COJINETE DE GOMA, PROCESO DE FABRICACIÓN Y APARATO.
Un dispositivo de silentblock que comprende: un silentblock (4) sustancialmente cilíndrico;
un asiento (2) de silentblock que comprende: un alojamiento de asiento (20) para alojar el silentblock (4), estando configurado dicho alojamiento de asiento (20) para permitir un movimiento pivotante del silentblock (4) en dicho alojamiento d5 e asiento (20); una abertura de asiento (211) en cada extremo de asiento configurada para permitir que el silentblock (4) sea introducido en dicho alojamiento de asiento (20); un amortiguador (3) entre el silentblock (4) y el asiento (2) para limitar el movimiento pivotante entre el silentblock (4) y el asiento (2); una carcasa (1) sustancialmente cilíndrica que comprende: un alojamiento de carcasa (10) para alojar el asiento (2), estando configurado dicho alojamiento de carcasa (10) para evitar movimiento relativo entre la carcasa (1) y el asiento (2); una abertura de carcasa (111) en cada extremo de carcasa configurada para permitir que el asiento (2) sea introducido en el alojamiento de carcasa (10); la carcasa (1) y el asiento (2) comprenden: primeros medios de unión entre la carcasa (1) y el asiento (2) para sujetar el asiento (2) a la carcasa (1), comprendiendo dichos primeros medios de unión: una primera porción tronco-cónica (121) que tiene un primer contorno interno en cada extremo de la carcasa (1), convergiendo dicha primera porción tronco-cónica (121) desde cada extremo de la carcasa (1) hacia el alojamiento de carcasa (10) para conformar una primera porción troncocónica (121) cóncava; una primera porción tronco-cónica conjugada (122) que tiene un primer contorno externo en cada extremo del asiento (2), convergiendo dicha primera porción tronco-cónica conjugada (122) desde cada extremo del asiento (2) para conformar una primera porción tronco-cónica conjugada (122) convexa, estando dicha primera porción tronco-cónica conjugada (122) convexa configurada para acoplarse a la primera porción tronco-cónica (121) cóncava al encajar el primer contorno externo en el primer contorno interno; caracterizado porque la carcasa (1) sustancialmente cilíndrica se obtiene por sobreinyección de material plástico sobre una superficie exterior a ser sobreinyectada del asiento (2) que contiene un amortiguador (3) y un silentblock (4)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06380155.
Solicitante: INDUSTRIA AUXILIAR ALAVESA, S.A. (INAUXA).
Nacionalidad solicitante: España.
Inventor/es: MORALES ARNAEZ, AGUSTIN.
Fecha de Publicación: .
Fecha Solicitud PCT: 8 de Junio de 2006.
Clasificación Internacional de Patentes:
- B29C45/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B29C45/14F7
- B29C45/26N
- B60G11/12 B […] › B60 VEHICULOS EN GENERAL. › B60G SUSPENSION DE VEHICULOS (vehículos de colchón de aire B60V; montajes entre el chasis y el cuerpo del vehículo B62D 24/00). › B60G 11/00 Suspensiones elásticas caracterizadas por la disposición, el emplazamiento o el tipo de resorte (suspensión de una sola rueda por brazo giratorio elástico por sí mismo B60G 3/00; regulación de las características del resorte B60G 17/00; resortes en sí F16F). › Bielas, espigas o collares.
- B60G7/00A
- B60G7/00B
- F16F1/38M2
- F16F1/38N
Clasificación PCT:
- B29C45/14 B29C 45/00 […] › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B60G7/00 B60G […] › Brazos de suspensión articulados; Sus accesorios (dispositivos para mantener prácticamente constante la inclinación de la rueda durante el movimiento de la suspensión B60G 3/26).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Campo de la invención
La invención se refiere a un dispositivo de silentblock del tipo de los empleados en automoción, al procedimiento de fabricación de dicho silentblock, así como al aparato donde se fabrica el dispositivo 5 conforme al procedimiento.
