Procedimiento de fabricación de una pieza de revestimiento estructural de peso ligero y pieza de revestimiento estructural de peso ligero producida.
Procedimiento de fabricación de una pieza de revestimiento estructural de peso ligero que consiste en las etapas siguientes:
insertar una pluralidad de capas en una herramienta de moldeo con un primer semi-molde (6) y un segundo semi- molde (7), cuyo segundo semi-molde comprende una pluralidad de hendiduras (8) con forma de copa, caracterizado por que la pluralidad de capas comprende al menos:
• una primera capa (1) de revestimiento permeable al aire de fieltro termoplástico, frente al primer semimolde (6),
• una segunda capa de revestimiento hermética al aire, que consiste en una cubierta exterior permeable al aire de un fieltro termoplástico como la capa (4) exterior y una película (3) interior hermética al aire, frente al segundo semi-molde (7), y
• una capa (2) de película permeable al aire, entre la primera capa (1) de revestimiento y la segunda capa (3,4) de revestimiento;
cerrar la herramienta (6, 7) de moldeo y descargar gas (5) desde un primer espacio entre la capa (3) de película y el primer semi-molde (6), o cargar un segundo espacio entre el segundo semi-molde (7) y la capa (3) de película con gas (5) a presión, con el fin de presionar la primera capa (1) de revestimiento permeable al aire contra el primer semi-molde (6),
conformar y consolidar la primera capa (1) de revestimiento permeable al aire,
a continuación, cargar con gas a presión (5) dicho primer espacio a través del primer semi-molde (6) y a través de la primera capa (1) de revestimiento permeable al aire formada y la capa (2) de película permeable al aire, con el fin de presionar la segunda capa (3,4) de revestimiento contra el segundo semi-molde (7),
conformar y consolidar la segunda capa de revestimiento.
mientras tanto, unir entre sí la primera capa (1) de revestimiento y la segunda capa de revestimiento en la zona entre las hendiduras (8) con forma de copa, con el fin de formar una pieza de revestimiento estructural de peso ligero que comprende una pluralidad de cavidades con forma de copa,
abrir la herramienta (6, 7) de moldeo y sacar la pieza de revestimiento estructural de peso ligero de la herramienta (6, 7) de moldeo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/005861.
Solicitante: Autoneum Management AG.
Nacionalidad solicitante: Suiza.
Dirección: SCHLOSSTALSTRASSE 43 8406 WINTERTHUR SUIZA.
Inventor/es: AUGER,VIRGINIE, Simon,David, BUSKA,BERTRAND.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C49/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
- B29C49/22 B29C […] › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › de preformas o parisones multicapas.
- B29C51/14 B29C […] › B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto. › de preformas o de hojas multicapas.
- B29C51/26 B29C 51/00 […] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B29C69/00 B29C […] › Combinaciones de técnicas de conformación no previstas en un solo grupo principal B29C 39/00 - B29C 67/00, p. ej. asociaciones de técnicas de moldeo y ensamblaje; Aparatos a este efecto.
- B29D24/00 B29 […] › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › Fabricación de objetos con paredes huecas.
- B29K105/04 B29 […] › B29K SISTEMA DE INDEXACION ASOCIADO A LAS SUBCLASES B29B, B29C O B29D, RELATIVO A LAS MATERIAS A MOLDEAR O MATERIALES DE REFUERZO, CARGAS O PREFORMADAS, p. ej. INSERCIONES. › B29K 105/00 Presentación, forma o estado de la materia moldeada. › celular o porosa.
- B29K105/08 B29K 105/00 […] › de gran longitud, p. ej. cuerdas, mechas, mallas, tejidos o hilos.
- B29K23/00 B29K […] › Uso de polialcenos como material de moldeo.
- B29L24/00 B29 […] › B29L SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES. › Objetos con paredes huecas.
- B29L9/00 B29L […] › Productos estratificados.
- B32B27/12 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › adyacente a una capa fibrosa o filamentosa.
