CIP-2021 : B29D 23/00 : Fabricación de objetos tubulares (B29D 24/00 tiene prioridad).
CIP-2021 › B › B29 › B29D › B29D 23/00[m] › Fabricación de objetos tubulares (B29D 24/00 tiene prioridad).
Notas[t] desde B21 hasta B32: CONFORMACION
B29D 23/14 · Pipas para puros o cigarros.
B29D 23/18 · Mangueras plisadas.
B29D 23/20 · Tubos flexibles deformables provisionalmente por presión, p. ej. para cosméticos.
B29D 23/24 · Tubos sin fin, p. ej. cámaras de aire para neumáticos.
CIP2021: Invenciones publicadas en esta sección.
(10/12/2014) Dispositivo de ordeño que comprende al menos una funda flexible para alojar el pezón, adaptada para colocarse en/sobre un pezón, caracterizado porque al menos una primera parte del mismo comprende un material, seleccionado del grupo que consiste en elastómeros termoplásticos (TPE), según se define en la norma ISO 18064, y porque al menos una segunda parte del mismo comprende un material seleccionado del grupo que consiste en materiales termoplásticos.
Procedimiento para la fabricación de tubos de riego por goteo.
(18/06/2014) Procedimiento para la fabricación de tubos de riego por goteo, en el que se extruye un cuerpo , a partir del que se forma el tubo , y en el cuerpo extruido se colocan elementos de dosificación que se unen al cuerpo mediante soldadura ultrasónica, y en estos tubos de riego por goteo, el agua pasa de su lado interior a los elementos de dosificación a través de orificios de entrada , circula a través de estos elementos de dosificación y sale de manera dosificada de los tubos de riego por goteo a través de orificios de salida , caracterizado porque el cuerpo se forma como un cuerpo tubular que se aplana y los elementos de dosificación se sitúan en una zona central en el interior de este…
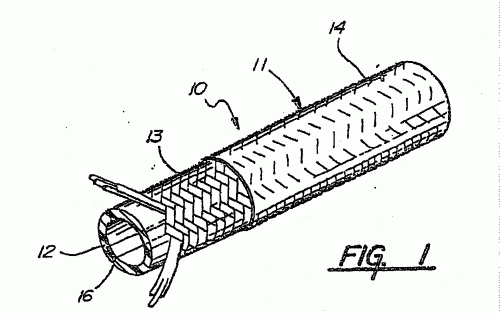
Método y sistema para producir de forma continua tubos con un refuerzo textil interno y una espiral externa en plástico y tubo obtenido.
(08/05/2014) Método para producir de forma continua tubos con un refuerzo textil interno y una espiral externa en plástico rígido: comprendiendo dicho tubo una configuración tubular con varias capas de material; que comprende: - la fabricación en continuo, mediante extrusión de un material plástico, de un cuerpo tubular conformante de una superficie interior del tubo ; - el trenzado en continuo sobre dicho cuerpo tubular de una capa de refuerzo textil ; - la aplicación en continuo sobre dicha capa de refuerzo textil de un recubrimiento tubular de material plástico conformante de una superficie exterior del tubo ; y - la aplicación sobre el recubrimiento tubular de material plástico, de una espiral rígida de refuerzo. La invención también…
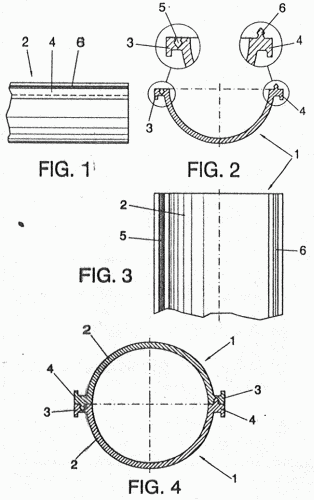
Procedimiento de formación de un anillo de sujeción.
(04/09/2013) Procedimiento de formación de un anillo de sujeción, comprendiendo el procedimiento:
la extrusión de un tubo a partir de un material plástico que presenta propiedades de memoria,y
el corte del tubo extruido para formar una pieza tubular,
el calentamiento de la pieza tubular y
el plegado del extremo (6b) de la pieza tubular, de tal manera que el extremo (6b) plegado de la pieza tubular forma un borde de tope mediante el ensanchamiento del cuerpo principal (6a) de la pieza tubular e impidiendo que el extremo (6b) de la pieza tubular se ensanche.
Sistema de producción de una unión para tubos corrugados de material de plástico con junta elástica de sellado añadida.
