PIEZA GUÍA CON SISTEMA DE DESLIZAMIENTO MEJORADO Y PROCESO DE FABRICACIÓN DE LA MISMA.
Pieza guía con sistema de deslizamiento mejorado, particularmente una pieza guía (1) de material plástico,
tal como por ejemplo el montante de un vehículo automóvil, del tipo con sistema de deslizamiento para otra pieza de plástico, tal como una corredera (5), que evita la fricción de plástico contra plástico, constituida a partir de un cuerpo (2) de material plástico, obtenido por inyección en un molde (M), estando cubierto exteriormente de un tejido (3) el cual ha sido incorporado al cuerpo (2) de material plástico durante dicho proceso de inyección, habiéndose previsto la existencia de sendos perfiles (4), igualmente cubiertos de tejido (3), dispuestos de forma que resultan aptos como guía para el deslizamiento de otra pieza de material plástico, tal como una corredera (5).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200901724.
Solicitante: EUROSTYLE AUTOMOTIVE AMURRIO, S.A.
Nacionalidad solicitante: España.
Inventor/es: GONZALEZ GARCIA, JESUS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B29L12/00 B29 […] › B29L SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES. › Estructuras o armazones.
- B29L16/00 B29L […] › Objetos que tienen acanaladuras (B29L 23/18 tiene prioridad).
Fragmento de la descripción:
Pieza guía con sistema de deslizamiento mejorado y proceso de fabricación de la misma. Objeto de la invención
Tal como expresa el enunciado, la presente invención se refiere a una pieza guía con sistema de deslizamiento mejorado y proceso de fabricación de la misma, aportando al estado de la técnica, varias ventajas y características de novedad, que se consignarán en detalle más adelante, que suponen una mejorada alternativa a los sistemas actualmente conocidos en el mercado para el mismo fin.
Más en particular el objeto de la invención se centra en una pieza guía, particularmente una pieza de material plástico, tal como por ejemplo el montante de un vehículo automóvil, que presenta la particularidad de contar con un diseño estructural y proceso de fabricación especialmente estudiados para que el deslizamiento sobre ella de otra pieza de plástico, tal como una corredera, se produzca evitando la fricción de plástico contra plástico y de manera notablemente mejorada frente a los sistemas actualmente conocidos para el mismo fin, tanto en ahorro de material como en tiempo de montaje. Campo de aplicación de la invención
El campo de aplicación de la presente invención se enmarca dentro del sector técnico de la industria del automóvil, y particularmente en la del montaje de piezas plásticas. Antecedentes de la invención En referencia al estado de la técnica, debe mencionarse que actualmente, para permitir el deslizamiento entre dos piezas plásticas, por ejemplo entre el montante de un vehículo automóvil y una corredera, existen varios sistemas, entre ellos aprovechar el rebordeo del tejido sobre la pieza de plástico para que la corredera deslice sobre dicho rebordeo y evitar así la fricción de plástico contra plástico.
Otro sistema empleado actualmente es el aporte de un marco con raíles a la pieza plástica, mientras por otro lado se monta en la corredera un perfil extrusionado con un flocado que se desliza sobre los raíles del marco.
Otro método para facilitar el deslizamiento es sustituir el flocado anterior por un tejido en los bordes de la corredera sujeto con un adhesivo.
Cualquiera de estos sistemas, sin embargo, presenta el inconveniente de que implica la inyección de piezas adicionales, como por ejemplo el marco, el flocado, etc., y su posterior montaje, con el consiguiente coste económico.
El objetivo de la presente invención es, pues, aportar al estado de la técnica sistema que permita solventar los inconvenientes anteriormente señalados mediante la fabricación de la pieza con un proceso que permita inyectar la pieza con los raíles cubiertos de tejido para facilitar el deslizamiento de la pieza de plástico con la corredera, todo ello en una única inyección, debiendo señalarse que, por parte del solicitante, se desconoce la existencia de ninguna otra invención que presente unas características técnicas, estructurales o constitutivas semejantes a las que presenta la que aquí se preconiza. Explicación de la invención
Así, la pieza guía con sistema de deslizamiento mejorado y el proceso de fabricación de la misma que la presente invención propone, se configura como una destacable novedad dentro de su campo de aplicación, ya que, a tenor de su implementación, y de forma taxativa, se alcanzan satisfactoriamente los objetivos anteriormente señalados, estando los detalles caracterizadores que lo hacen posible y la distinguen de lo ya conocido, exhaustivamente desarrollados a continuación y convenientemente recogidos en las reivindicaciones finales que acompañan a la presente memoria descriptiva.
