Procedimiento para producir una cápsula para preparar una bebida con un elemento de cierre hermético para la estanqueidad al agua unido a la misma.
Procedimiento para proporcionar un elemento de cierre hermético sobre el cuerpo (4) de una cápsula (1) quecontiene unos ingredientes de bebida diseñada para la introducción en un dispositivo de producción de bebidas,
enel cual un líquido bajo presión se introduce en la cápsula a fin de interactuar con los ingredientes en la cápsula ydrenar una bebida desde la cápsula, estando el elemento de cierre hermético dispuesto geométricamente para estaren un acoplamiento de cierre hermético con al menos una superficie coincidente del dispositivo de producción debebidas;
caracterizado por el hecho de que comprende proporcionar un cuerpo (4) e inyectar al menos un material de cierrehermético mediante moldeo por inyección sobre al menos una porción de la superficie externa del cuerpo (4) paramoldear un elemento de cierre hermético (8) unido de forma hermética al cuerpo y por el hecho de que el cuerpo (4)está conformado con un saliente a modo de reborde (6) y la etapa de inyección comprende inyectar el elemento decierre hermético (8) sobre el saliente a modo de reborde (6).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/053926.
Solicitante: NESTEC S.A..
Nacionalidad solicitante: Suiza.
Dirección: AVENUE NESTLE 55 1800 VEVEY SUIZA.
Inventor/es: KOLLEP, ALEXANDRE, KAESER, THOMAS, HUBER, ROLAND, ABEGGLEN,DANIEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › utilizando moldes móviles (B29C 45/08 tiene prioridad).
- B29C45/14 B29C 45/00 […] › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B29C45/16 B29C 45/00 […] › Fabricación de objetos multicapas o multicolores.
- B65D85/804 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 85/00 Recipientes, elementos de embalaje o paquetes especialmente adaptados a objetos o a materiales particulares (B65D 71/00, B65D 83/00 tienen prioridad; utensilios de mano o equipamiento para viajes A45C; artículos cosméticos o de baño A45D; embalajes para escalpelos quirúrgicos, bisturís o sus cuchillas A61B 17/3215; recipientes especialmente adaptados a fines médicos o farmacéuticos A61J 1/00; botes de pintura B44D 3/12; bidones o latas de aceite F16N 3/04; estuches para llevar armas de fuego individuales F41C 33/06; embalaje de municiones o cargas explosivas F42B 39/00; recipientes para soportes de registro especialmente adaptados para cooperar con el aparato de registro o de reproducción G11B 23/00). › Recipientes o embalajes desechables con contenido para la infusión o disolución in situ.
PDF original: ES-2390980_T3.pdf
Fragmento de la descripción:
Procedimiento para producir una cápsula para preparar una bebida con un elemento de cierre hermético para la estanqueidad al agua unido a la misma
La presente invención se refiere de forma general a cápsulas para contener ingredientes de bebidas para un sistema de producción de bebidas para utilizar en conexión con dichas cápsulas así como a un procedimiento para producir dichas cápsulas.
Los antecedentes de la presente invención son el campo de las cápsulas que contienen ingredientes de bebidas (por ejemplo, café molido, leche en polvo) u otros ingredientes comestibles (por ejemplo sopa deshidratada) . Por medio de una interacción de estos ingredientes con un líquido, se puede producir una bebida u otros comestibles. La interacción puede ser por ejemplo un proceso de extracción, infusión o disolución. Dicha cápsula está particularmente adaptada para contener café molido a fin de producir una bebida de café mediante la entrada de agua caliente bajo presión en la cápsula y el drenaje de una bebida de café a partir de la cápsula.
Unos sistemas y procedimientos para obtener comestibles fluidos a partir de cápsulas contenedoras de sustancias se conocen por ejemplo a partir del documento EP-A-512470.
