Método para fabricar una parte de guarnicionería para un automóvil.
Un método para fabricar una parte de guarnicionería (1) que está dispuesta para ser montada,
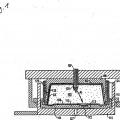
en particular, en un vehículo automóvil de manera que forme parte del interior del mismo y que comprende al menos una tapicería flexible (2) de un material plástico que forma una superficie frontal o anterior visible (3) de la parte de guarnicionería, al menos una pieza de inserción prefabricada (6), que presenta una cara trasera o posterior (7) situada a una cierta distancia por detrás de la superficie visible (3) formada por dicho material plástico, y una capa de respaldo estructural (4), unida a un lado o cara posterior de la tapicería flexible (2), de tal manera que, en dicho método, dicha pieza de inserción prefabricada (6) se coloca adosada contra al menos una superficie (8) de un molde (9), de tal manera que dicha tapicería flexible (2) se proporciona adosada contra dicha superficie (8) de molde, y la capa de respaldo estructural (4) se une a la cara posterior de la tapicería flexible (2) para hacer la parte de guarnicionería (1) capaz de sustentarse por sí misma, o autoportante, de modo que la superficie (8) del molde presenta un borde vertical o erguido (13), y dicha pieza de inserción prefabricada (6) tiene un lado o cara lateral (14) por medio de la cual se coloca en contacto a tope contra dicho borde erguido (13), dentro de dicho molde (9), caracterizado por que la tapicería se hace aplicando al menos un material de tapicería capaz de fluir, o fluyente, que comprende una mezcla reactiva para producir una tapicería de poliuretano no celular o microcelular de elastómero y flexible, en dicha superficie (8) de molde, y en al menos una cara de la pieza de inserción prefabricada (6), en una capa que se extiende al menos parcialmente sobre dicha superficie (8) de molde y sobre dicha cara, con el fin de adherir la pieza de inserción (6) a la tapicería (2), y dejando que el material de tapicería fluyente se endurezca para conseguir dicho material plástico, y por que
la pieza de inserción (6), que se coloca en contacto a tope contra dicho borde erguido (13), se ha sobredimensionado de tal manera que contacta a tope con el borde erguido (13) con una cierta presión, con lo que se crea un cierre hermético para la mezcla reactiva aplicada.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08103839.
Solicitante: RECTICEL AUTOMOBILSYSTEME GMBH.
Nacionalidad solicitante: Alemania.
Dirección: ROLANDSECKER WEG 30 53619 RHEINBREITBACH ALEMANIA.
Inventor/es: DE WINTER, HUGO, WILLEMS,JAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C33/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › con medios incorporados para posicionar elementos insertos, p. ej. marcajes.
- B29C37/00 B29C […] › Elementos constitutivos, detalles, accesorios u operaciones auxiliares no cubiertas por el grupo B29C 33/00 ó B29C 35/00.
- B29C39/10 B29C […] › B29C 39/00 Conformación por moldeo, es decir, introduciendo el material a moldear en un molde o entre dos superficies que la encierran sin presión significativa de moldeo; Aparatos a este efecto (B29C 41/00 tiene prioridad). › incorporando partes o capas preformadas, p. ej. moldeo alrededor de elementos insertos o de objetos a recubrir.
- B29C41/00 B29C […] › Conformación por revestimiento de un molde, núcleo u otro soporte, es decir, depositando material para moldear y desmoldear el objeto formado; Aparatos a este efecto (con presión de compactado B29C 43/00).
- B29C41/08 B29C […] › B29C 41/00 Conformación por revestimiento de un molde, núcleo u otro soporte, es decir, depositando material para moldear y desmoldear el objeto formado; Aparatos a este efecto (con presión de compactado B29C 43/00). › Revestimiento de una forma, de un núcleo o de otro soporte por pulverización o fluidización, p. ej. pulverización de polvo.
- B29C41/20 B29C 41/00 […] › incorporando partes o capas preformadas, p. ej. moldeo alrededor de elementos insertos o sobre objetos a recubrir.
- B29C45/14 B29C […] › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B29C67/24 B29C […] › B29C 67/00 Técnicas de conformación no cubiertas por los grupos B29C 39/00 - B29C 65/00, B29C 70/00 o B29C 73/00. › caracterizadas por la elección de material.
- B29K105/04 B29 […] › B29K SISTEMA DE INDEXACION ASOCIADO A LAS SUBCLASES B29B, B29C O B29D, RELATIVO A LAS MATERIAS A MOLDEAR O MATERIALES DE REFUERZO, CARGAS O PREFORMADAS, p. ej. INSERCIONES. › B29K 105/00 Presentación, forma o estado de la materia moldeada. › celular o porosa.