- B32B3/28 B32B […] › B32B 3/00 Productos estratificados caracterizados esencialmente por el hecho de que una de las capas tiene discontinuidades o rugosidades externas o internas, o bien que una de las capas es de forma no plana (capas de fibras o filamentos B32B 5/02; capas de partículas B32B 5/16; capas de estructura esponjosa B32B 5/18 ); Productos estratificados caracterizados esencialmente por particularidades de forma (B32B 1/00 tiene prioridad). › caracterizados por una capa que tiene una lámina fina deformada, p. ej. ondulada, arrugada (B32B 29/08 tiene prioridad).
- B32B5/26 B32B […] › B32B 5/00 Productos estratificados caracterizados por la heterogeneidad o estructura física de una de las capas (B32B 9/00 - B32B 29/00 tienen prioridad). › siendo otra capa asimismo fibrosa o filamentosa.
- B60R13/08 B […] › B60 VEHICULOS EN GENERAL. › B60R VEHICULOS, EQUIPOS O PARTES DE VEHICULOS, NO PREVISTOS EN OTRO LUGAR (prevención, limitación o extinción de incendios especialmente adaptadas a los vehículos A62C 3/07). › B60R 13/00 Elementos para embellecer la carrocería, identificarla o decorarla; Instalaciones o adaptaciones para la publicidad. › Medios de aislamiento, p. ej. para aislamiento del sonido.
- G10K11/168 FISICA. › G10 INSTRUMENTOS MUSICALES; ACUSTICA. › G10K DISPOSITIVOS GENERADORES DE SONIDOS (juguetes musicales o sonoros A63H 5/00 ); METODOS O DISPOSITIVOS PARA PROTEGER CONTRA, O PARA AMORTIGUAR, RUIDO U OTRAS ONDAS ACUSTICAS EN GENERAL; ACUSTICA NO PREVISTA EN OTRO LUGAR. › G10K 11/00 Métodos o dispositivos para transmitir, conducir o dirigir el sonido en general; Métodos o dispositivos de protección contra el ruido u otras ondas acústicas en general, o para amortiguarlas. › Varias capas de materiales diferentes, p. ej. sandwiches.
PDF original: ES-2549109_T3.pdf
Fragmento de la descripción:
Procedimiento de fabricación de una pieza de revestimiento estructural de peso ligero y pieza de revestimiento estructural de peso ligero producida La presente invención se refiere a un procedimiento de fabricación de una pieza de revestimiento estructural de 5 peso ligero y a una pieza de revestimiento estructural de peso ligero fabricada según este procedimiento.
Los cuerpos acústicos ligeros y los procedimientos de fabricación de dichos cuerpos son bien conocidos en el campo de la tecnología del automóvil. Un procedimiento de fabricación de una bandeja trasera de atenuación de sonido se conoce a partir del documento WO 03/018291. Este procedimiento permite producir un cuerpo hueco que comprende dos capas exteriores termo-formadas, en la que cada una comprende una capa porosa. Una 10 película de sellado es integrada en cada una de los dos revestimientos. Se disponen unas láminas interiores de aislamiento principalmente no tejidas entre las películas de sellado por razones acústicas y se sopla aire entre los revestimientos mientras la herramienta de moldeo está cerrada. Desafortunadamente, el aire introducido a presión a la herramienta de moldeo está fluyendo a través de las capas interiores principalmente no tejidas, y está enfriando las mismas, y por lo tanto dificulta la consolidación de estas capas. El cuerpo producido mediante este procedimiento es suficientemente rígido como para ser capaz de soportar su propio peso, pero no contribuye a la rigidez de la estructura del vehículo y no es adecuado para ser usado como un suelo de soporte de carga del vehículo, revestimiento de bajos, paredes de camiones u otras piezas de revestimiento estructural. Las piezas de revestimiento estructural contribuyen a la estabilidad de la estructura del vehículo y comprenden un rendimiento acústico reconocible.
El documento DE 44 29 627 describe un procedimiento de fabricación de una pieza de revestimiento estructural de peso ligero que consiste en las etapas de insertar una pluralidad de capas en una herramienta de moldeo que comprende un primer semi-molde y un segundo semi-molde, cuyo segundo semi-molde comprende una pluralidad de hendiduras similares a copas. El procedimiento propuesto es un procedimiento de dos etapas y los semimoldes tienen que ser laminados conjuntamente en una etapa separada para formar el producto final. El producto obtenido con este procedimiento consiste en dos placas de plástico, que son herméticas al aire.