De forma concreta, pues, la pieza guía con sistema de deslizamiento mejorado que la invención preconiza, que como se ha dicho es una pieza de plástico, incorpora ya en su proceso de fabricación mediante inyección, los raíles cubiertos de tejido para facilitar el deslizamiento de la misma con la corredera también de plástico, todo ello en una única inyección.
Para ello, el proceso de fabricación de la pieza consiste en inyectar la pieza con dos perfiles en forma de U a ambos lados de la ventana donde se situará la corredera. Estos perfiles se doblarán posteriormente hacia adentro permitiendo servir de guías para la corredera.
Con el tejido convenientemente posicionado en el interior del molde cerrado, se inyecta la pieza quedando el tejido en el exterior y cubriendo también el perfil en U.
A continuación se corta el tejido sobrante y se doblan los perfiles en U hacia adentro de la pieza con lo que quedan en la posición adecuada para servir de guías para la corredera.
Por último los perfiles en U se sueldan a la pieza, para lo que se ha previsto un pequeño saliente que permite dicha soldadura.
La principal ventaja del diseño de la pieza preconizada es que permite el ahorro en su fabricación de una pieza de inyección que haga las veces de guía o raíles y su montaje, además elimina también el proceso de adhesión de un tejido o flocado que facilite el deslizamiento entre las dos piezas plásticas (pieza guía y corredera) con el consiguiente ahorro tanto en material como en tiempo de montaje.
Cabe señalar que los perfiles pueden adoptar cualquier forma que permita el guiado de una corredera o de cualquier otra pieza.
Por otra parte, en el proceso de fabricación de la pieza guía, el perfil inyectado puede adoptar su forma en U y luego ser doblado o, ser plano y adoptar la forma en U posteriormente mediante su doblado sobre un nervio.
Finalmente, es importante señalar que, preferentemente, los descritos perfiles en U consisten en una porción de material corrido que abarca total o parcialmente la longitud de la pieza guía, sin embargo, se contempla también la posibilidad de que dichos perfiles estén determinados solamente por el tejido apoyado en el borde de configuración en U de varios nervios.
La descrita pieza guía con sistema de deslizamiento mejorado y su proceso de fabricación representan, por consiguiente, una innovación de características estructurales y constitutivas desconocidas hasta ahora, razones que unidas a su utilidad práctica, la dotan de fundamento suficiente para obtener el privilegio de exclusividad que se solicita. Descripción de los dibujos
Para una mejor interpretación de la invención se acompaña la presente memoria descriptiva de unos dibujos en los que se ilustra, a título de ejemplo no limitativo, una forma de realización preferida de la in
vención, según los principios de las reivindicaciones.
En dichos dibujos:
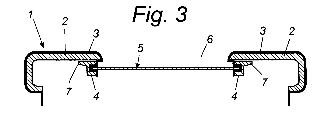
Las figuras número 1, 2 y 3. Muestran tres fases del proceso de fabricación de la pieza guía objeto de la invención, mostrando la figura 1 la colocación del tejido en el molde, la figura 2 la pieza ya inyectada y cubierta exteriormente por el tejido, y la figura 3 la pieza tras ser manipulada para doblar los perfiles en U que actúan de raíles.
Las figuras número 4 y 5. Muestran sendas fases de fabricación de otro ejemplo de realización de la pieza guía, en este caso los perfiles son planos en el molde y se doblan posteriormente sobre un nervio para otorgarles la forma en U, habiéndose representado en ellas únicamente la mitad de la pieza, entendiéndose que la otra mitad es idéntica.
La figura número 6. Muestra una vista en perspectiva de un ejemplo de realización de la pieza guía con perfiles formados solo por nervios, en la que no se ha incorporado el tejido para observar mejor la disposición y configuración de dichos nervios. Descripción de un ejemplo de realización de la invención A la vista de las comentadas figuras y de acuerdo con la numeración adoptada, se puede observar en las mismas un ejemplo de realización de la invención la cual comprende las partes y elementos que se indican y describen en detalle a continuación.