Antecedentes de la invención
Son conocidas en el estado de la técnica diversas realizaciones que describen dispositivos de silentblock.
La invención divulgada en la patente EP 0 496 044 hace referencia a un soporte elástico, en 10 particular para el soporte de un ojo de ballesta en la carrocería de un vehículo, dicho soporte que comprende una parte de metal-goma que tiene una parte interior cilíndrica de metal, un tubo externo de metal y un cuerpo de goma vulcanizada en el medio adherido de manera segura. El tubo externo de metal tiene una ranura axial, que está cerrada cuando la parte de metal-goma está prensada en el ojo de recepción. El diámetro en la cara extrema respectiva de la parte de metal-goma y del tubo externo de metal disminuye 15 continuamente hasta un diámetro más pequeño en el centro axial. Como resultado, es posible la inserción en ojos de recepción no mecanizados, en particular en ojos de ballesta no mecanizados, sin que se produzcan grandes tensiones de manera inadmisible.
La patente japonesa JP 11 108 093 hace referencia a una invención para garantizar la propiedad adhesiva entre un cuerpo elástico de goma y un tubo externo de resina, y también para asegurar una alta 20 durabilidad a la fatiga del cuerpo elástico de goma de manera segura mediante la aplicación de una pre-compresión al cuerpo elástico de goma. De esta manera, la patente japonesa JP 11 108 093 divulga un artículo integral realizado mediante la fijación de un cuerpo tubular elástico de goma en la periferia externa de un tubo interno. Después de la aplicación de un adhesivo de tipo termoestable a, al menos, un lado de la superficie interna de un tubo externo de resina y la superficie externa del cuerpo elástico de goma, el artículo 25 integral se presiona en el tubo externo para fabricar un artículo ensamblado. Al inyectar la resina fundida de un cuerpo de aplicación de resina en una cavidad en condición de proporcionar el artículo ensamblado en la cavidad de un molde de moldeado por inyección, el adhesivo de tipo termoestable se endurece por el calor de fusión de la resina fundida, para así adherir el cuerpo elástico de goma y el tubo externo.
No obstante, las realizaciones propuestas en el estado de la técnica requieren un ajuste preciso 30 tanto en la fabricación como en el posterior montaje de los componentes del dispositivo. Este elevado grado de precisión en la fabricación es necesario, porque podría ocurrir incluso que el montaje no fuera posible si las tolerancias de los componentes son demasiado amplias o si, aun en el caso de ser más restrictivas, las piezas fabricadas no cumplen con dichas tolerancias de diseño; estas tolerancias también van a tener repercusión en el funcionamiento del dispositivo. 35
Los dispositivos de silentblock con unas tolerancias inadecuadas, provocan una serie de imperfecciones inadmisibles. Estas imperfecciones, además de ser apreciables en un dispositivo recién fabricado, conllevan un deterioro prematuro de la dispositivo, acortan su vida útil y afectan al uso del dispositivo.
Otro característica que han de presentar los dispositivos de silentblock es la estanqueidad. La 40 estanqueidad ha de estar asegurada a través del ajuste de los propios componentes del silentblock, volviendo a cobrar importancia las tolerancias de diseño y fabricación de dichos componentes.
Otro característica adicional que han de presentar los dispositivos de silentblock es la modularidad, entendiéndose como la capacidad de constituir un módulo que se integra en un sistema del que dicho dispositivo de silentblock forma parte. Los dispositivos conocidos en el estado de la técnica, presentan un 45 diseño y construcción que no facilita esta capacidad de ser integrados en un sistema de forma fácilmente adaptable a distintos sistemas, puesto que requieren para ello que el propio sistema sea modificado.
Descripción de la invención
La presente invención propone un dispositivo de silentblock, un procedimiento de fabricación de dicho silentblock y un aparato donde se fabrica el silentblock mediante dicho procedimiento que soluciona los 50 problemas presentes en el estado de la técnica señalados anteriormente.
