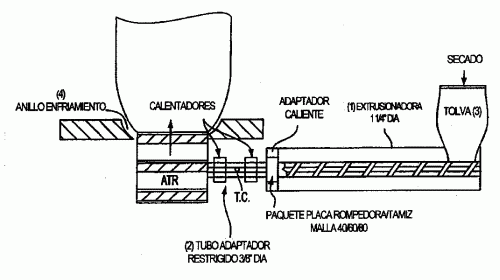
PRODUCCION DE PELICULAS DE TEREFTALATO DE POLIALQUILENO CON PERMEABILIDAD REDUCIDA A LOS GASES MEDIANTE CRISTALIZACION INDUCIDA POR DEFORMACION.
(01/12/2005). Ver ilustración. Solicitante/s: SEALED AIR CORPORATION . Inventor/es: FREUNDLICH, RICHARD, NWANA, RUDY, MATHUS, GLENN.
Método para aumentar la cristalinidad de tereftalato de polietileno, que comprende: fundir tereftalato de polietileno sustancialmente amorfo en una extrusionadora que tiene un tubo adaptador con una porción restringida; enfriar dicho tereftalato de polietileno fundido en el tubo adaptador para cristalizar dicho tereftalato de polietileno; calentar dicho tereftalato de polietileno enfriado a una temperatura menor que el punto de fusión de dicho tereftalato de polietileno enfriado y calentado; y tratar dicho tereftalato de polietileno.
METODO PARA DISMINUIR EL CONTENIDO EN ACETALDEHIDO DE POLIESTERES TRATADOS EN ESTADO FUNDIDO.
(01/11/2005). Solicitante/s: THE COCA-COLA COMPANY. Inventor/es: RULE, MARK, SHI, YU, HUANG, XIAOYANG.
Un método para disminuir contenido en acetaldehído de poliéster elaborado en estado fundido, que comprende combinar con poliéster un compuesto aditivo orgánico que comprende al menos dos heteroátomos sustituidos de hidrógeno unidos a carbonos del compuesto aditivo orgánico de manera que el compuesto aditivo orgánico sea reactivo con acetaldehído en el poliéster para formar agua y un compuesto orgánico resultante que comprende un anillo de 5 ó 6 miembros, sin puente, incluyendo al menos los dos heteroátomos con la condición de que dicho compuesto aditivo orgánico no sea 3, 4-dihidroxifenilalanina o un compuesto hidroxílico seleccionado de: compuestos hidroxílicos alifáticos que contengan al menos dos grupos hidroxi, compuestos alifáticos-cicloalifáticos que contengan al menosdos grupos hidroxi y compuestos hidroxílicos cicloalifáticos que contengan al menos dos grupos hidroxi.
POLIOLEFINAS Y USOS DE LAS MISMAS.
(01/07/2005). Ver ilustración. Solicitante/s: ATOFINA RESEARCH. Inventor/es: DEMAIN, AXEL.
Un recipiente moldeado por soplado, comprendiendo un espesor de pared de 0, 1 a 3 mm, estando la pared compuesta de una composición de polímeros comprendiendo por lo menos el 10% en peso de un polipropileno sindiotáctico, teniendo dicho sPP una fracción pentad determinada por 13C-NMR de 0, 6 o más alta, siendo la transmitancia óptica y la turbidez de la pared respectivamente por lo menos del 85% y no superior al 20% para un espesor de pared de 1 mm.
METODO Y APARATO PARA ENFRIAR PRODUCTO DENTRO DE UN MOLDE.
(01/05/2005). Ver ilustración. Solicitante/s: LUPKE, MANFRED ARNO ALFRED LUPKE, STEFAN, A. Inventor/es: LUPKE, MANFRED ARNO ALFRED, LUPKE, STEFAN, A..
Un método para fabricar un producto de plástico en un molde que tiene una región de moldeo circundada por una pared de molde, teniendo el molde una entrada de gas y una salida de gas en la región de moldeo, estando la entrada de gas formada a través de la pared del molde y la salida de gas separada de la entrada de gas, comprendiendo el método la conformación del producto en la región de moldeo contra la pared del molde, contrayéndose y separándose el producto de la pared del molde a fin de dejar un espacio entre el producto y la pared del molde, y luego haciendo circular un gas de refrigeración dentro de la región de moldeo en la entrada de gas, a través del espacio donde se mueve el gas y enfría tanto el producto como la pared del molde, y luego saliendo de la región por la salida de gas.
