CIP-2021 : B29C 49/38 : montados sobre soportes móviles sin fin.
CIP-2021 › B › B29 › B29C › B29C 49/00 › B29C 49/38[3] › montados sobre soportes móviles sin fin.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
B29C 49/38 · · · montados sobre soportes móviles sin fin.
CIP2021: Invenciones publicadas en esta sección.
DISPOSITIVO PARA FABRICAR TUBOS DE PLASTICO TERMOPLASTICO CON PERFILADO TRANSVERSAL.
(16/06/2001). Solicitante/s: HEGLER, RALPH PETER, DR. Inventor/es: HEGLER, RALPH PETER.
UN DISPOSITIVO PARA LA ELABORACION DE TUBOS A BASE DE MATERIAL SINTETICO TERMOPLASTICO CON PERFILACION TRANSVERSAL MUESTRA SOBRE UN TRAMO DE MOLDEO DE FORMA EMPAREJADA MITADES DE TRAMOS DE MOLDEO GUIADOS EN EL DESARROLLO DEL CICLO. SE HA PREVISTO UN DISPOSITIVO DE TRANSPORTE PARA RETORNO DE LAS MITADES DE TRAMOS DE MOLDEO, QUE SE CONFIGURAN SEGUN EL TIPO DE UNA GRUA DE PUENTE. SOBRE UNO DE LOS PUENTES DE TRANSPORTE QUE SE DISPONEN SOBRE LOS TRAMOS DE MOLDEO SE HAN PREVISTO DOS CARROS DE TRANSPORTE MOVILES UNO CON RESPECTO A OTRO Y EN CONTRASENTIDO CON RESPECTO A LA DIRECCION DE PRODUCCION, EN LOS QUE SE APLICA UN BRAZO DE TRANSPORTE DIRIGIDO HACIA LA PARTE INFERIOR CON UN DISPOSITIVO SOPORTE PARA CADA UNA DE LAS MITADES DE LOS TRAMOS DE MOLDEO.
MAQUINA MOLDEADORA DE PREFORMAS POR SOPLADO.
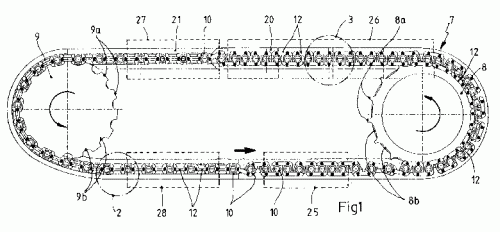
(16/02/2000). Ver ilustración. Solicitante/s: UROLA, S. COOP. LTDA. Inventor/es: ORMAZABAL ORMAZABAL,IBON IGNACIO.
Máquina moldeadora de preformas por soplado que comprende un carrusel sinfín dotado simultáneamente de un tramo de accionamiento continuo y otro de accionamiento intermitente y produciéndose las transiciones directa o inversa entre dichos accionamientos continuo e intermitente mediante una controlada variación, de la interdistancia entre una pluralidad de carros que son los elementos unitarios que están enlazados en la constitución de dicho carrusel sinfín y estos carros incorporan un soporte en el que reciben dichas preformas y esta enlazado con los sucesivos mediante un brazo longitudinal con sendos puntos de articulación encarrilados en un primer carril longitudinal de anchura menor que abarca todo el recorrido del sinfín y un segundo carril longitudinal de mayor anchura que abarca solamente la parte del sinfín de accionamiento discontinuo, que en un carro van interdistanciados en longitud efectiva de dichos brazosi.
MECANISMO PARA LA FABRICACION DE TUBOS DE MATERIA SINTETICA.
(16/11/1994). Solicitante/s: HEGLER, WILHELM. Inventor/es: HEGLER, RALPH PETER, HEGLER, WILHELM.
TUBOS CON SECCIONES DE PERFIL ESPECIALES SON FABRICADOS SOBRE UN MECANISMO CON COQUILLAS GIRATORIAS. LAS SEMICOQUILLAS (2A) QUE SE COMPLEMENTAN EN CADA CASO CON UNA COQUILLA, SE MUESTRAN EN LAS SUPERFICIES DE CONTORNO QUE SE EXTIENDEN CASI DE FORMA PARALELA CON RESPECTO AL EJE ESTEREO DE CONTORNO . LAS RANURAS DE VACIO DESEMBOCAN CASI PARALELAMENTE CON RESPECTO AL EJE ESTEREO DE CONTORNO PASANDO EN EL ESTEREO DE CONTORNO (27A) Y CASI SIEMPRE EN UN LUGAR ALEJADO RADIALMENTE DEL EJE DEL MISMO . CON ELLO SE POSIBILITA EN EL PROCESO DE VACIADO UNA SALIDA MAS LIMPIA DE LAS SECCIONES DE PERFIL ESPECIALES.
PROCEDIMIENTO PARA CALENTAR PREFORMAS INYECTADAS, RETIRADAS DE UN ALMACEN, PARA EL SOPLADO DE CUERPOS HUECOS EN UN MOLDE DE SOPLADO Y DISPOSITIVO PARA EL SOPLADO DE LAS PREFORMAS PREFABRICADAS.
(16/01/1994) EN EL CALENTAMIENTO DE LAS PREFORMA INYECTADAS FRIAS, RETIRADAS DE UN ALMACEN, QUE SE LLEVAN HASTA LA TEMPERATURA DE SOPLADO SOBRE UNA BANDA PARA INTRODUCIRLAS EN EL MOLDE DE SOPLADO EXISTE EL PELIGRO DE QUE EL CALOR, QUE ACTUA UNICAMENTE DESDE EL EXTERIOR, NO SE REPARTA SUFICIENTEMENTE SOBRE LA SECCION, DE MODO QUE LA PARED INTERIOR NO ALCANCE LA TEMPERATURA DE SOPLADO NECESARIA Y QUE SE SOBRECALIENTE LA PARED EXTERIOR. PARA EVITAR ESTO SE CALIENTAN LAS PREFORMAS EN PRIMER LUGAR HASTA UNA TEMPERATURA (TMAX1/TMIN1) INFERIOR A LA TEMPERATURA DE SOPLADO (TBL), SE ENFRIAN A CONTINUACION Y SE CALIENTAN NUEVAMENTE HASTA UNA TEMNPERATURA (TMAX3/TMIN3) LIGERAMENTE SUPERIOR A LA TEMPERATURA DE SOPLADO. A CONTINUACION SE DEJAN LAS PREFORMAS SOBRE LA BANDA PARA PRODUCIR…
{kind=link}