- B29K21/00 B29K […] › Uso de cauchos no especificados como material de moldeo.
- B29K75/00 B29K […] › Uso de poliureas y poliuretanos como material de moldeo.
- B29L31/58 B29 […] › B29L SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES. › B29L 31/00 Otros objetos particulares. › Tapizado o cojines, p. ej. tapizado o rellenado de vehículos.
- B60R13/02 B […] › B60 VEHICULOS EN GENERAL. › B60R VEHICULOS, EQUIPOS O PARTES DE VEHICULOS, NO PREVISTOS EN OTRO LUGAR (prevención, limitación o extinción de incendios especialmente adaptadas a los vehículos A62C 3/07). › B60R 13/00 Elementos para embellecer la carrocería, identificarla o decorarla; Instalaciones o adaptaciones para la publicidad. › Molduras decorativas; Canalones; Adornos de paredes; Guarniciones de techos (B60R 13/01 tiene prioridad).
PDF original: ES-2379407_T3.pdf
Fragmento de la descripción:
Método para fabricar una parte de guarnicionería para un automóvil.
Método para fabricar una parte de guarnicionería para el interior de un vehículo automóvil o al menos una tapicería para el mismo.
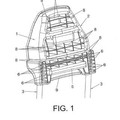
La invención se refiere a un método para fabricar una parte de guarnicionería que está dispuesta para ser montada, en particular, en un vehículo automóvil a fin de formar parte del mismo, y que comprende al menos una tapicería flexible de un material plástico destinada a formar una superficie frontal o anterior visible de la parte de guarnicionería, al menos una pieza de inserción prefabricada que presenta una cara trasera o posterior situada a una cierta distancia por detrás de la superficie visible formada por dicho material plástico, y una capa de respaldo estructural, unida a la cara posterior de la tapicería fabricada, de tal manera que, en dicho método, dicha pieza de inserción prefabricada se coloca adosándose contra al menos una superficie de un molde, dicha tapicería flexible se proporciona adosada contra dicha superficie de molde, y la capa de respaldo estructural se une al lado o cara posterior la tapicería fabricada, a fin de hacer la parte de guarnicionería capaz de sustentarse por sí misma, o autoportante, de tal manera que la superficie de molde presenta un borde vertical o erguido y la pieza de inserción prefabricada tiene una cara lateral por medio de la cual se coloca en contacto a tope contra dicho borde erguido, dentro de dicha cavidad de molde.
En la industria automotriz, las partes de guarnicionería interior tales como salpicaderos, paneles de puerta, cubiertas u otros paneles vistos se están haciendo cada vez más complejas. Las nuevas opciones para coches, tales como dispositivos electrónicos, han de ser integradas en un mínimo de espacio disponible con el fin de mejorar el nivel de confort y las demandas del conductor. Y lo que es más, las demandas desde el punto de vista de la estética están siendo cada vez más altas también. Nuevos colores, texturas y materiales se integran para hacer que el interior del coche tenga un aspecto más atractivo.
Otra tendencia es la personalización de los coches. Los conductores de coches quieren que su coche se identifique con su personalidad. Necesitan una capacidad de elección superior de los accesorios o piezas de inserción para crear un toque personal en su vehículo. Se requiere una gama más alta de colores, materiales y funciones para hacer que un posible cliente se decida por un automóvil concreto. En la actualidad, los procedimientos de fabricación están limitados a una cantidad concreta de versiones y opciones por razones de logística y de costes.
Los métodos de fabricación actuales para las partes de guarnicionería interior de automóviles se basan, por lo común, en el siguiente concepto:
- fabricar un material visible con calidad estética (tapicería u hoja metálica) , que puede estar formado por una capa de base o por una capa de base cubierta con una pintura, en particular, con una denominada pintura en molde, o aplicada dentro de molde, o con una pintura aplicada ulteriormente sobre la guarnición;
- combinar este material de calidad estética con un soporte autoportante o, en otras palabras, con una capa de respaldo estructural, ya sea en un procedimiento de una sola etapa en el que un sistema de PU [poliuretano] rígido se aplica, por ejemplo, por R-RIM (Moldeo por Inyección de Reacción Reforzado - "Reinforced Reaction Injection Moulding") contra la parte posterior de la tapicería, ya sea en un procedimiento de dos etapas en cual el soporte es prefabricado, por ejemplo, por un procedimiento de moldeo por inyección a partir de ABS rígido, y combinado, en una segunda etapa, con la tapicería utilizando, por ejemplo, un procedimiento de espumado en la cara posterior con PU;
- cortar con troquel estas partes para permitir la integración de piezas de inserción prefabricadas por separado de manera que se ensamblen en la parte autoportante.