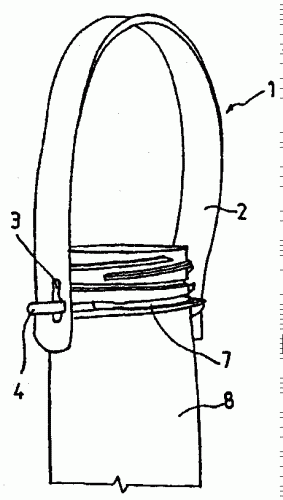
PREFORMA PERFECCIONADA PARA ENVASES.
(01/05/2005). Ver ilustración. Solicitante/s: CABALLERO DE LUJAN,GUILLERMO. Inventor/es: CABALLERO DE LUJAN,GUILLERMO.
Preforma perfeccionada para envases. La preforma está moldeada con un asa integral y en la unión del asa al cuerpo de la preforma contiene un espacio vacío de material que asegura una distribución lógica del calor de acondicionamiento en su entorno próximo para impedir la cristalización del material termoplástico que la constituye.
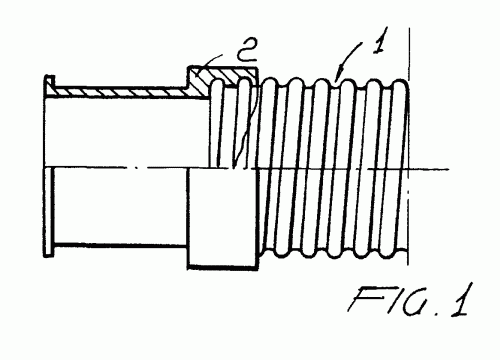
TUBO DE SALIDA DE CONSTRUCCION SIMPLE PARA APARATOS ELECTRODOMESTICOS Y SIMILARES.
(16/12/2004). Ver ilustración. Solicitante/s: TAMBORINI, GIANCARLO TAMBORINI, ARIBERTO. Inventor/es: TAMBORINI, ARIBERTO, TAMBORINI, GIANCARLO.
LA PRESENTE INVENCION SE REFIERE A UN TUBO DE VENTILACION DE CONSTRUCCION SENCILLA PARA APARATOS DOMESTICOS Y SIMILARES, QUE CONSTA DE UN ELEMENTO TUBULAR CORRUGADO QUE TIENE EN SUS EXTREMOS UNAS PARTES EN ESENCIA CILINDRICAS , EN LAS QUE SE PUEDEN ACOPLAR MANGUITOS FABRICADOS SEPARADAMENTE Y DE UN MATERIAL BLANDO.
PROCESO PARA LA FORMACION DE CUERPOS HUECOS VULCANIZADOS.
(16/11/2004) Proceso para la formación de cuerpos huecos vulcanizados, especialmente de suelas, de caucho natural y/o sintético u otros materiales vulcanizables, formados por dos mitades y provistos de cámaras herméticas o de circulación de aire, espigas separadoras , fuelles (9, 9'), canales , paredes herméticas y/o elementos de inserción, en los que las dos mitades se introducen entre semimoldes inferiores y superiores , a continuación el molde se cierra, se suministra a su interior aire a presión y se lleva a cabo la vulcanización, comprendiendo dicho proceso: - la provisión, en uno de los semimoldes , de pedúnculos salientes , hojas y/o…
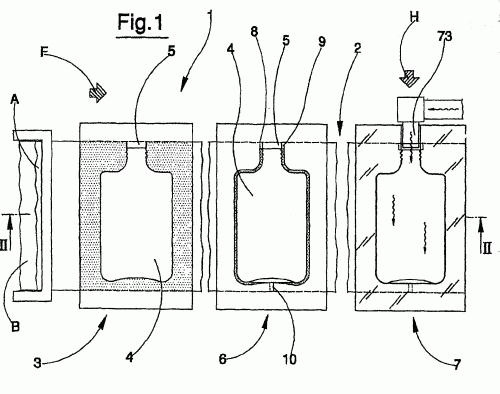
PROCEDIMIENTO Y MAQUINA PARA LA FORMACION DE RECIPIENTES.
(16/09/2004). Ver ilustración. Solicitante/s: SARONG S.P.A.. Inventor/es: FINETTI, PRIMO.