(30/07/2013) Método de producción de una unión de campana para tubos corrugados de material de plástico, quetiene una pared interior y una pared exterior, que comprende las siguientes operaciones, en orden cronológico:
conformar el extremo de un tubo previsto para el acoplamiento con un manguito externo,inyectar dicho manguito , principalmente cilíndrico y posicionado en una dirección coaxial con respectoal propio tubo, soldándose el manguito durante la operación con el extremo conformado del tubo ;comprendiendo dicho manguito , además, en una zona apropiada de su superficie interior, un asiento anular adecuado para contener una junta elástica de sellado, obteniéndose…
Procedimiento para la fabricación de un cuerpo hueco con forma tubular, así como cuerpo hueco con forma tubular.
(01/04/2013) Procedimiento para la fabricación de un cuerpo hueco con forma tubular con al menos tres aberturas de tuboparcialmente o completamente compuestas de plástico, donde se fabrica un tubo sacatestigo perdido , quepresenta respectivamente en ambos extremos una abertura de conexión y a lo largo de su longitud almenos una abertura de acoplamiento , que el tubo sacatestigo se introduce en un espacio hueco demolde de un molde, donde se disponen respectivamente dos piezas de núcleo no perdidas con uno desus extremos de forma impermeabilizante en las aberturas de conexión , así como una parte denúcleo no perdida con un extremo de forma impermeabilizante en la abertura de acoplamiento , que seintroduce entonces en el espacio hueco del molde para el recubrimiento por extrusión del tubo…
Método y montaje para la producción de un tubo compuesto homogéneo de longitud no especificada.
(26/09/2012) Un método para formar un tubo compuesto homogéneo de longitud no especificada a partir de tiras dematerial termoplástico reforzado con fibra, comprendiendo los pasos de:
- disponer un mandril estacionario en un sentido del proceso (P), que se extiende libremente desde unprimer extremo soportado hasta un segundo extremo ;
- aplicar un revestimiento deslizante alrededor del mandril;
- arrollar las tiras de material termoplástico alrededor del revestimiento deslizante ;
- consolidación de una sección del arrollamiento de tiras de material termoplástico,
que se caracteriza por los pasos de:
- formar el revestimiento deslizante a partir de material de cinta que es aplicado longitudinalmente sobrela superficie del mandril;
- conectar el revestimiento deslizante a unos medios de tracción dispuestos aguas abajo del…
Pieza de material plástico y procedimiento de obtención de dicha pieza.
(03/05/2012) Pieza de material plástico, la cual está constituida por una parte conformada interiormente hueca y al menos una segunda parte a modo de protuberancia o similar que sobresale de la pared exterior de dicha primera parte, en el que la primera parte es obtenida por un proceso de soplado y la segunda parte es obtenida por un proceso de inyección donde ambos procesos son realizados en un mismo molde, estando la unión entre las dos partes determinada por una pluralidad de tramos de intrusión entre las superficies de contacto de ambas dichas dos partes .
Procedimiento de fabricación en continuo de una vaina de tejido recubierto.
(25/04/2012) Procedimiento de fabricación en continuo de una vaina de tejido recubierto que comprende por lo menos un tubo estanco a los gases y obtenido a partir de dos napas superpuestas de tejido recubierto formado por hilos de urdimbre (11a; 21a) y por hilos de trama (11b; 21b) o de tejido recubierto no tejido, comprendiendo el procedimiento las siguientes etapas:
- cortar en por lo menos otra napa de tejido que comprende un recubrimiento sobre una cara, por lo menos dos bandas de tejido formado por hilos de urdimbre (16a; 26a) y por hilos de trama (16b; 26b), de anchura determinada y de longitud sustancialmente igual a la longitud de dicho tubo a…
POSTE DE SEÑALES QUE COMPRENDE MATERIAL COMPUESTO, Y MÉTODO PARA FABRICAR EL MISMO.
(15/03/2012) Soporte tubular que comprende una capa de material compuesto de resina y primeras fibras dispuestas longitudinalmente , comprendiendo además dicho soporte tubular, segundas fibras dispuestas longitudinalmente, que están concentradas en zonas determinadas a lo largo de la circunferencia del soporte tubular, teniendo dichas segundas fibras un módulo de tracción superior al módulo de tracción de dichas primeras fibras y una deformación antes de la rotura, que es menor que la deformación antes de la rotura de las primeras fibras, de manera que el soporte tubular puede funcionar cediendo al recibir un impacto.
