Proyector de las luces delanteras de un vehículo automotor que comprende una lente de cristal y un soporte de lente de plástico y un método para producir dicho proyector mediante el sobremoldeo del soporte sobre la lente.
(05/09/2012). Solicitante/s: HOLOPHANE. Inventor/es: GORAGUER, DANIEL.
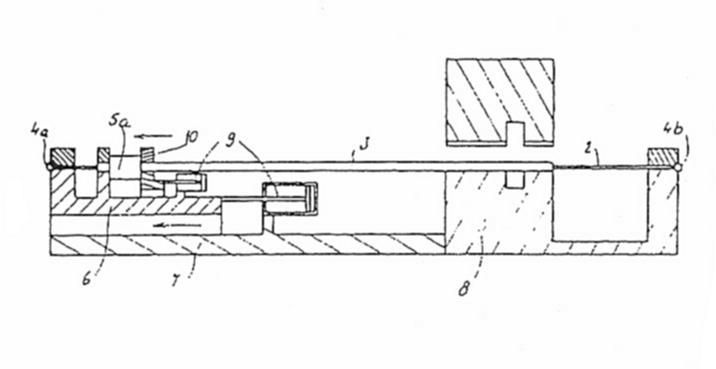
Un proyector de las luces delanteras de un vehículo automotor que comprende un soporte de lente yuna lente de cristal diseñados para colocarse delante de una fuente luminosa , dicha lente que se montasobre el soporte de lente que se asocia a la fuente de luminosa, dicho soporte que se fabrica de plástico,dicha lente que comprende una cara posterior diseñada para orientarse hacia la fuente luminosa, unacara frontal óptica y un collarín periférico que une la cara posterior y la cara frontal, el soporte delente que se acopla con la lente al nivel de dicho collarín, caracterizado porque el soporte se fija a la lente mediante sobremoldeo, el plástico que constituye el soporte rodea al menos parcialmente el collarín de la lente.
PDF original: ES-2393284_T3.pdf
{kind=link}