Así, tal como se observa en dichas figuras, la pieza guía (1) en cuestión está formada por un cuerpo (2) de material plástico, obtenido por inyección en un molde (M) , estando cubierto exteriormente de un tejido
(3) el cual ha sido incorporado al cuerpo (2) de material plástico durante dicho proceso de inyección, habiéndose previsto la existencia de sendos perfiles (4) , igualmente cubiertos de tejido (3) , dispuesto de forma que resultan aptos como guía para el deslizamiento de otra pieza de material plástico, tal como una corredera (5) que se deslizará con facilidad sobre dicho tejido
(3) de los perfiles (4) . El proceso de...
Reivindicaciones:
1. Pieza guía con sistema de deslizamiento mejorado, particularmente una pieza guía (1) de material plástico, tal como por ejemplo el montante de un vehículo automóvil, del tipo con sistema de deslizamiento para otra pieza de plástico, tal como una corredera (5) , que evita la fricción de plástico contra plástico, caracterizada por el hecho de estar constituida a partir de un cuerpo (2) de material plástico, obtenido por inyección en un molde (M) , estando cubierto exteriormente de un tejido (3) el cual ha sido incorporado al cuerpo (2) de material plástico durante dicho proceso de inyección, habiéndose previsto la existencia de sendos perfiles (4) , igualmente cubiertos de tejido (3) , dispuestos de forma que resultan aptos como guía para el deslizamiento de otra pieza de material plástico, tal como una corredera (5) .
2. Pieza guía con sistema de deslizamiento mejorado, según la reivindicación 1, caracterizada por el hecho de que los perfiles (4) , presentan una configuración en U.
3. Pieza guía con sistema de deslizamiento mejorado, según las reivindicaciones 1 y 2, caracterizada por el hecho de que los perfiles (4) consisten, preferentemente, en una porción de material corrido que abarca total o parcialmente la longitud de la pieza guía (1) .
4. Pieza guía con sistema de deslizamiento mejorado, según las reivindicaciones 1 a 3, caracterizada por el hecho de que los perfiles (4) cuentan con un pequeño saliente (7) en la zona de contacto de dichos
perfiles (4) con el cuerpo (2) de material plástico para facilitar su soldado a dicho cuerpo (2) .
5. Pieza guía con sistema de deslizamiento mejorado, según las reivindicaciones 1 y 2, caracterizada por el hecho de que los perfiles (4) , opcionalmente, están determinados solamente por el borde en U de varios nervios (8) sobre los que se apoya directamente el tejido (3) .
6. Proceso de fabricación de una pieza guía, según la pieza descrita en las reivindicaciones anteriores, caracterizado por el hecho de consistir en inyectar en un molde (M) el material plástico que conforma el cuerpo (2) de la pieza con dos perfiles (4) a ambos lados de la ventana (6) donde se situará la corredera (5) , con el tejido (3) posicionado en el interior del molde (M) , quedando el tejido (3) en el exterior y cubriendo tanto dicho cuerpo (2) como los perfiles (4) en forma de guía, preferentemente en U. A continuación se corta el tejido (3) sobrante y se doblan los perfiles (4) hacia adentro de la pieza con lo que quedan en la posición adecuada para servir de guías para la corredera (5) . Por último los perfiles (4) se sueldan al cuerpo (2) de la pieza (1) , mediante el saliente (7) previsto en la zona de contacto de dichos perfiles (4) con el cuerpo
(2) de material plástico.
7. Proceso de fabricación de una pieza guía, según la reivindicación 4, caracterizado porque, en una realización alternativa, en el proceso de fabricación de la pieza guía (1) , los perfiles (4) adoptan una forma plana en el molde y, posteriormente mediante su doblado sobre un nervio (8) adoptan la forma de guía, preferentemente en U.