El documento DE 44 29 627 describe también un pieza de revestimiento estructural de peso ligero que comprende al menos una primera capa de revestimiento exterior permeable al aire, una segunda capa de revestimiento impermeable de manera que las capas primera y segunda son alfombras cubiertas con una lámina de plástico impermeable. Estas dos capas de revestimiento están conformadas y unidas entre sí de tal manera que la pieza de revestimiento estructural de peso ligero comprende una pluralidad de cavidades con forma de copa.
Por lo tanto, el objeto de la presente invención es conseguir un procedimiento sencillo para fabricar una pieza de revestimiento estructural de peso ligero, es decir, un cuerpo acústico con rendimiento acústico y una rigidez mejorados, que sea adecuado para ser usado como pieza de revestimiento estructural de un vehículo.
Este objeto se consigue mediante un procedimiento para fabricar una pieza de revestimiento estructural de peso ligero que consiste en las etapas reivindicadas en la reivindicación 1. En particular, esto se consigue mediante un procedimiento que consiste en las etapas siguientes:
insertar una pluralidad de capas en una herramienta de moldeo con un primer semi-molde y un segundo semi-molde, cuyo segundo semi-molde comprende una pluralidad de hendiduras con forma de copa. La pluralidad de capas comprende al menos una primera capa de revestimiento de fieltro termoplástico permeable al aire, frente al primer semi-molde, una segunda capa de revestimiento hermética al aire que consiste en una cubierta exterior permeable al aire de un fieltro termoplástico como la capa exterior y una película interior hermética al aire, frente al segundo semi-molde, y una capa de película permeable al aire, en particular una mono-capa o multicapa porosa de fieltro o material no tejido, entre las dos capas de revestimiento;
cerrar la herramienta de moldeo y descargar gas, preferiblemente a aproximadamente 1 bar, desde un primer espacio entre la capa de película y el primer semi-molde, o cargar con gas a presión, preferiblemente a 1 -8 bar, un segundo espacio entre el segundo semi-molde y la capa de película, con el fin de presionar la primera capa de revestimiento permeable al aire contra el primer semi-molde;
conformar y consolidar la primera capa de revestimiento permeable al aire de una manera conocida 50 mediante la aplicación de una temperatura y una presión adecuadas a esta capa;
cargar con gas a presión dicho primer espacio a través del primer semi-molde y a través de la primera capa de revestimiento permeable al aire formada y una capa de película permeable al aire, con el fin de presionar la segunda capa de revestimiento contra el segundo semi-molde;
conformar y consolidar la segunda capa de revestimiento de una manera conocida mediante la aplicación de una temperatura y una presión adecuadas a esta capa;
mientras tanto, unir entre sí la primera capa de revestimiento y la segunda capa de revestimiento en la zona entre las hendiduras con forma de copa, con el fin de formar la pieza de revestimiento estructural de peso ligero que comprende una pluralidad de cavidades con forma de copa;
abrir la herramienta de moldeo y sacar la pieza de revestimiento estructural de peso ligero de la herramienta de moldeo.
Un objeto adicional de presente invención es conseguir una pieza de revestimiento estructural de peso ligero, es decir, un cuerpo acústico de peso ligero con un rendimiento acústico y una rigidez mejorados, que sea adecuado para ser usada como una pieza de revestimiento estructural de un vehículo.
Este objeto se consigue mediante una pieza de revestimiento estructural de peso ligero, fabricada según la reivindicación 1, que comprende las características de la reivindicación 4. En particular, este objeto se consigue mediante una pieza de revestimiento estructural de peso ligero que comprende al menos una primera capa de revestimiento permeable al aire, una segunda capa de revestimiento hermética al aire, preferiblemente un fieltro termoplástico/una lámina compuesta, y una capa de película permeable al aire, preferiblemente una mono-capa o multicapa porosa de fieltro o material no tejido, entre las dos capas de revestimiento, cuya primera capa de revestimiento y segunda capa de revestimiento se consolidan, conforman y unen entre sí de manera que la pieza de revestimiento estructural de peso ligero comprende una pluralidad de cavidades con forma de copa.