El principio general de este proceso de extracción puede resumirse como sigue:
- una cápsula cerrada inicialmente se introduce entre los medios portadores de cápsulas que están cerrados de una manera estanca al agua alrededor de la cápsula;
- unos medios de inyección de agua de la máquina inyectan agua en la cápsula;
- el agua interactúa con los ingredientes contenidos en la cápsula mientras atraviesa el interior de la cápsula y a continuación se le hace abandonar la cápsula a través de al menos una abertura / perforación creada en la segunda pared.
Los ingredientes de la cápsula constituyen el “cuello de botella” de la trayectoria fluida del agua y por lo tanto provocarán una caída de presión entre el lado curso arriba y el lado de curso abajo del flujo líquido a través de la cápsula, dicha caída de presión se incrementará incluso durante la interacción entre el líquido y los ingredientes por ejemplo debido a un inflado de los ingredientes. Correspondientemente se tiene que asegurar que el único flujo de agua tiene realmente lugar a través del interior de la cápsula y que no puede fluir agua desde el inyector de agua a dentro del intersticio entre el elemento anular de encierre y el exterior de la cápsula y a continuación al orificio de drenaje del dispositivo. En otras palabras, cualquier flujo de agua exterior a la cápsula ha de detenerse mediante un acoplamiento de cierre hermético entre un elemento anular de encierre de los medios portadores y la cápsula y en la trayectoria fluida entre el inyector de agua y el orificio de drenaje de la bebida.
Dicho acoplamiento de cierre hermético puede lograrse al menos hasta un determinado grado mediante el acoplamiento de pinchado entre los medios portadores de cápsulas (es decir, el elemento anular de encierre y el porta cápsulas) y el saliente a modo de reborde del cuerpo de entremedio.
En el caso de que el acoplamiento de cierre hermético no funcione adecuadamente y el agua esté fluyendo fuera de la cápsula, no se acumulará suficiente presión para provocar el rasgado de la cara de rasgado en el interior de la cápsula o, alternativamente, la presión no provocará un completo rasgado de la cara de rasgado y por lo tanto una pobre extracción de la sustancia. En dicho escenario se drenará el agua del dispositivo de producción de bebidas sin haber interactuado o interactuado completamente bajo unas condiciones suficientes de presión, con los ingredientes contenidos en la cápsula.
Se puede pensar una mejora de acuerdo a la cual este acoplamiento de cierre hermético se mejora adicionalmente mediante el revestimiento de la pared interna del elemento anular con un material elástico de caucho. En otras palabras, de acuerdo con dicha aproximación se asegura el acoplamiento de cierre hermético mediante estructuras fijadas a o unidas con el dispositivo para producir bebidas. Esto tiene las desventajas que, después del uso de un número sustancial de cápsulas puede tener lugar un desgaste de los medios de cierre hermético fijados, de manera que la calidad de la bebida producida se deteriora cada vez más al pasar el agua por el cierre hermético que ya no es adecuadamente eficaz. Además, los medios de cierre hermético pueden ensuciarse con residuos orgánicos que se adhieren a ellos, lo cual no es muy higiénico y puede afectar a las condiciones de cierre hermético y presión igualmente durante la extracción.
Cualquier “fuga”al exterior de la cápsula reduce la acumulación de presión en el interior de la cápsula. Por otro lado, es bien conocido que una presión suficiente de extracción es un factor clave para la calidad de un café del estilo exprés. La solicitud de patente también pendiente No. 04025320.5 titulada “Cápsula con medios de cierre hermético” tiene como objetivo una mejora del acoplamiento de cierre hermético posicionado entre la entrada de líquido y el lado de drenaje de bebida de dicho sistema de producción de bebidas. La invención tiene como objetivo el transferir un parte elástica del acoplamiento de cierre hermético desde el dispositivo de producción de bebidas a la cápsula. La ventaja es que cualquier elemento de cierre hermético elástico se usa sólo una vez (es decir sólo con la cápsula vinculada) de manera que se puede asegurar un funcionamiento adecuado del cierre hermético y que no sucedan problemas higiénicos en el elemento de cierre hermético.