El ensamblaje de la pieza de inserción prefabricada en la parte de guarnicionería es un trabajo complejo ya que han de montarse una gran cantidad de piezas de inserción o útiles, alambres, etc., lo que tiene como resultado unos elevados costes de producción. Además, las diferentes piezas de inserción, de una amplia variedad de materiales, tienen que encajar perfectamente en los orificios cortados en la parte. Las desviaciones en el tamaño de los orificios y/o piezas de inserción tienen como consecuencia una pobre calidad visual, y pueden ser el resultado de las grandes fluctuaciones de temperatura que pueden darse en el interior del coche (de -35º C a +130º C) o de las tolerancias de los procedimientos de corte con troquel de las partes.
Otro problema de las piezas de inserción que se montan dentro de las partes de guarnicionería es que pueden estar en el origen de molestos ruidos de chirrido cuando el vehículo está circulando, por ejemplo, por una carretera bacheada. Estos ruidos chirriantes son el resultado de vibraciones de la pieza de inserción con respecto a la tapicería u otras capas de la parte de guarnicionería, y de la acción de frotamiento causada por las mismas. A la vista de las altas demandas de calidad, estos ruidos chirriantes son un problema importante en la industria del automóvil y son, a menudo, muy difíciles de evitar.
El documento US-A-5.133.912 divulga un método que obvia la necesidad de tener que ensamblar las piezas de inserción en la parte de guarnicionería. En este método conocido, la cara anterior de la parte de guarnicionería se hace colocando piezas de inserción y piezas de material de tapicería adosadas contra la superficie de un molde. Las piezas de inserción están hechas, por ejemplo, de una tela. En las transiciones entre las piezas de material de tapicería y las piezas de inserción, la superficie del molde está provista de unos bordes erguidos. Los bordes marginales de las piezas de inserción y de las piezas de material de tapicería se vuelven del otro lado para formar unas bridas que topan con los bordes erguidos. La capa de respaldo estructural se hace en un procedimiento de una sola etapa al proporcionar una malla de refuerzo dentro del molde, verter un sistema de espuma de poliuretano rígida en el interior del molde y cerrar el molde. La cara posterior de las piezas de inserción puede estar provista de una capa de espuma compresible destinada a proporcionar un tacto suave a las piezas de inserción. Esta capa de espuma se comprime a la hora de producir la capa de respaldo estructural, de tal modo que, cuando se retira del molde la parte de guarnicionería, los espacios de separación o intersticios producidos por los bordes erguidos existentes en la superficie del molde, se cierran y se obtienen unas junturas apretadas o cerradas.
Una desventaja de este método conocido es que no solo las piezas de inserción, sino también las piezas de material de tapicería, deben ser colocadas con precisión sobre la superficie del molde. Es más, para evitar la migración de la espuma entre las piezas de inserción y las piezas de material de tapicería cuando se moldea la capa de respaldo estructural, las transiciones entre las piezas de inserción y las piezas de material de tapicería han de ser cerradas herméticamente o selladas. Esto puede hacerse por medio de una capa de cinta o por medio de unas plantillas de unión consistentes en unos elementos tubulares flexibles que están hendidos longitudinalmente. Otra solución es conformar los bordes de las piezas de inserción y de las piezas de material de tapicería de una manera tal, que puedan ser insertados unos en otros. La colocación de las piezas de inserción y de las piezas de material de tapicería dentro del molde, y el cierre hermético o sellado de las diferentes transiciones entre estos elementos, constituye, por tanto, un trabajo bastante complejo y que lleva mucho tiempo. Además, en la práctica, los intersticios entre las piezas de inserción y las piezas de material de tapicería no se cerrarán nunca de un modo totalmente uniforme, de manera que las junturas no serán lo estéticamente agradables que se describe en la Patente. De hecho, cuando las piezas de inserción y las piezas de material de tapicería no tienen la suficiente capacidad de estiramiento, no será posible conseguir unas junturas completamente cerradas.