Procedimiento para la formación de recipientes realizados en un material soldable, que comprende las siguientes etapas: proporcionar por lo menos dos bandas de material soldable, orientadas mutuamente (A y B) en un sentido de avance (F); soldar las bandas en una zonas de soldadura predeterminadas para crear unas celdas ; e introducir cada una de las celdas en una cavidad formadora y provocar la expansión de la celda en el interior de la cavidad formadora ; caracterizado porque antes de provocar la expansión de la celda , por lo menos una parte de la zona de soldadura en un borde de por lo menos una celda se troquela, se dobla y se introduce en la cavidad formadora.
MAQUINA DE MOLDEO POR SOPLADO CON ACCIONAMIENTO DIRECTO POR MOTOR ELECTRICO PARA EL MOVIMIENTO DE APERTURA Y CIERRE, ASI COMO EL MOVIMIENTO DE ENCLAVAMIENTO.
(16/07/2004). Solicitante/s: MAUSER-WERKE GMBH & CO. KG DR. REINOLD HAGEN STIFTUNG SIG KAUTEX GMBH & CO.KG. Inventor/es: FRIEDRICHS, KARSTEN, WEILAND, OLAF, SCHMITT, WOLFGANG, LANGOS, PETER, HAMLISCHER, WOLFGANG, GEILEN, JOHANNES, HOLBACH, MARKUS, KIEFER, ERICH.
Máquina de moldeo por soplado para fabricar cuerpos huecos moldeados por soplado a partir de material sintético termoplástico, con dos mitades de molde de soplado horizontalmente trasladables que, para la apertura y cierre de las mismas, están equipadas con unidades de accionamiento separadas para el accionamiento de transporte y para los procesos de movimiento del dispositivo de cierre y enclavamiento del molde, caracterizada porque la unidad de accionamiento para los elementos de cierre del dispositivo de cierre y enclavamiento del molde está construida como un accionamiento directo de motor eléctrico.
PROCEDIMIENTO PARA LA ESTABILIZACION DIMENSIONAL DE CONTENEDORES DE POLI (TEREFTALATO DE ETILENO).
(16/06/2004). Solicitante/s: SINCO RICERCHE S.P.A.. Inventor/es: AL GHATTA, HUSSAIN.
UN TRATAMIENTO PARA LA ESTABILIZACION DIMENSIONAL DE RECEPTACULOS EN PET O COPET OBTENIDOS MEDIANTE UN MOLDEO POR INYECCION Y SOPLADO QUE CONSISTE EN SOMETER A UN TRATAMIENTO DE CALOR DURANTE LA ETAPA DE SOPLADO UNAS PREFORMAS OBTENIDAS A PARTIR DE PET O COPET MEJORADAS EN EL ESTADO SOLIDO EN PRESENCIA DE PEQUEÑAS CANTIDADES (DE UN 0,01 A UN 0,2 % EN PESO) DE UN DIANHIDRIDO DE UN ACIDO TETRACARBOXILICO AROMATICO, PREFERENTEMENTE UN DIANHIDRIDO PIROMELITICO.
RECIPIENTE Y SU PROCEDIMIENTO DE PRODUCCION.
(16/05/2004). Solicitante/s: BOREALIS TECHNOLOGY OY. Inventor/es: BAANN, HEGE VALE, NILSEN, JORUNN, THORN, LARS, EGGEN, SVEIN.
Un procedimiento para la preparación de un recipiente de polietileno de un volumen de por lo menos 2 L, procedimiento que comprende moldear por soplado un HDPE bi-modal, en el que dicho HDPE contiene un homopolímero de etileno y un copolímero de etileno.
PROCEDIMIENTO DE FABRICACION DE UN PORTADOR DE CARGA.
(01/05/2004). Solicitante/s: PERSTORP PLASTIC SYSTEMS AB. Inventor/es: VARFELDT, RASMUS, VALENTINSSON, ANDERS, GRINWALL, BENGT.
Un proceso para la fabricación de un producto no reforzado de material termoplástico para soportar peso , que comprende las siguientes fases: extrusión, moldeado al vacío y / o moldeado por soplado de una parte superior y una parte inferior (11 y 12), respectivamente, a partir de una serie de piezas de material termoplástico, tal como polietileno, polipropileno o polibuteno. La parte superior y la parte inferior (11 y 12, respectivamente) se dejan enfriar y encoger, después de lo cual se sueldan para formar un producto de material termoplástico para soportar peso.