La presente invención tiene como objetivo otra mejora de la solicitud de patente europea también pendiente No. 04025320.5 o EP 1654966A1 a fin de mejorar las condiciones de cierre hermético entre la cápsula y el sello para asegurar así la estanqueidad al agua durante la infusión. De hecho, es importante evitar cualquier fuga potencial de líquido entre el elemento de cierre hermético y el resto de la cápsula en concreto gracias a una buena unión generada entre los dos.
Además, también es importante que el elemento de cierre hermético esté integrado en la cápsula utilizando un proceso que pueda ponerse en práctica a gran escala industrial, ser muy fiable con un mínimo de productos defectuosos y que además sea de coste competitivo. El documento EP 1247756 se refiere a una cápsula cerrada para la preparación de una bebida que comprende un cuerpo con una abertura y una membrana flexible rasgable que cierra dicha abertura; siendo posible que la membrana esté inyectada mediante una co-inyección sobre el cuerpo. Sin embargo, la membrana no es un elemento de cierre hermético de la cápsula. El documento FR 2617389 se refiere a un cartucho de filtrado para la preparación de un café de tipo exprés con un cuerpo que tiene una porción de saliente conformada de forma solidaria con el cuerpo y diseñada para proporcionar unos medios de cierre hermético para mejorar el acoplamiento estanco del cartucho con el elemento de alimentación de agua de la máquina de café.
El documento FR-A-32617389 divulga un procedimiento de acuerdo con el preámbulo de la reivindicación 1.
El objeto se logra por medio de las características de las reivindicaciones independientes. Las reivindicaciones dependientes desarrollan además la idea central de la presente invención. Por esto, el procedimiento de la invención es para proporcionar un elemento de cierre hermético sobre el cuerpo de una cápsula que contiene unos ingredientes de bebida diseñada para la introducción en un dispositivo de producción de bebidas en el cual un líquido bajo presión se introduce en la cápsula a fin de interactuar con los ingredientes en la cápsula y drenar una bebida desde la cápsula,
caracterizado por el hecho de que comprende proporcionar un cuerpo e inyectar al menos un material de cierre hermético mediante moldeo por inyección sobre al menos una porción de la superficie externa del cuerpo para moldear un elemento de cierre hermético unido al cuerpo.
Más concretamente, la inyección de un material de cierre hermético (o impermeabilizador) para formar el elemento de cierre hermético, ofrece muchas ventajas. Primero, la adhesión del elemento del cierre hermético puede mejorarse mucho comparada con unir un elemento de cierre hermético prefabricado. Como resultado, la fuga de... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para proporcionar un elemento de cierre hermético sobre el cuerpo (4) de una cápsula (1) que contiene unos ingredientes de bebida diseñada para la introducción en un dispositivo de producción de bebidas, en el cual un líquido bajo presión se introduce en la cápsula a fin de interactuar con los ingredientes en la cápsula y drenar una bebida desde la cápsula, estando el elemento de cierre hermético dispuesto geométricamente para estar en un acoplamiento de cierre hermético con al menos una superficie coincidente del dispositivo de producción de bebidas; caracterizado por el hecho de que comprende proporcionar un cuerpo (4) e inyectar al menos un material de cierre hermético mediante moldeo por inyección sobre al menos una porción de la superficie externa del cuerpo (4) para moldear un elemento de cierre hermético (8) unido de forma hermética al cuerpo y por el hecho de que el cuerpo (4) está conformado con un saliente a modo de reborde (6) y la etapa de inyección comprende inyectar el elemento de cierre hermético (8) sobre el saliente a modo de reborde (6) .
2. Procedimiento según la reivindicación 1, caracterizado por el hecho de que el material inyectado para el elemento de cierre hermético (8) es diferente del material que conforma el cuerpo.
3. Procedimiento según la reivindicación 2, caracterizado por el hecho de que el material inyectado para el elemento de cierre hermético (8) es más blando que el material que conforma el cuerpo.