ES 2 356 008 Bl
OFICINA ESPAÑOLA DE PATENTES Y MARCAS
Nº solicitud: 200901724
ESPAÑA
Fecha de presentación de la solicitud: 04.08.2009
Fecha de prioridad:
INFORME SOBRE EL ESTADO DE LA TECNICA
51 Int. Cl. : Ver Hoja Adicional DOCUMENTOS RELEVANTES
Categoría Documentos citados Reivindicaciones afectadas Y ES 2057456 T3 (HUTCHINSON) 16.10.1994, columna 1, línea 3 - columna 2, línea 20; columna 2, línea 44 - columna 4, línea 24; figuras 1, 2, 6-8. 1, 2 Y WO 2005068152 A2 (JOHNSON CONTROLS TECH CO [US] et al.) 28.07.2005, párrafos [0002, 0004, 0008, 0050-0052, 0068, 0071, 0081-0083, 0089, 0094]; figuras 5, 15, 19, 20, 24-31. 1, 2 Y ES 8900052 (HUTCHINSON SA [FR]) 16.01.1989, página 1, línea 2 - página 3, línea 5; página 8, línea 15 - página 9, línea 19; figuras 1, 2. 1, 2 Y ES 2294166 T3 (BASF SE) 01.04.2008, página 2, líneas 3-7; página 2, línea 60 - página 3, línea 14; página 8, líneas 1-17, 47-52; página 9, líneas 13-31; figuras 2-4. 1, 2 A 5, 6 Y FR 2165229 A5 (DRAFTEX) 03.08.1973, página 1, líneas 1-23; página 1, línea 40 - página 2, línea 21; página 2, línea 38 - página 7, línea 19; figura 2. 1, 2 Y ES 2292419 T3 (CIE AUTOMOTIVE S A) 16.03.2008, página 2, líneas 3-60; página 3, línea.3. 67; figuras 1, 2. 1, 2 A 5, 6 Categoría de los documentos citados X: de particular relevancia Y: de particular relevancia combinado con otro/s de la misma categoría A: refleja el estado de la técnica O: referido a divulgación no escrita P: publicado entre la fecha de prioridad y la de presentación de la solicitud E: documento anterior, pero publicado después de la fecha de presentación de la solicitud El presente informe ha sido realizado • para todas las reivindicaciones • para las reivindicaciones nº : Fecha de realización del informe 17.03.2011 Examinador M. Fernández Rodríguez Página 1/4
INFORME DEL ESTADO DE LA TÉCNICA
Nº de solicitud: 200901724
CLASIFICACIÓN OBJETO DE LA SOLICITUD B29C45/14 (2006.01)
B29L12/00 (2006.01) B29L16/00 (2006.01) Documentación mínima buscada (sistema de clasificación seguido de los símbolos de clasificación)
B29C, B29L
Bases de datos electrónicas consultadas durante la búsqueda (nombre de la base de datos y, si es posible, términos de búsqueda utilizados) INVENES, EPODOC
Informe del Estado de la Técnica Página 2/4
OPINIÓN ESCRITA
Nº de solicitud: 200901724
Fecha de Realización de la Opinión Escrita: 17.03.2011
Declaración
Novedad (Art. 6.1 LP 11/1986) Reivindicaciones Reivindicaciones 1-7 SI NO Actividad inventiva (Art. 8.1 LP11/1986) Reivindicaciones Reivindicaciones 3-7 1, 2 SI NOSe considera que la solicitud cumple con el requisito de aplicación industrial. Este requisito fue evaluado durante la fase de examen formal y técnico de la solicitud (Artículo 31.2 Ley 11/1986) .
Base de la Opinión.
La presente opinión se ha realizado sobre la base de la solicitud de patente tal y como se publica.
Informe del Estado de la Técnica Página 3/4
OPINIÓN ESCRITA
Nº de solicitud: 200901724
1. Documentos considerados.
A continuación se relacionan los documentos pertenecientes al estado de la técnica tomados en consideración para la realización de esta opinión.
Documento Número Publicación o Identificación Fecha Publicación D01 ES 2057456 T3 (HUTCHINSON) 16.10.1994 D02 WO 2005068152 A2 (JOHNSON CONTROLS TECH CO [US] et al.) 28.07.20052. Declaración motivada según los artículos 29.6 y 29.7 del Reglamento de ejecución de la Ley 11/1986, de 20 de marzo, de Patentes sobre la novedad y la actividad inventiva; citas y explicaciones en apoyo de esta declaración La reivindicación 1 presenta las siguientes características: Pieza guía con sistema de deslizamiento mejorado, particularmente una pieza guía (1) de material plástico, tal como por ejemplo el montante de un vehículo automóvil, del tipo con sistema de deslizamiento para otra pieza de plástico, tal como una corredera (5) , que evita la fricción de plástico contra plástico, tal que el hecho de estar constituida a partir de un cuerpo (2) de material plástico, obtenido por inyección en un molde (M) , estando cubierto exteriormente de un tejido (3) el cual ha sido incorporado al cuerpo (2) de material plástico durante dicho proceso de inyección, habiéndose previsto la existencia de sendos perfiles (4) , igualmente cubiertos de tejido (3) , dispuestos de forma que resultan aptos como guía para el deslizamiento de otra pieza de material plástico, tal como una corredera (5) . (Las referencias entre paréntesis corresponden a la solicitud) .