TACO DE ANCLAJE DE PLASTICO DE SECCION TRANSVERSAL HEXAGONAL.
(16/03/2007) Taco para la fijación de un tornillo en un orificio a lo largo de un eje longitudinal predeterminado , del tipo que comprende un cuerpo tubular longitudinal que define un paso longitudinal interno para el atornillado del tornillo y que tiene un perfil externo para la fijación en el orificio en una dirección longitudinal opuesta a la dirección longitudinal , para atornillar el tornillo en el paso , comprendiendo asimismo el cuerpo , por lo menos, dos ranuras longitudinales que se abren transversalmente en el paso y en el perfil de fijación, están cerradas en dicha dirección opuesta , están distribuidas uniformemente de manera angular alrededor del eje y/o son mutuamente…
ENVOLTURA TERMOPLASTICA PARA ALIMENTOS.
(01/02/2007). Solicitante/s: YEN, WILLIAM W. Inventor/es: YEN, WILLIAM W.
Una envoltura termoplástica porosa que envuelve un producto alimenticio la cual comprende: una película de termoplástico de grado alimentario que tiene una red de intersticios interconectados en la misma, los intersticios siendo de un intervalo de aproximadamente 0, 002 a 1 ìm, y estando definidos por un modificador de la porosidad seleccionado entre aceite de soja, aceite de cacahuete, aceite de maíz, glicerina, sorbitol, polietilenglicol, aceite mineral o tensioactivos, la envoltura incluyendo polisorbato, polioxietileno (POE) 20, monoestearato de sorbitan, monolaurato de sorbitan, monooleato de sorbitan y monooleato de glicerol, la película incluyendo al menos un aditivo para un producto alimenticio que hay que envolver y teniendo una permeabilidad mediante la cual el vapor de agua de dichos aditivos se puede difundir a través, o desde la envoltura, dentro del producto alimenticio mientras que el alimento se esté elaborando.
APARATO Y PROCEDIMIENTO PARA VULCANIZAR DE MANERA CONTINUA Y SIN MANGUERA DE CAUCHO.
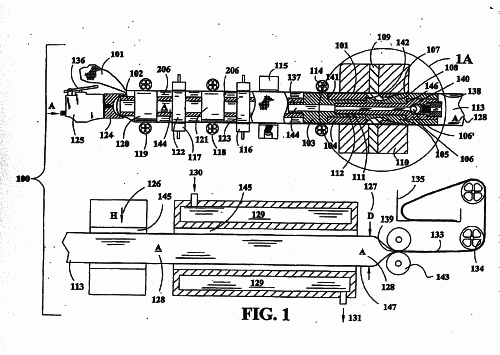
(16/05/2006). Ver ilustración. Solicitante/s: SNAP-TITE TECHNOLOGIES, INC. Inventor/es: HARCOURT, ROBERT.
Procedimiento para fabricar de manera continua manguera de caucho vulcanizado manteniendo su forma durante la vulcanización mediante presión de aire dentro de la manguera, que comprende las fases de: - hacer avanzar una tela tejida sobre un tubo y un mandril; - suministrar aire a través de dicha tela, dicho tubo y dicho mandril; - capturar el aire introducido en el tubo; - extrudir el caucho sobre la tela; - formar una manguera que tenga un lado externo y un lado interno; - cerrar herméticamente el interior de dicha manguera de caucho extrudido con respecto a dicho mandril; - vulcanizar dicha manguera aplicando energía desde el exterior al interior de dicha manguera.
COMPOSICION MEJORADA PARA PELICULAS DE POLIPROPILENO ORIENTADAS BIAXIALMENTE Y TERMORRETRACTILES UNIAXIALMENTE.
(01/04/2006). Solicitante/s: MOBIL OIL CORPORATION (A NEW YORK CORPORATION). Inventor/es: AMON, MORIS, PEET, ROBERT, GUTHRIE, PELLINGRA, SALVATORE, JAMES, JR.
Una película multicapa, uniaxialmente termorretráctil, orientada biaxialmente, que tiene una capa nuclear que contiene polipropileno, conteniendo dicha capa nuclear polipropileno isotáctico y una cantidad suficiente de polipropileno sindiotáctico para inhibir la retracción uniaxial a largo plazo a temperaturas por debajo de 50ºC, en la que dicha capa nuclear comprende polipropileno sindiotáctico en una cantidad en el intervalo de 15 a 45% en peso.