PROCEDIMIENTO PARA LA FABRICACION DE UNA LAMINA EN MATERIAL PLASTICO CON BURBUJAS, PARA EMBALAJE Y PRODUCTO OBTENIDO.
(01/05/2004). Solicitante/s: CATALANA DEL PAPER, S.L. Inventor/es: FONOLLA GOMEZ,JOAN.
Procedimiento para la fabricación de una lámina en material plástico con burbujas, para embalaje y producto obtenido. Comprende una fase en la que se calienta el material plástico entre 170°-250°C procurando su fusión, y a la vez preservando la integridad del material, otra fase en la que se adiciona y se mezcla un aditivo anticorrosivo a la masa fluida, posteriormente dicha mezcla se extruye y se configura en dicha lámina una pluralidad de cavidades, por último se une la citada lámina a otra lámina lisa o con cavidades por termosoldadura y simultáneamente inyectando aire que llena al menos parcialmente las citadas cavidades. El material plástico obtenido comprende las siguientes características técnicas: ser polietileno de baja densidad (LDPE) e incorporar un aditivo anticorrosivo, compuesto de un anticorrosivo fenólico y coestabilizantes de azufre y fosfito, integrado en una fase de obtención del material en la que dicho polietileno está en estado fundido.
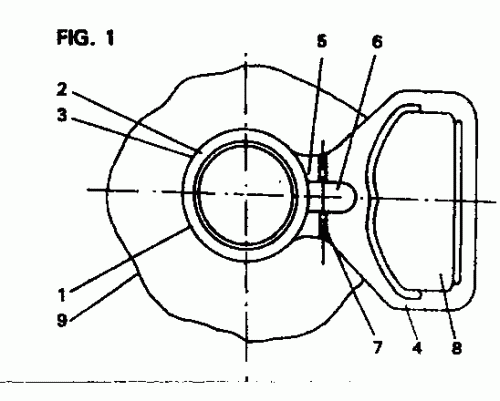
BOTELLA DE PLASTICO PREVISTA PARA RECIBIR UNA ASA Y UTILLAJE PARA SU FABRICACION.
(16/04/2004). Ver ilustración. Solicitante/s: PERRIER VITTEL MANAGEMENT ET TECHNOLOGIES. Inventor/es: CERVENY, JEAN-PAUL.
Preforma de plástico que comprende un cuello , destinada a la realización de botellas por soplado, que incluye varios tetones o patillas de enganche monobloque con la preforma, y conformados con la citada preforma durante el moldeo por inyección.
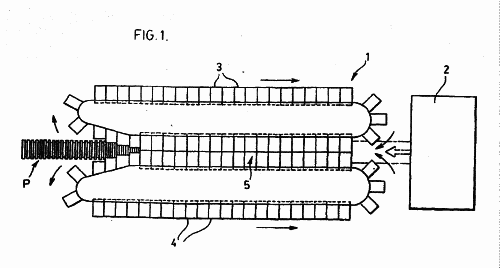
DISPOSITIVO PARA LA FABRICACION DE TUBOS CON PAREDES DE PERFIL TRANSVERSAL.
(16/03/2004). Ver ilustración. Solicitante/s: UNICOR GMBH RAHN PLASTMASCHINEN. Inventor/es: NEUBAUER, GERHARD, NEUBERTH, EDWIN.
Dispositivo para la fabricación de tubos con paredes de perfil transversal con mitades de molde que se desplazan a lo largo de dos vías cerradas y que forman una sección de moldeado común y dos secciones de retroceso , caracterizado porque se prevé, en cada una de las secciones de retroceso un dispositivo de giro en el que se encuentran dos mitades de molde , mediante un dispositivo de fijación y de liberación.
ENVASE PRESURIZADO DE ASPECTO ACANALADO Y DE DURACION MEJORADA.
(16/12/2003). Ver ilustración. Solicitante/s: CONTINENTAL PET TECHNOLOGIES, INC.. Inventor/es: NAHILL, THOMAS E., KRISHNAKUMAR, SUPPAYAN M., COLLETTE, WAYNE N..
Un método de reducción de la fluencia en un envase de plástico presurizado que comprende: eliminar las nervaduras de anchura amplia que muestran fluencia bajo presión, y moldear por soplado al menos una línea rayada , que ofrece una apariencia visual de una nervadura mientras que se proporciona fluencia substancialmente reducida, donde al menos una línea rayada tiene una anchura en el intervalo de aproximadamente 0, 012 a 0, 040 pulgadas (0, 030 a 0, 100 cm).