Es un propósito de la presente invención proporcionar un nuevo método para fabricar una parte de guarnicionería para el interior de un vehículo automóvil que permita integrar las piezas de inserción más fácilmente en la parte de guarnicionería y que haga posible, además, conseguir una transición... [Seguir leyendo]
Reivindicaciones:
1. Un método para fabricar una parte de guarnicionería (1) que está dispuesta para ser montada, en particular, en un vehículo automóvil de manera que forme parte del interior del mismo y que comprende al menos una tapicería flexible (2) de un material plástico que forma una superficie frontal o anterior visible (3) de la parte de guarnicionería, al menos una pieza de inserción prefabricada (6) , que presenta una cara trasera o posterior (7) situada a una cierta distancia por detrás de la superficie visible (3) formada por dicho material plástico, y una capa de respaldo estructural (4) , unida a un lado o cara posterior de la tapicería flexible (2) , de tal manera que, en dicho método, dicha pieza de inserción prefabricada (6) se coloca adosada contra al menos una superficie (8) de un molde (9) , de tal manera que dicha tapicería flexible (2) se proporciona adosada contra dicha superficie (8) de molde, y la capa de respaldo estructural (4) se une a la cara posterior de la tapicería flexible (2) para hacer la parte de guarnicionería (1) capaz de sustentarse por sí misma, o autoportante, de modo que la superficie (8) del molde presenta un borde vertical o erguido (13) , y dicha pieza de inserción prefabricada (6) tiene un lado o cara lateral (14) por medio de la cual se coloca en contacto a tope contra dicho borde erguido (13) , dentro de dicho molde (9) , caracterizado por que la tapicería se hace aplicando al menos un material de tapicería capaz de fluir, o fluyente, que comprende una mezcla reactiva para producir una tapicería de poliuretano no celular o microcelular de elastómero y flexible, en dicha superficie (8) de molde, y en al menos una cara de la pieza de inserción prefabricada (6) , en una capa que se extiende al menos parcialmente sobre dicha superficie (8) de molde y sobre dicha cara, con el fin de adherir la pieza de inserción (6) a la tapicería (2) , y dejando que el material de tapicería fluyente se endurezca para conseguir dicho material plástico, y por que
la pieza de inserción (6) , que se coloca en contacto a tope contra dicho borde erguido (13) , se ha sobredimensionado de tal manera que contacta a tope con el borde erguido (13) con una cierta presión, con lo que se crea un cierre hermético para la mezcla reactiva aplicada.
2. Un método de acuerdo con la reivindicación 1, caracterizado por que dicha capa de respaldo estructural (4) se une a la cara posterior de la tapicería fabricada (2) a través de la intermediación de una capa de espuma intermedia (5) .
3. Un método de acuerdo con la reivindicación 1 o la reivindicación 2, caracterizado por que dicho borde erguido tiene una base que presenta un espesor comprendido entre 0, 1 mm y 5 mm, y, preferiblemente, entre 0, 25 mm y 1 mm.
4. Un método de acuerdo con una cualquiera de las reivindicaciones 1 a 3, caracterizado por que dicho borde erguido tiene una altura de al menos 0, 5 mm, preferiblemente, de al menos 1 mm y, de la forma más preferida, de al menos 2 mm.
5. Un método de acuerdo con una cualquiera de las reivindicaciones 1 a 4, caracterizado por que la pieza de inserción prefabricada presenta una cara anterior y se coloca dentro del molde con su cara anterior sustancialmente enrasada o a nivel con la superficie de molde contra la que se moldea la tapicería.
6. Un método de acuerdo con una cualquiera de las reivindicaciones 1 a 4, caracterizado por que la pieza de inserción se hace de un material blando.
7. Un método de acuerdo con una cualquiera de las reivindicaciones 1 a 6, caracterizado por que la pieza de inserción comprende cuero, tela o moqueta.
8. Un método de acuerdo con una cualquiera de las reivindicaciones 1 a 7, caracterizado por que la altura en la que la pieza de inserción prefabricada contacta a tope contra el borde sobresaliente, se aumenta aplicando una capa de respaldo de espuma contra la parte posterior de la pieza de inserción.
9. Un método de acuerdo con una cualquiera de las reivindicaciones 1 a 8, caracterizado por que la altura en la que la pieza de inserción prefabricada contacta a tope contra el borde sobresaliente, se aumenta al dotar sus bordes periféricos de unas bridas (15) .
10. Un método de acuerdo con una cualquiera de las reivindicaciones 1 a 9, caracterizado por que dicha cara lateral (14) comprende un labio o reborde flexible (38) , dispuesto para contactar a tope contra dicho borde erguido (13) con el fin de formar un cierre hermético para el material de tapicería fluyente.