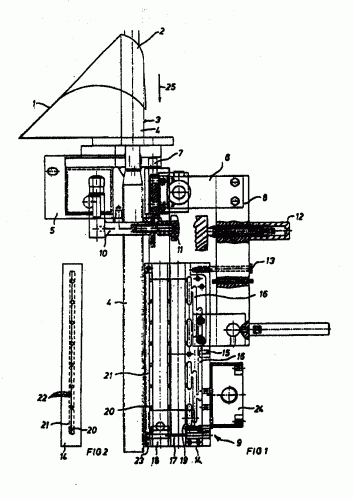
MACROPERFORADOR DE ALTA VELOCIDAD PARA MATERIAL NO IMPRESO EN MAQUINAS CONFECCIONADORAS DE BOLSAS DE PLASTICO.
(01/02/2006) 1. Macroperforador de alta velocidad para material no impreso del tipo empleado para taladrar una banda de material tubular no impresa en máquinas confeccionadoras de bolsas de plástico formadas por un portabobinas con la bobina de material a perforar, un regulador de tensión, y un cabezal se soldado y corte, caracterizado esencialmente porque consta de un puente portataladros dotado de taladros neumáticos o electromagnéticos de tipo convencional, al que se halla asociado un encoder por el lado de entrada de la banda tubular, todo ello dispuesto entre la bobina de material a perforar y el regulador de tensión de la banda tubular de la máquina en la…
FILTRO DE CARBON ACTIVO EXTRUSIONADO, DE PARED FINA.
(16/10/2005). Solicitante/s: KX INDUSTRIES, L.P. Inventor/es: KOSLOW, EVAN E., KENDRICK, RICHARD D., SPILKIN, GORDON.
SE PRESENTA UN TUBO DE FILTRO DE CARBONO ACTIVADO EXTRUIDO, DE PAREDES DOBLES QUE TIENE UN GROSOR DE PARED DE ALREDEDOR DE 0.5 PULGADAS (12.7 MM) O INFERIOR Y UNA DENSIDAD MEDIA EN SECO SUFICIENTE PARA ELIMINAR AL MENOS UN 99.5% DE PARTICULAS SUBMICRONICAS DE UN LIQUIDO FILTRADO A TRAVES DEL TUBO.
POLITETRAFLUORETILENO RADIALMENTE EXPANDIBLE Y STENTS ENDOVASCULARES EXPANDIBLES FORMADOS CON ESTA MATERIA.
(16/09/2005). Solicitante/s: ENDOMED, INC.. Inventor/es: COLONE, WILLIAM, M.
MATERIALES PTFE TUBULARES RETIRADOS, EXTENDIDOS Y AGLOMERADOS , QUE HAN SIDO DILATADOS RADIALMENTE Y REAGLOMERADOS, SE PRODUCEN PARA SER USADOS EN EL AMBITO MEDICO, P.E. FORROS Y COBERTURAS CON ESTRUCTURAS DE SOPORTE PARA STENTS ENDOVASCULARES EXPANSIBLES . LOS MATERIALES PTFE TIENEN UN REC ( COEFICIENTE DE EXPANSION RADIAL) Y UNA RER ( RATIO DE EXPANSION RADIAL ) INUSUALMENTE BAJOS, PERMITIENDO QUE LOS TUBOS PTFE DE PARED FINA SE EXPANDAN ENTRE UN 50% Y UN 400% O MAS, ANTES DE QUE DECAIGA LA FUERZA TENSIL. SE DESCRIBEN IMPLANTES MEDICOS EN FORMA DE TUBO QUE TIENEN TAL MATERIAL PTFE, METODOS PARA HACER DICHOS IMPLANTES, Y STENTS ENDOVASCULARES FORMADOS CON DICHOS IMPLANTES.
PROCEDIMIENTO DE FABRICACION DE CONJUNTOS DE TUBOS TRENZADOS REVESTIDOS CON UN POLIMERO FLUOROCARBONADO.
(16/07/2005). Ver ilustración. Solicitante/s: TELEFLEX FLUID SYSTEMS, INC. Inventor/es: MATHEW, BONEY A., MARTUCCI, NORMAN S.