Las realizaciones preferidas de presente invención comprenden las características de las reivindicaciones dependientes.
Las ventajas de la presente invención son evidentes para la persona con conocimientos en la materia y, en particular, se observan en la fabricación de una pieza de revestimiento estructural de peso ligero mediante un procedimiento de una única etapa y, además, en la consecución de dicha una pieza de revestimiento estructural. Además, esta pieza de revestimiento es estéticamente ventajosa, ya que este procedimiento no produce puntos con manchas oscuras visibles debidos a una inyección de gas u orificios debidos a punciones. Además, el procedimiento según la invención demuestra ser muy fácil de ejecutar y, por lo tanto, representa un ahorro de costes. El producto conseguido con este procedimiento presenta un rendimiento acústico mejorado, en particular, la absorción del sonido, así como la rigidez, lo que permite que este cuerpo sea usado como escudo del cuerpo inferior, suelo de soporte de carga del vehículo, pared de camión u otra pieza de revestimiento estructural.
A continuación, la presente invención se describe más detalladamente con la ayuda de una realización preferida y con las figuras siguientes, en las que:
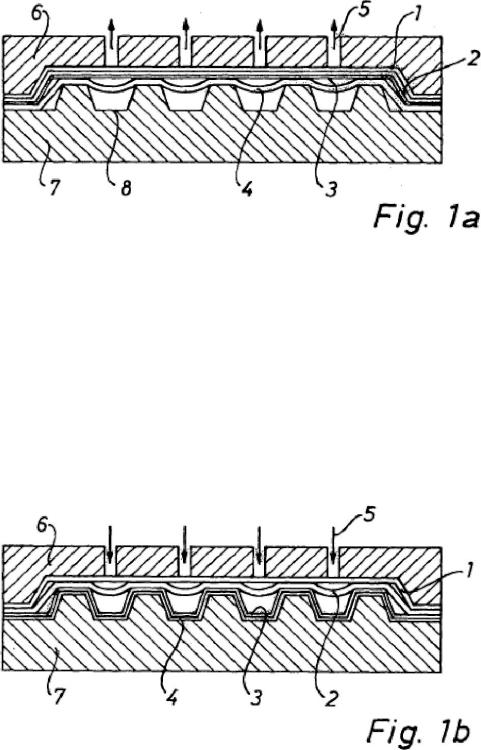
La Fig. 1a muestra una vista esquemática a través de una herramienta de moldeo durante una primera etapa del procedimiento según un primer procedimiento.
La Fig. 1b muestra una vista esquemática a través de una herramienta de moldeo durante una segunda etapa del procedimiento según el primer procedimiento;
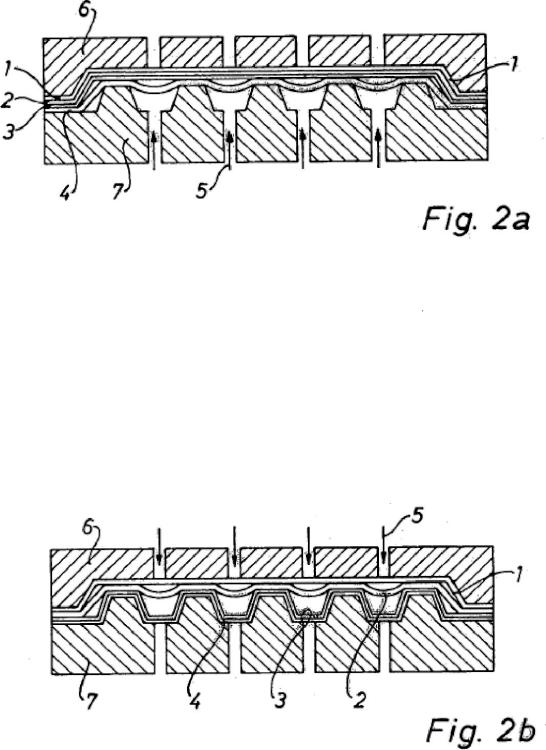
La Fig. 2a muestra una vista esquemática a través de una herramienta de moldeo durante una primera etapa del procedimiento según un segundo procedimiento;
La Fig. 2b muestra una vista esquemática a través de una herramienta... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de una pieza de revestimiento estructural de peso ligero que consiste en las etapas siguientes:
insertar una pluralidad de capas en una herramienta de moldeo con un primer semi-molde (6) y un segundo semimolde (7) , cuyo segundo semi-molde comprende una pluralidad de hendiduras (8) con forma de copa, caracterizado por que la pluralidad de capas comprende al menos:
una primera capa (1) de revestimiento permeable al aire de fieltro termoplástico, frente al primer semimolde (6) , una segunda capa de revestimiento hermética al aire, que consiste en una cubierta exterior permeable al aire de un fieltro termoplástico como la capa (4) exterior y una película (3) interior hermética al aire, frente al segundo semi-molde (7) , y una capa (2) de película permeable al aire, entre la primera capa (1) de revestimiento y la segunda capa (3, 4) de revestimiento;