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO ONDULADO DE ENVOLTURA EN UNA SOLA PIEZA.
(01/12/2003) Procedimiento para la fabricación de un tubo ondulado de envoltura en una sola pieza a partir de plástico termoplástico elástico, formándose un tubo flexible termoplástico , siendo el tubo flexible conformado para obtener un tubo ondulado cerrado en todo su perímetro, con un eje , que tiene una parte ondulada (3), formada por una primera parte parcial ondulada (3) y una segunda parte parcial ondulada (3), cuyas partes parciales (3, 3) están formadas de manera que, al ser superpuestas radialmente entre sí, la primera parte parcial (3) se encuentre en posición radial exterior y se encaje en la segunda parte parcial (3) situada radialmente en el interior, siendo el tubo ondulado cortado y separado en un plano de corte , formándose las partes parciales onduladas…
PROCEDIMIENTO Y RECIPIENTE PARA ENVASAR PRODUCTOS AGRICOLAS.
(16/11/2003) LA INVENCION SE REFIERE A UN PROCEDIMIENTO MEJORADO DE EMPAQUETADO Y ENFRIAMIENTO DE PRODUCTOS AGRICOLAS MEDIANTE LA MEJORA DEL FLUJO DE AIRE DE VENTILACION A LOS PRODUCTOS Y A UN APARATO PARA PONER EN PRACTICA EL PROCEDIMIENTO. DE ACUERDO CON LA PRESENTE INVENCION, LAS CESTAS PARA EL EMPAQUETADO DE FRUTOS ESTAN PROVISTAS DE CANALES DE VENTILACION DISPUESTOS SOBRE UNA SUPERFICIE INFERIOR DE LA CESTA. LAS ABERTURAS DE VENTILACION COMUNICAN LOS CANALES DE VENTILACION Y LOS PRODUCTOS ALMACENADOS EN LAS CESTAS. TRAS EL EMPAQUETADO DE LAS CESTAS CON PRODUCTOS AGRICOLAS, SE CARGAN EN BANDEJAS. LAS BANDEJAS DISPONEN DE ABERTURAS DE VENTILACION QUE…
PROCEDIMIENTO PARA LA FABRICACION DE RECIPIENTES MOLDEADOS POR EXTRUSION Y SOPLADO, CON AL MENOS DOS CAMARAS.
(16/11/2003) Procedimiento para la fabricación de recipientes , en el que se extruyen hacia el interior de un molde de soplado abierto una manga o tubo flexible de material sintético plastificado y por lo menos una pared de separación formada a partir del material sintético y que se extiende continuamente a través del interior de la manga , luego se cierra el molde de soplado y se ensancha la manga mediante la formación de un gradiente de presión que actúa sobre la manga, y para la formación del recipiente se apoya el molde de soplado contra la pared que proporciona la forma, realizándose el ensanchamiento de la manga mediante la alimentación de aire por soplado desde el molde de soplado cerrado, situado en el lado opuesto al fondo del recipiente…
PROCEDIMIENTO PARA LA FABRICACION DE RECIPIENTES ESTERILES DE MATERIA PLASTICA E INSTALACION PARA SU REALIZACION.
(01/09/2003). Solicitante/s: SIDEL S.A.. Inventor/es: QUETEL, FRANCOIS, MIE, PATRICK, MARCHAU, BERNARD, BONNEL, CHRISTIAN.
La invención consiste en un procedimiento por el que en una instalación se fabrican contenedores por soplado o estiramiento y soplado de preformas precalentadas, se obtienen contenedores esterilizados por humedecimiento de las preformas que usan un producto de esterilización de calor activado, y que activan el producto mediante los mecanismos de calentamiento que también proporcionan un perfil de calentamiento útil a las preformas para preparar éstas para el soplado.
DISPOSITIVO PARA FABRICAR RECIPIENTES CON POR LO MENOS DOS CAMARAS MOLDEADOS POR EXTRUSION Y SOPLADO.
(01/07/2003) Dispositivo para fabricar recipientes , cuyo espacio interior está dividido en cámaras independientes del recipiente por medio de al menos una pared de separación , con un dispositivo de extrusión para extruir un tubo flexible a partir de un material sintético plastificado desde la hendidura anular situada entre un anillo exterior de la tobera y un núcleo interior de la tobera, que tiene un elemento de guía para material plástico derivado de la hendidura anular , así como por lo menos una hendidura de salida situada en su extremo final, desde la cual sale el material plástico derivado como pared de separación , que se extiende en forma…
RECIPIENTE CON UNA CANTIDAD REDUCIDA DE ACETALDEHIDO LIBERADO DEL MISMO Y PROCEDIMIENTO PARA SU MOLDEO.