El documento D01 (ver columna 1, líne.
3. columna 2, línea 20; columna 2, líne.
44. columna 4, línea 24; figuras 1, 2, 6 8) divulga una pieza guía con sistema de deslizamiento mejorado, tal como el montante de un vehículo automóvil, particularmente una pieza guía de material plástico, con sistema de deslizamiento para otra pieza de plástico, tal como una corredera, en este caso la luna de la ventanilla de un vehículo, que evita la fricción de plástico contra plástico, de forma que está constituida a partir de un cuerpo de material plástico, obtenido por inyección en un molde, en el que se incorporan sendos labios del perfil (C) , cubiertos de tejido flocado (65, 66) , obtenidos previamente por extrusión, dispuestos de forma que resultan aptos como guía para el deslizamiento de otra pieza de material plástico, tal como una corredera, en este caso la luna de la ventanilla de un vehículo. (Las referencias entre paréntesis corresponden al documento D01) .
El documento D01 no divulga, a diferencia de la solicitud, una pieza guía, tal como un montante de automóvil, que se obtenga, incorporando los perfiles guía para el deslizamiento de la corredera, por inyección, en un molde, quedando cubierta exteriormente, por un tejido, al igual que el interior de los perfiles en U, siendo el tejido incorporado durante el proceso de inyección.
El efecto técnico a buscar es la obtención de una pieza guía con perfiles de deslizamiento, recubierta de tejido, obtenida por inyección.
El problema técnico consiste en encontrar una pieza guía obtenida por moldeo con recubrimiento de tejido, simultáneo, del montante y los perfiles de deslizamiento de la corredera.
El documento D02 (párrafos[0002, 0004, 0008, 0050-0052, 0068, 0071, 0081-0083, 0089, 0094] figuras 5, 15, 19, 20.
2. 31) divulga una pieza guía con sistema de deslizamiento mejorado, particularmente una pieza guía (Fig.5, 24; Fig.19 y 20, 524) de material plástico, tal como por ejemplo el montante de un vehículo automóvil, del tipo con sistema de deslizamiento para otra pieza de plástico (Fig. 5, 26; Fig. 19 y 20, 526) , que evita la fricción de plástico contra plástico, por el hecho de estar constituida a partir de un cuerpo de material plástico, obtenido por inyección en un molde, estando cubierto exteriormente de un tejido (122) el cual ha sido incorporado al cuerpo de material plástico durante dicho proceso de inyección. (Las referencias entre paréntesis corresponden al documento D02) .
Resultaría evidente para un experto en la materia, la combinación de las características divulgadas por del documento D02 con las anticipadas por el D01, para obtener la pieza guía objeto de la reivindicación 1. Por tanto, la reivindicación independiente 1 no tiene actividad inventiva (Art.8 L11/86) .
La reivindicación 2, dependiente de la R1, expone que la pieza guía es tal que los perfiles (4) , presentan una configuración en U.
El documento D01 anticipa estas características, al describir perfiles con configuración en U (428, 534) .
Por tanto, la reivindicación dependiente 2 no tiene actividad inventiva (Art.8 L11/86) .
Se considera que las reivindicaciones dependientes 3 a 7 tienen novedad (Art.6 L11/86) y actividad inventiva (Art.8 L11/86) .
Informe del Estado de la Técnica Página 4/4
Patentes similares o relacionadas:
Elemento de protección, elemento de hormigón y procedimiento para la fabricación de un elemento de hormigón, del 22 de Julio de 2020, de HERRENKNECHT AG: Elemento de protección para la conexión con un elemento de hormigón de una entibación de túnel, que presenta al menos una sección de protección , […]
Procedimiento de producción de una pieza, del 13 de Mayo de 2020, de Flex-N-Gate France: Procedimiento de producción de una pieza que incluye, al menos, un elemento de refuerzo fabricado a partir de un inserto fibroso de material […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Recipiente con bolsa moldeada en el conjunto de válvula y proceso de fabricación correspondiente, del 22 de Abril de 2020, de Dow Global Technologies LLC: Un proceso que comprende: colocar una bolsa de manga en el conjunto de válvula (SBoV) en un aparato de molde de soplado que tiene dos moldes opuestos y móviles , […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]
MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 30 de Marzo de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Máquina para la fabricación de artículos tridimensionales, que comprende un módulo de recepción configurado para recibir un molde (M1) formado por un cuerpo (M2) y […]