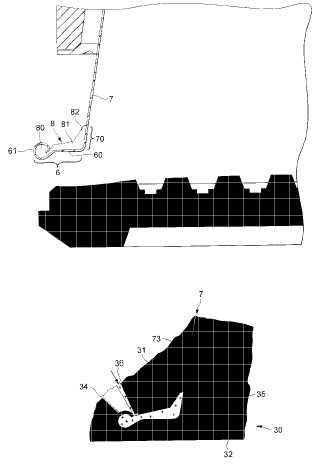
4. Procedimiento según la reivindicación 2, caracterizado por el hecho de que el saliente a modo de reborde (6) comprende una porción de anclaje (61) y una porción de soporte (60) ; en el que la etapa de inyección comprende inyectar el elemento de cierre hermético (8) tanto en la porción de anclaje (61) como en la porción de soporte (60) .
5. Procedimiento según la reivindicación 4, caracterizado por el hecho de que la porción de anclaje está conformada por una porción parcialmente enrollada que comprende una abertura, para que fluya el plástico dentro de la misma durante la inyección.
6. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que la inyección se realiza bajo una presión de aproximadamente entre 500 y 2000 bar y durante menos de o aproximadamente un segundo.
7. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que tras la inyección, se permite enfriar el cuerpo (4) con su elemento de cierre hermético inyectado (8) durante unos pocos segundos en los moldes de inyección (32, 32) .
8. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que el material inyectado es un elastómero termoplástico.
9. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que el cuerpo de cápsula (4) está preformado mediante la embutición profunda de una lámina metálica o de metal-plástico.
10. Procedimiento según la reivindicación 9, caracterizado por el hecho de que el cuerpo de cápsula (4) comprende aluminio.
11. Procedimiento según las reivindicaciones 9 o 10, caracterizado por el hecho de que al menos una deformación localizada (71, 72) de la pared lateral del cuerpo (7) se lleva a cabo para generar medios de anclaje para el elemento de cierre hermético (8) .
12. Procedimiento según la reivindicación 11, caracterizado por el hecho de que al menos una deformación localizada (71, 72) se lleva a cabo durante la inyección o el enfriamiento del elemento de cierre hermético moldeado por inyección.
13. Procedimiento según la reivindicación 11, caracterizado por el hecho de que al menos una deformación localizada se lleva a cabo mediante la operación de embutición profunda.
14. Procedimiento según una cualquiera de las reivindicaciones 1 a 8, caracterizado por el hecho de que el cuerpo
(4) está moldeado por inyección.
15. Procedimiento según una cualquiera de la reivindicación 14, caracterizado por el hecho de que el cuerpo (4) está co-inyectado con el elemento de cierre hermético (8) .
16. Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que comprende soldar una membrana (5) para cerrar herméticamente el cuerpo (4) .
Patentes similares o relacionadas:
Elemento de protección, elemento de hormigón y procedimiento para la fabricación de un elemento de hormigón, del 22 de Julio de 2020, de HERRENKNECHT AG: Elemento de protección para la conexión con un elemento de hormigón de una entibación de túnel, que presenta al menos una sección de protección , […]
Procedimiento de producción de una pieza, del 13 de Mayo de 2020, de Flex-N-Gate France: Procedimiento de producción de una pieza que incluye, al menos, un elemento de refuerzo fabricado a partir de un inserto fibroso de material […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Recipiente con bolsa moldeada en el conjunto de válvula y proceso de fabricación correspondiente, del 22 de Abril de 2020, de Dow Global Technologies LLC: Un proceso que comprende: colocar una bolsa de manga en el conjunto de válvula (SBoV) en un aparato de molde de soplado que tiene dos moldes opuestos y móviles , […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]
MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 30 de Marzo de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Máquina para la fabricación de artículos tridimensionales, que comprende un módulo de recepción configurado para recibir un molde (M1) formado por un cuerpo (M2) y […]