El diseño de los medios de unión y las zonas en contacto de los componentes del dispositivo de silentblock en las superficies de unión asegura la estanqueidad requerida en este tipo de dispositivos. Dichos medios de unión también permiten simplificar el procedimiento de fabricación del dispositivo, puesto que las
dispersiones en las zonas de contacto son absorbidas por la propia configuración de dichos medios; el abocardado o conicidad en las zonas de contacto entre los extremos de la carcasa y el asiento de silentblock o casquillo externo.
La relación entre la carcasa y el asiento también permite que la carcasa sea diseñada de forma que pueda ser adaptada a distintas aplicaciones según el sistema donde el dispositivo de silentblock vaya a 5 ser incorporado.
La presente invención también se refiere al procedimiento de fabricación de un elemento de unión y transmisión de esfuerzos o link o compás que incluye el presente dispositivo de silentblock. Los elementos de unión fabricados conforme a la presente invención, el material que conforma el brazo o link es sobreinyectado sobre el dispositivo de silentblock previamente fabricado, al contrario de la práctica habitual 10 de fabricación, donde primero se conforma el brazo o link, para después acoplar en los extremos del brazo un dispositivo de silentblock u otro componente.
La forma de los extremos del asiento, o casquillo externo del dispositivo, que van provistos de unos abocardados o conicidades permite una serie de ventajas sobre los dispositivos de silentblock convencionales: una vez que el dispositivo de silentblock ha sido sobreinyectado para formar parte de un 15 elemento de unión y transmisión de esfuerzos o link o compás, dicho dispositivo de silentblock queda perfectamente sujeto dentro del conjunto del link o compás, puesto que los extremos abocardados hacen un efecto brida, permitiendo que el dispositivo de silentblock trabaje a todo tipo de esfuerzos: axiales, cardánicos, cónicos, mientras que los silentblock convencionales presentan limitaciones para soportar este tipo de esfuerzos, especialmente los esfuerzos axiales. 20
El dispositivo de la invención también permite cualquier tipo de material para la sobreinyección, siempre que dicho material sea compatible, o que no dañe el amortiguador o elemento elástico dispuesto entre el silentblock o casquillo interno y el asiento o casquillo externo por las características de dicho elemento elástico de resistencia al calor, adhesivos, pegamentos, punto de fusión, corrosión.
De acuerdo con un primer aspecto, la invención describe un dispositivo de silentblock que 25 comprende:
un silentblock o casquillo interno sustancialmente cilíndrico;
un asiento de silentblock o casquillo externo que comprende:
un alojamiento de asiento para alojar el silentblock o casquillo interno, estando configurado dicho alojamiento de asiento para permitir un movimiento pivotante del silentblock en dicho alojamiento 30 de asiento, estando limitado dicho movimiento pivotante por la elasticidad que permite la junta de goma que hay entre el silentblock o casquillo interno y el asiento de silentblock o casquillo externo;
una abertura de asiento en cada extremo de asiento o casquillo externo configurada para permitir que el silentblock o casquillo interno sea introducido en dicho alojamiento de asiento; 35
un amortiguador entre el silentblock o casquillo interno y el asiento o casquillo externo para limitar el movimiento pivotante entre el silentblock o casquillo interno y el asiento o casquillo externo;
una carcasa sustancialmente cilíndrica que comprende:
un alojamiento de carcasa para alojar el asiento o casquillo externo, estando configurado dicho alojamiento de carcasa para evitar movimiento relativo entre la carcasa y el asiento o casquillo 40 externo;
una abertura de carcasa en cada extremo de carcasa configurada para permitir que el asiento o casquillo externo...