11. Un método de acuerdo con la reivindicación 10, caracterizado por que dicho reborde flexible (38) tiene un espesor (t) y una longitud (l) que están, ambos, comprendidos entre 0, 2 mm y 5 mm.
12. Un método de acuerdo con una cualquiera de las reivindicaciones 1 a 11, caracterizado por que la pieza de inserción prefabricada tiene un saliente lateral por medio del cual se coloca encima de dicho borde erguido, dentro del molde, de tal manera que el saliente lateral sobresale por encima del borde erguido con el fin de proporcionar un efecto de pantalla o protección para la mezcla reactiva aplicada.
13. Un método de acuerdo con una cualquiera de las reivindicaciones 1 a 12, caracterizado por que dicho material 5 de tapicería fluyente se aplica mediante rociamiento contra la superficie del molde.
14. Un método de acuerdo con una cualquiera de las reivindicaciones 1 a 12, caracterizado por que dicho material de tapicería fluyente se aplica contra la superficie del molde utilizando un molde cerrado y llenando este molde cerrado con dicho material de tapicería fluyente, ya sea por vertido o por un procedimiento de moldeo por inyección de reacción (RIM) .
15. Un método de acuerdo con una cualquiera de las reivindicaciones 1 a 14, caracterizado por que dicha tapicería tiene un espesor promedio comprendido en el intervalo entre 0, 1 mm y 3 mm, y, más particularmente, en el intervalo entre 0, 5 mm y 1, 5 mm.
Patentes similares o relacionadas:
Bolsa de vacío integralmente rígida, reutilizable y método de hacer la misma, del 3 de Junio de 2020, de THE BOEING COMPANY: Una bolsa de vacío para procesar una pieza , que comprende: un diafragma de bolsa elástico flexible generalmente plano adaptado para colocarse sobre la pieza […]
Procedimiento de fabricación de prendas de protección, del 17 de Julio de 2019, de A T G CEYLON (PRIVATE) LIMITED: Un procedimiento de fabricación de un material para prendas, que comprende: proporcionar un sustrato formado por hilo y que tiene intersticios a través del […]
Estructuras tisulares simuladas y métodos, del 10 de Abril de 2019, de APPLIED MEDICAL RESOURCES CORPORATION: Un método para hacer una estructura tisular simulada que comprende las etapas de: proporcionar un mandril que tiene un extremo proximal, […]
Procedimiento para la manufactura de un módulo óptico con una óptica polimérica, del 2 de Noviembre de 2016, de HERAEUS NOBLELIGHT GMBH: Procedimiento para la fabricación de un módulo óptico que comprende los pasos: a. disposición de un sustrato conformado como soporte translúcido con una primera […]
Procedimiento para la producción de un módulo óptico con una óptica de silicona, módulo óptico y su uso, del 12 de Octubre de 2016, de HERAEUS NOBLELIGHT GMBH: Procedimiento para la producción de un módulo óptico, comprendiendo los pasos: a. Puesta a disposición de un substrato con una primera superficie ; b. Puesta […]
Instrumento gimnástico, aparato y procedimiento para llevarlo a cabo, del 10 de Septiembre de 2014, de Trial S.R.L: Instrumento gimnástico que comprende al menos una pared externa y al menos una cavidad interna; dicho instrumento comprende al menos dos paredes externas impermeables […]
 Cápsula para bebida con un elemento de estanqueidad, del 20 de Agosto de 2014, de NESTEC S.A.: Una cápsula para contener unos ingredientes de bebida que está diseñada para la introducción en un dispositivo de producción de bebida en […]
Cápsula para bebida con un elemento de estanqueidad, del 20 de Agosto de 2014, de NESTEC S.A.: Una cápsula para contener unos ingredientes de bebida que está diseñada para la introducción en un dispositivo de producción de bebida en […]
 Reposacabezas ligero optimizado según recursos de producción y procedimiento asociado al mismo, del 17 de Diciembre de 2013, de ILLINOIS TOOL WORKS INC.: Reposacabezas ligero optimizado según recursos de producción, que comprende un cabezal y barras fabricadas por sobremoldeo sobre núcleos rígidos […]
Reposacabezas ligero optimizado según recursos de producción y procedimiento asociado al mismo, del 17 de Diciembre de 2013, de ILLINOIS TOOL WORKS INC.: Reposacabezas ligero optimizado según recursos de producción, que comprende un cabezal y barras fabricadas por sobremoldeo sobre núcleos rígidos […]