cerrar la herramienta (6, 7) de moldeo y descargar gas (5) desde un primer espacio entre la capa (3) de película y el primer semi-molde (6) , o cargar un segundo espacio entre el segundo semi-molde (7) y la capa (3) de película con gas (5) a presión, con el fin de presionar la primera capa (1) de revestimiento permeable al aire contra el primer semi-molde (6) , conformar y consolidar la primera capa (1) de revestimiento permeable al aire, a continuación, cargar con gas a presión (5) dicho primer espacio a través del primer semi-molde (6) y a través de la primera capa (1) de revestimiento permeable al aire formada y la capa (2) de película permeable al aire, con el fin de presionar la segunda capa (3, 4) de revestimiento contra el segundo semi-molde (7) , conformar y consolidar la segunda capa de revestimiento.
mientras tanto, unir entre sí la primera capa (1) de revestimiento y la segunda capa de revestimiento en la zona entre las hendiduras (8) con forma de copa, con el fin de formar una pieza de revestimiento estructural de peso ligero que comprende una pluralidad de cavidades con forma de copa, abrir la herramienta (6, 7) de moldeo y sacar la pieza de revestimiento estructural de peso ligero de la herramienta (6, 7) de moldeo.
2. Procedimiento de fabricación de una pieza de revestimiento estructural de peso ligero según la reivindicación 1, caracterizado por que el gas (5) es descargado desde el primer espacio entre la capa (3) de película y el primer semi-molde (6) a aproximadamente 1 bar.
3. Procedimiento de fabricación de una pieza de revestimiento estructural de peso ligero según la reivindicación 1, caracterizado por que el segundo espacio entre el segundo semi-molde (7) y la capa (3) de película se carga con gas presurizado a 1 -8 bar.
4. Pieza de revestimiento ligero estructural fabricada según el procedimiento de la reivindicación 1, que comprende al menos una primera capa (1) de revestimiento exterior permeable al aire, una segunda capa (3, 4) de revestimiento impermeable y una capa (2) de película permeable al aire, entre las dos capas de revestimiento, de manera que la primera capa (1) de revestimiento y la segunda capa (3, 4) de revestimiento se consolidan, conforman y unen entre sí de tal manera que se forma un cuerpo acústico que comprende una pluralidad de cavidades con forma de copa, en la que la primera capa (1) de revestimiento permeable al aire consiste en una capa de fieltro termoplástico y la segunda capa (3, 4) de revestimiento hermética al aire consiste en una cubierta permeable exterior de un fieltro termoplástico como la capa (4) exterior permeable al aire y una película interior hermética al aire.
5. Pieza de revestimiento estructural de peso ligero según la reivindicación 4, en la que las capas exteriores consisten en un fieltro termoplástico poroso con un peso de entre 800 y 2.000 g/m2.
6. Pieza de revestimiento estructural de peso ligero según la reivindicación 4 o 5, en la que la primera capa (1) de revestimiento permeable al aire comprende un fieltro termoplástico de fibras de PP y entre el 20% y el 60% de fibras de vidrio o naturales.