Reivindicaciones:
1. Un dispositivo de silentblock que comprende:
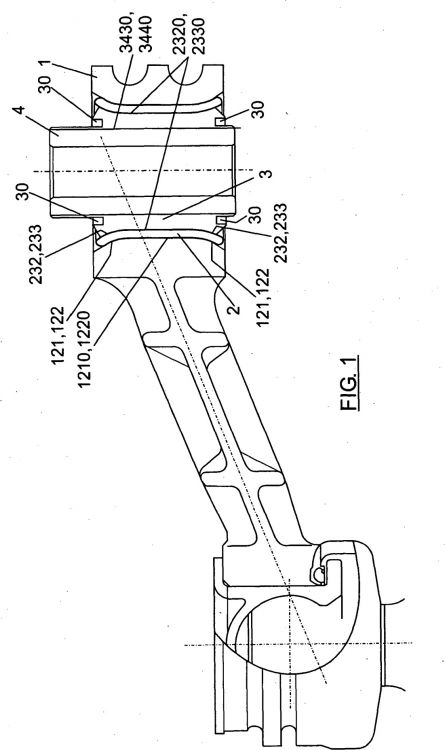
un silentblock (4) sustancialmente cilíndrico;
un asiento (2) de silentblock que comprende:
un alojamiento de asiento (20) para alojar el silentblock (4), estando configurado dicho alojamiento de asiento (20) para permitir un movimiento pivotante del silentblock (4) en dicho alojamiento de 5 asiento (20);
una abertura de asiento (211) en cada extremo de asiento configurada para permitir que el silentblock (4) sea introducido en dicho alojamiento de asiento (20);
un amortiguador (3) entre el silentblock (4) y el asiento (2) para limitar el movimiento pivotante entre el silentblock (4) y el asiento (2); 10
una carcasa (1) sustancialmente cilíndrica que comprende:
un alojamiento de carcasa (10) para alojar el asiento (2), estando configurado dicho alojamiento de carcasa (10) para evitar movimiento relativo entre la carcasa (1) y el asiento (2);
una abertura de carcasa (111) en cada extremo de carcasa configurada para permitir que el asiento (2) sea introducido en el alojamiento de carcasa (10); 15
la carcasa (1) y el asiento (2) comprenden:
primeros medios de unión entre la carcasa (1) y el asiento (2) para sujetar el asiento (2) a la carcasa (1), comprendiendo dichos primeros medios de unión:
una primera porción tronco-cónica (121) que tiene un primer contorno interno en cada extremo de la carcasa (1), convergiendo dicha primera porción tronco-cónica (121) desde cada extremo de la 20 carcasa (1) hacia el alojamiento de carcasa (10) para conformar una primera porción tronco-cónica (121) cóncava;
una primera porción tronco-cónica conjugada (122) que tiene un primer contorno externo en cada extremo del asiento (2), convergiendo dicha primera porción tronco-cónica conjugada (122) desde cada extremo del asiento (2) para conformar una primera porción tronco-cónica conjugada 25 (122) convexa, estando dicha primera porción tronco-cónica conjugada (122) convexa configurada para acoplarse a la primera porción tronco-cónica (121) cóncava al encajar el primer contorno externo en el primer contorno interno;
caracterizado porque la carcasa (1) sustancialmente cilíndrica se obtiene por sobreinyección de material plástico sobre una superficie exterior a ser sobreinyectada del asiento (2) que contiene 30 un amortiguador (3) y un silentblock (4).
2. El dispositivo de la reivindicación 1 donde el asiento (2) y el amortiguador (3) comprenden:
segundos medios de unión entre el asiento (2) y el amortiguador (3) para sujetar el amortiguador (3) al asiento (2), comprendiendo dichos segundos medios de unión:
una segunda porción tronco-cónica (232) que tiene un segundo contorno interno en cada extremo 35 del asiento (2), convergiendo dicha segunda porción tronco-cónica (232) desde cada extremo del asiento (2) hacia el alojamiento de asiento (20) para conformar una segunda porción tronco-cónica (232) cóncava;
una segunda porción tronco-cónica conjugada (233) que tiene un segundo contorno externo en cada extremo del amortiguador (3), convergiendo dicha segunda porción tronco-cónica conjugada 40 (233) desde cada extremo del amortiguador (3) para conformar una segunda porción tronco-cónica conjugada (233) convexa, estando dicha segunda porción tronco-cónica conjugada (233) convexa configurada para acoplarse a la segunda porción tronco-cónica (232) cóncava al encajar el segundo contorno externo en el segundo contorno interno.