(16/06/2003) LA INVENCION SE REFIERE A UN METODO QUE COMPRENDE LAS SIGUIENTES FASES: MOLDEAR UNA PREFORMA MEDIANTE MOLDEO POR SOPLADO Y ESTIRADO, FORMANDO UN ARTICULO MOLDEADO POR SOPLADO PRIMARIO ; REDUCCION DE LA CANTIDAD DE ACETALDEHIDO LIBERADA A PARTIR DE DICHO ARTICULO MOLDEADO POR SOPLADO PRIMARIO; FASE DE FINAL DE MOLDEO POR SOPLADO Y ESTIRADO DEL ARTICULO PRIMARIO, QUE TIENE UNA CANTIDAD REDUCIDA DE ACETALDEHIDO EN UN RECIPIENTE FINAL . LA FASE PRIMARIA DE MOLDEO PRODUCE EL ARTICULO MOLDEADO POR SOPLADO PRIMARIO, QUE ES DE TAMAÑO SUPERIOR QUE EL RECIPIENTE FINAL Y TIENE UN GROSOR DE PARED MEDIO (12A) DE UNA PORCION ESTIRADA DEL CUERPO, IGUAL O INFERIOR A 0,3 MM, QUE…
RECIPIENTE MOLDEADO POR SOPLADO PROVISTO DE NERVADURAS DE REFUERZO Y METODO Y APARATO PARA SU FABRICACION.
(16/05/2003). Solicitante/s: GRAHAM PACKAGING COMPANY, L.P.. Inventor/es: CARGILE, DAVID, W..
Recipiente que comprende un cuerpo de recipiente en forma de botella moldeado por soplado de plástico de extrusión que tiene una superficie interior , una base que tiene una línea de partición de molde, una pared lateral que se extiende hacia arriba desde dicha base , un tope que se extiende hacia dentro y hacia arriba desde dicha pared lateral , y una terminación erguida que se extiende desde dicho tope que define una abertura de dispensación en dicho cuerpo de recipiente, caracterizado porque una pluralidad de nervaduras sólidas , extendidas hacia dentro, están formadas totalmente sobre dicha superficie interior de dicho cuerpo de recipiente, extendiéndose cada nervadura ininterrumpidamente desde un borde superior de dicha terminación hasta dicha línea de partición de molde en dicha base , de tal modo que cada nervadura se extiende longitudinalmente sobre dicha pared lateral.
PROCESO DE ESTRUCTURADO PARA DAR RIGIDEZ Y PROTEGER LA SUPERFICIE DE BANDAS DE MATERIAL DELGADO.
(16/05/2003). Ver ilustración. Solicitante/s: DR. MIRTSCH GMBH. Inventor/es: MIRTSCH, FRANK, BUTTNER, OLAF, MATSCHINER, FRANK.
LAS BANDAS DE MATERIAL CURVADAS Y LAMINAS SE SOPORTAN EN UNOS ELEMENTOS DE APOYO EXAGONALES , Y SE SOMETEN A UNA PRESION SUPERIOR O INFERIOR. LOS ELEMENTOS DE APOYO ESTAN DIMENSIONADOS DE TAL MANERA QUE SU GEOMETRIA SE CORRESPONDE CON LOS PLIEGUES DE EMBUTICION QUE SE VAN FORMANDO LIBREMENTE.
PELICULA DE POLIESTER SOPLADA.
(16/05/2003). Solicitante/s: SINCO RICERCHE S.P.A.. Inventor/es: AL GHATTA, HUSSAIN, COBROR, SANDRO.
SE DESCRIBE UNA PELICULA OBTENIDA POR SOPLADO, UTILIZANDO UN METODO PARA DETERMINAR EL TAMAÑO MAXIMO DE LOS POROS ("BUBBLE METHOD), A PARTIR DE RESINAS DE POLIESTER AROMATICO QUE CONTIENEN UN DIANHIDRIDO DE UN ACIDO TETRACARBOXILICO AROMATICO. DICHA PELICULA PRESENTA UN GROSOR INFERIOR A 10 {MI}M.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}