Un procedimiento para construir un conjunto de tubo flexible que comprende las etapas de: proporcionar un forro tubular interno de un polímero de fluorocarbono; aplicar una primera dispersión que incluye un material polimérico fluorocarbonado y un tensioactivo dentro de la misma, sobre el forro tubular interno ; posicionar una capa trenzada alrededor de la parte exterior del forro tubular interno y sobre la primera dispersión aplicada; y aplicar una segunda dispersión que incluye un material polimérico fluorocarbonado dentro de la misma, a la capa trenzada y al forro tubular interno , la cual se une al forro tubular interno y a la primera dispersión aplicada. el procedimiento está caracterizado porque la primera y segunda dispersiones tienen una composición distinta.
PROCEDIMIENTO PARA LA FABRICACION DE UNA CARCASA TUBULAR DE ENTREHIERRO.
(16/12/2004) Procedimiento para la fabricación de una carcasa tubular de entrehierro de plástico para bombas con carcasa tubular de entrehierro, especialmente para bombas de calefacción o de agua de refrigeración, preferentemente en el sector del automóvil, caracterizado porque a) un tubo de pared delgada hecho de un plástico se tensa en un mandril con capacidad de abrirse, b) el tubo se recubre o se envuelve con una capa que le proporciona rigidez, c) antes del recubrimiento, o bien durante o después de envolver el tubo, se aplica una resina sintética líquida encima del tubo para crear una unión entre el tubo y la capa que le proporciona rigidez, d) a continuación se endurece el conjunto tensado en el mandril,…
PROCEDIMIENTO PARA LA FABRICACION CONTINUA DE UN TUBO FLEXIBLE AISLANTE QUE PRESENTA AL MENOS TRES CAPAS.
(16/10/2004) Procedimiento para la fabricación continua de un tubo flexible aislante que presenta al menos tres capas con una capa protectora externa, una capa de deslizamiento por el lado interno y una capa intermedia de material aislante, en el que: - se extruye un tubo flexible de material esponjoso calorífugo, - se secciona el tubo flexible formando dos superficies de corte paralelas al plano fundamentalmente axiales, - se extiende el tubo flexible aislante seccionado para formar fundamentalmente una placa , - se aplica de manera adherente un material de deslizamiento sobre la cara interna del tubo flexible extendido para formar la placa ,…
DISPOSITIVO PARA INCORPORAR HILOS DE REFUERZO INDIVIDUALES EN UN TUBO FLEXIBLE SIN TRATAR Y PROCEDIMIENTO PARA FABRICAR UN TUBO FLEXIBLE SIN TRATAR REFORZADO POR HILOS CON LA AYUDA DEL DISPOSITIVO.
(01/04/2004) Dispositivo para aplicar hilos de refuerzo individuales sobre una capa tubular de un material polímero, que se sigue transformando en un tubo flexible sin tratar, de un material polímero, compuesto por varias capas, reforzado por hilos, en donde el dispositivo presenta las siguientes características: - el dispositivo comprende un anillo de posicionamiento que presenta en una línea circunferencial al menos una serie de agujeros equidistantes, pudiendo guiarse a través de cada agujero un hilo de refuerzo en un ángulo de entrada respecto al eje longitudinal del anillo de posicionamiento , desde radialmente…
PROCEDIMIENTO PARA FABRICAR MANGUERAS ACODADAS.
(01/03/2004). Solicitante/s: VERITAS GUMMIWERKE AG. Inventor/es: LUDWIG, HANS-JOSEF, DIPL.-ING.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE MANGUERAS FLEXIBLES EN APLICACIONES DE CODO ABARCANDO LOS SIGUIENTES PASOS: - EXTRUSIONADO DE LA PIEZA MOLDEADA EN BRUTO DE MANGUERA FLEXIBLE SOBRE UN MANDRIL DE PLASTICO; - CORTE DE LA PIEZA MOLDEADA EN BRUTO DE MANGUERA FLEXIBLE JUNTAMENTE CON EL MANDRIL DE PLASTICO QUE SE ENCUENTRA EN EL INTERIOR DE LA MANGUERA SOBRE UNA LONGITUD PREVIAMENTE DETERMINADA; COLOCACION DE LA PIEZA MOLDEADA EN BRUTO CON EL MANDRIL DE PLASTICO QUE SE ENCUENTRA EN EL INTERIOR EN UN MOLDE NEGATIVO; - VULCANIZACION DE LA MANGUERA FLEXIBLE JUNTAMENTE CON EL MANDRIL INTRODUCIDO EN EL MOLDE NEGATIVO; Y - ELIMINACION DEL MANDRIL.
USO DE MATERIAL POLIOLEFINICO RETICULADO EN TUBERIAS DE PRESION.