3. El dispositivo de cualquiera de las reivindicaciones 1-2 donde la carcasa (1) y el asiento (2) comprenden: 45
primeros medios de ajuste entre la carcasa (1) y el asiento (2) que comprenden:
una porción de carcasa (1210) entre los extremos de la carcasa (1) que tiene un tercer contorno interno;
una primera porción de asiento (1220) entre los extremos del asiento (2) que tiene un tercer contorno externo conjugado;
configuradas para que el asiento (2) esté acoplado con apriete a la carcasa (1) al encajar el tercer contorno externo conjugado en el tercer contorno interno.
4. El dispositivo de cualquiera de las reivindicaciones 1-3 donde el asiento (2) y el amortiguador (3) 5 comprenden:
segundos medios de ajuste entre el asiento (2) y el amortiguador (3) que comprenden:
una segunda porción de asiento (2320) entre los extremos del asiento (2) que tiene un cuarto contorno interno;
una primera porción de amortiguador (2330) entre los extremos del amortiguador (3) que tiene un 10 cuarto contorno externo conjugado;
configuradas para que el amortiguador (3) esté acoplado con apriete al asiento (2) al encajar el cuarto contorno externo conjugado en el cuarto contorno interno.
5. El dispositivo de cualquiera de las reivindicaciones 1-4 donde el amortiguador (3) y el silentblock o casquillo interno (4) comprenden: 15
terceros medios de ajuste entre el amortiguador (3) y el silentblock o casquillo interno (4) que comprenden:
una segunda porción de amortiguador (3430) entre los extremos del amortiguador (3) que tiene un quinto contorno interno;
una porción de silentblock (3440) entre los extremos del silentblock (4) que tiene un quinto contorno 20 externo conjugado;
configuradas para que el silentblock (4) esté acoplado con apriete al amortiguador (3) al encajar el quinto contorno externo conjugado en el quinto contorno interno.
6. El dispositivo de cualquiera de las reivindicaciones 1-5 donde el amortiguador (3) comprende una ranura anular (30) en cada extremo del amortiguador (3) para que el amortiguador (3) presente una menor 25 resistencia al movimiento pivotante para ángulos de pivote bajos.
7. El dispositivo de cualquiera de las reivindicaciones 3-6 donde:
la carcasa (1) tiene una superficie interior que comprende la porción de carcasa (1210) y la primera porción tronco-cónica (121);
el asiento (2) tiene una superficie exterior conjugada que comprende la primera porción de asiento (1220) 30 y la primera porción tronco-cónica conjugada (122);
la superficie interior y la superficie exterior conjugada tienen una directriz en cada extremo de la carcasa (1) y del asiento (2) para generar una superficie periférica interior y una superficie periférica exterior conjugada seleccionadas entre circular, poligonal y curva.
8. El dispositivo de cualquiera de las reivindicaciones 1-7 que tiene un espesor H donde las porciones tronco-35 cónicas (121, 122, 232, 233) tienen una altura d, siendo d0,3H.
9. El dispositivo de cualquiera de las reivindicaciones 1-8 donde la carcasa (1) es de un material seleccionado entre:
plástico termoplástico;
plástico termoestable; 40
material compuesto de matriz plástica;
material férrico fundido;
material férrico forjado;
material férrico soldado;
aluminio; 45
magnesio;
y combinaciones de los mismos.
10. El dispositivo de cualquiera de las reivindicaciones 1-9 donde la carcasa (1) comprende un cuerpo formado por una pluralidad de piezas.
11. El dispositivo de cualquiera de las reivindicaciones 1-10 donde el asiento (2) de silentblock es de un 5 material seleccionado entre:
plástico termoplástico;
plástico termoestable;
fundición aleada;
bronce; 10
material sinterizado;
aluminio;
magnesio;
y combinaciones de los mismos.