7. Pieza de revestimiento estructural de peso ligero según la reivindicación 4, 5 o 6, en la que la capa (2) de película permeable al aire es una mono-capa o multicapa porosa de fieltro o material no tejido.
8. Pieza de revestimiento estructural de peso ligero según la reivindicación 7, en la que la capa (2) de película permeable al aire consiste en un 100% de material de PET de 40 g/m2.
9. Pieza de revestimiento estructural de peso ligero según una de las reivindicaciones 4 a 8, en la que la segunda
capa (2) de revestimiento permeable al aire comprende un fieltro termoplástico de fibras de PP y entre el 20% y el 5 60% de fibras de vidrio o naturales como la capa exterior.
10. Pieza de revestimiento estructural de peso ligero según una de las reivindicaciones 4 a 9, en la que la película (3) hermética al aire consiste en un 100% de película de PP de 150 m de espesor.
11. Pieza de revestimiento estructural de peso ligero según una de las reivindicaciones 4 a 9, en la que la película (3) hermética al aire consiste en un material compuesto de PP/PA/PP de 150 m de espesor.
12. Pieza de revestimiento estructural de peso ligero según una de las reivindicaciones 4 a 11, en la que la capa (2) de película permeable al aire consiste en una pluralidad de capas porosas.
13. Pieza de revestimiento estructural de peso ligero según la reivindicación 12, en la que la pluralidad de capas porosas están realizadas en materiales no tejidos de PET.
Patentes similares o relacionadas:
Recipiente con bolsa interior, del 1 de Julio de 2020, de GAPLAST GMBH: Recipiente, que consiste en un recipiente exterior sustancialmente rígido y una bolsa interior ligeramente deformable, en el que el recipiente exterior y la bolsa interior consisten […]
Método para proporcionar un circuito para líquido biológico y circuito obtenido, del 29 de Abril de 2020, de EMD Millipore Corporation: Un método para proporcionar un circuito para líquido biológico que comprende una pluralidad de conectores y una red para encaminar el líquido entre dichos […]
Polímeros con ESCR mejorado para aplicaciones de moldeo por soplado, del 11 de Marzo de 2020, de CHEVRON PHILLIPS CHEMICAL COMPANY LP: Un polímero de etileno que tiene una densidad mayor que o igual a aproximadamente 0,954 g/cm3, un índice de fusión con carga pesada (HLMI) en un intervalo de aproximadamente […]
Procedimiento y dispositivo para producir un tubo corrugado de doble capa con casquillo de tubo, del 3 de Marzo de 2020, de UNICOR GMBH: Procedimiento para producir un tubo sin fin de doble pared hecho preferentemente de material termoplástico con tramos de tubo corrugado y tramos de tubo con casquillo, por […]
Artículo con efectos visuales, del 19 de Febrero de 2020, de THE PROCTER & GAMBLE COMPANY: Un artículo moldeado por soplado que tiene al menos una capa que comprende: a) una resina termoplástica; b) entre un 0,1 % y 20 % de un aditivo que tiene una viscosidad […]
Circuito para líquido biológico que comprende una válvula de pellizco, del 8 de Enero de 2020, de EMD Millipore Corporation: Un circuito para líquido biológico, que comprende una pluralidad de conectores , una red para encaminar líquido entre dichos conectores , una bolsa que comprende […]
Base de recipiente de dos etapas, del 18 de Diciembre de 2019, de Amcor Rigid Plastics USA, LLC: Un recipiente moldeado por soplado que comprende: un acabado que define una abertura en un primer extremo del recipiente (10, 110, 210, 310, 410, […]
Un conjunto de recipiente para recibir una bebida, un conjunto de preforma para producir un conjunto de recipiente y un procedimiento de producción de un conjunto de recipiente, del 11 de Diciembre de 2019, de CARLSBERG BREWERIES A/S: Un conjunto de recipiente para recibir una bebida carbonatada, definiendo dicha bebida carbonatada una presión de carbonización interna dependiente de la […]