12. El dispositivo de cualquiera de las reivindicaciones 1-11 donde la carcasa (1) y el asiento (2) de 15 silentblock están unidos mediante un procedimiento seleccionado entre soldadura, remachado, sobreinyección y combinaciones de los mismos.
13. El dispositivo de cualquiera de las reivindicaciones 1-12 donde el amortiguador (3) puede ser de un material elastómero seleccionado entre:
caucho natural; 20
caucho sintético;
plástico;
poliuretano inyectable;
y combinaciones de los mismos.
14. Un procedimiento para fabricar por sobreinyección el dispositivo de cualquiera de las reivindicaciones 1-25 13
mediante un aparato para sobreinyectar sobre una superficie exterior a ser sobreinyectada de un asiento (2) que contiene un amortiguador (3) y un silentblock (4), un producto de sobreinyección para obtener un dispositivo de silentblock, comprendiendo dicho aparato:
medios de contención (100) configurados para definir una cavidad (110) entre la superficie a ser 30 sobreinyectada y dichos medios de contención (100);
medios de entrada (200) situados en los medios de contención (100), para que el producto de sobreinyección sea introducido en la cavidad (110);
caracterizado porque dicho procedimiento comprende las etapas:
i) conformar una primera porción tronco-cónica conjugada (122) en cada extremo del asiento (2); 35
ii) colocar el asiento (2) que contiene el amortiguador (3) y el silentblock (4) en un primer molde (10M);
iii) desplazar el primer molde (10M) y un segundo molde (20M) hasta una posición de sobreinyección en la que los dos moldes (10M, 20M) constituyen los medios de contención (100) y definen una cavidad (110) donde un producto de sobreinyección es sobreinyectado para constituir el dispositivo de silentblock de material plástico sobre el asiento (2) que contiene el amortiguador (3) y el silentblock 40 (4);
iv) desplazar el primer molde (10M) y el segundo molde (20M) hasta una posición de desmoldeo en la que el dispositivo de silentblock es extraído.
15. El procedimiento de la reivindicación 14 que además comprende una etapa previa i0) para conformar una superficie exterior conjugada del asiento (2) definida por una directriz en cada extremo del asiento (2), para aumentar un par de giro entre el asiento (2) y la carcasa (1) sobreinyectada.
16. El procedimiento de cualquiera de las reivindicaciones 14-15 caracterizado porque en la posición de sobreinyección además comprende las etapas: 5
a) generar vacío en la cavidad (110) a través de medios de conexión (130) mediante medios de generación de vacío (131);
b) introducir el producto de sobreinyección en la cavidad (110) a través de medios de entrada (200) mediante medios de introducción (210);
c) generar sobrepresión en la cavidad (110) a través de medios de conexión (130) mediante medios de 10 generación de sobrepresión (132) para obtener un dispositivo de silentblock.
17. El procedimiento de la reivindicación 16 caracterizado porque la etapa a) de generación de vacío comprende:
a1) alcanzar una primera presión P1 comprendida entre 2500Pa y 25kPa en la cavidad (110) durante un primer tiempo t1 comprendido entre 1s y 120s; 15
a2) finalizar la etapa a) con una segunda presión P2 comprendida entre 2500Pa y 25kPa en la cavidad (110) durante un segundo tiempo t2 comprendido entre 1s y 120s.
18. El procedimiento de cualquiera de las reivindicaciones 16-17 caracterizado porque además comprende una subetapa previa a0) para alcanzar una temperatura previa T0 comprendida entre 20ºC y 120ºC en la superficie exterior a ser sobreinyectada. 20
19. El procedimiento de cualquiera de las reivindicaciones 16-18 caracterizado porque la etapa b) de introducción del material de sobreinyección comprende:
b1) introducir dicho material en la cavidad que está a una primera temperatura T1 comprendida entre 100 ºC y 400 ºC durante un tercer tiempo t3 comprendido entre 1s y 120s;
b2) finalizar la etapa b) con una tercera presión P3 comprendida entre 2 MPa y 100 MPa en la cavidad 25 (110) durante un cuarto tiempo t4 comprendido entre 1s y 120s.
20. El procedimiento de cualquiera de las reivindicaciones 16-19 caracterizado porque la etapa c) de generación de sobrepresión comprende:
c1) comenzar con una cuarta presión P4 comprendida entre 2 MPa y 100 MPa en la cavidad (110) durante un quinto tiempo t5 comprendido entre 1s y 120s; 30
c2) finalizar la etapa c) con una quinta presión P5 comprendida entre 2 MPa y 100 MPa en la cavidad (110).
21. El procedimiento de cualquiera de las reivindicaciones 16-20 caracterizado porque además comprende secar previamente la superficie a ser sobreinyectada.
35
22. El procedimiento de la reivindicación 21 caracterizado porque la etapa de secado previo comprende alcanzar una temperatura de secado T'0 comprendida entre 20 ºC y 150 ºC en la superficie a ser sobreinyectada durante un tiempo de secado t'0 comprendido entre 1s y 120s.
23. El procedimiento de cualquiera de las reivindicaciones 16-22 caracterizado porque además comprende curar ulteriormente la superficie sobreinyectada. 40
24. El procedimiento de la reivindicación 23 caracterizado porque la etapa de curado comprende alcanzar una temperatura ulterior Tn comprendida entre 20ºC y 150 ºC en la superficie sobreinyectada durante un tiempo ulterior comprendido entre 1s y 120s.
25. Un aparato para fabricar el dispositivo de cualquiera de las reivindicaciones 1-13 mediante el procedimiento de cualquiera de las reivindicaciones 14-24, donde dicho aparato además comprende medios 45 de acoplamiento (120) para:
acoplar los medios de contención (100) a la superficie a ser sobreinyectada;
asegurar estanqueidad entre los medios de contención (100) y la superficie a ser sobreinyectada,
adaptando la forma de los medios de contención (100) a la superficie a ser sobreinyectada.
26. El aparato de la reivindicación 25 que además comprende medios de conexión (130) situados en los medios de contención (100), para permitir que en la cavidad (110) sea generada una presión seleccionada entre presión de vacío y sobrepresión.
27. El aparato de cualquiera de las reivindicaciones 25-26 que además comprende: 5
medios de medida de presión (140) situados en los medios de contención (100), para medir una presión en la cavidad (110);
medios de medida de temperatura (150) situados en los medios de contención (100), para medir una temperatura en la cavidad (110).
28. El aparato de cualquiera de las reivindicaciones 25-27 que además comprende: 10
medios de introducción (210) para introducir el producto de sobreinyección en la cavidad (110) a través de los medios de entrada (200).
29. El aparato de cualquiera de las reivindicaciones 25-28 que además comprende:
medios de generación de vacío (131) para generar una presión de vacío en la cavidad (110) a través de los medios de conexión (130); 15
medios de generación de sobrepresión (132) para generar una sobrepresión en la cavidad (110) a través de los medios de conexión (130).
Patentes similares o relacionadas:
Elemento de protección, elemento de hormigón y procedimiento para la fabricación de un elemento de hormigón, del 22 de Julio de 2020, de HERRENKNECHT AG: Elemento de protección para la conexión con un elemento de hormigón de una entibación de túnel, que presenta al menos una sección de protección , […]
Procedimiento de producción de una pieza, del 13 de Mayo de 2020, de Flex-N-Gate France: Procedimiento de producción de una pieza que incluye, al menos, un elemento de refuerzo fabricado a partir de un inserto fibroso de material […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Recipiente con bolsa moldeada en el conjunto de válvula y proceso de fabricación correspondiente, del 22 de Abril de 2020, de Dow Global Technologies LLC: Un proceso que comprende: colocar una bolsa de manga en el conjunto de válvula (SBoV) en un aparato de molde de soplado que tiene dos moldes opuestos y móviles , […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]
MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 30 de Marzo de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Máquina para la fabricación de artículos tridimensionales, que comprende un módulo de recepción configurado para recibir un molde (M1) formado por un cuerpo (M2) y […]