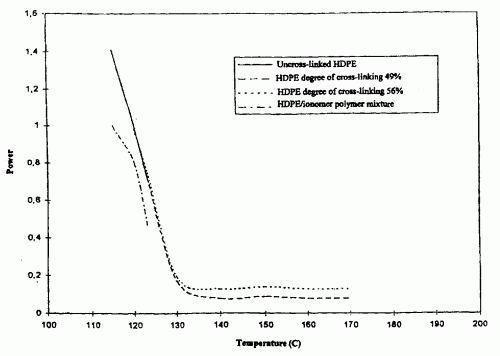
(01/11/2003). Ver ilustración. Solicitante/s: BOREALIS A/S. Inventor/es: EK, CARL-GUSTAF, HOJER, LARS.
SE DESCRIBE EL USO DE UN PLASTICO POLIOLEFINICO AL MENOS PARCIALMENTE ENTRECRUZADO, ORIENTADO BIAXIALMENTE, COMO MATERIAL PARA TUBOS DE PRESION. EL TUBO DE PRESION SE PRODUCE POR EXTRUSION CON UNA ORIENTACION AXIAL O PERIFERICA SUBSIGUIENTE DEL TUBO, ENTRECRUZANDOSE AL MENOS PARCIALMENTE EL TUBO ANTES DE LA ORIENTACION BIAXIAL. PREFERENTEMENTE EL TUBO SE ENTRECRUZA DE UN 20 A UN 50 % ANTES DE LA ORIENTACION. AL ENTRECRUZARLO AL MENOS PARCIALMENTE ANTES DE LA ORIENTACION, EL PROCESO SE PUEDE LLEVAR A CABO A TEMPERATURAS SUPERIORES AL PUNTO DE FUSION CRISTALINO DEL MATERIAL DE PLASTICO.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UN TUBO CONTINUO DE PELICULA A PARTIR DE UNA BANDA DE PELICULA.
(01/12/2002). Ver ilustración. Solicitante/s: NATEC REICH, SUMMER GMBH & CO. KG. Inventor/es: ZEUSCHNER, ROLAND.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UN TUBO CONTINUO DE LAMINA A PARTIR DE UNA BANDA DE LAMINA PLANA QUE SE CONFORMA MEDIANTE UN DISPOSITIVO DE CONFORMADO PARA FORMAR UN TUBO DE LAMINA ABIERTO LONGITUDINALMENTE CON BORDES DE LAMINA QUE SE SOLAPAN, ALIMENTANDOSE EL TUBO DE LAMINA DE FORMA CONTINUA A UN DISPOSITIVO DE SELLADO QUE SUELDA ENTRE SI LONGITUDINALMENTE LOS BORDES SOLAPADOS DE LA LAMINA. LA INVENCION SE CARACTERIZA PORQUE LA SOLDADURA DE LOS BORDES DE LAMINA SE REALIZA EN LA UNIDAD DE SELLADO SIN CONTACTO, MEDIANTE AIRE CALIENTE.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UNA COMBINACION DE TUBO FLEXIBLE.
(16/06/2002) Procedimiento para la fabricación de una combinación de tubo flexible que comprende un primer tubo de vacío con un diámetro grande, una pared interna y una entrada , en cuyo primer tubo de vacío está acoplado, como mínimo, un segundo tubo de pequeño diámetro, en dirección longitudinal, con intermedio de su pared externa , en una parte predeterminada de su longitud, caracterizándose porque se aplica un adhesivo caliente en estado líquido en dirección longitudinal con respecto a dicha parte predeterminada de la pared externa del segundo tubo , y dicha parte predeterminada del segundo tubo es introducida a través de dicha entrada…
PROCEDIMIENTO DE FABRICACION DE INJERTOS VASCULARES TUBULARES.
(01/05/2002) METODO PARA MEJORAR LA EXTENSION RADIAL Y OTRAS PROPIEDADES DE UN INJERTO VASCULAR TUBULAR REFORZADO CON CINTA FORMADO POR FLUOROPOLIMEROS SINTETIZADOS, COMO PTFE SINTETIZADO EXPANDIDO. EN TERMINOS GENERALES, EL COMPRENDE EL PASO DE CONTRAER RADIALMENTE LA CAPA DE LA CINTA DE REFUERZO DEL INJERTO, OLA TOTALIDAD DEL INJERTO REFORZADO CON CINTA, DESPUES DE LA SINTESIS. ESTA CONTRACCION RADIAL DE LA CAPA DE LA CINTA DE REFUERZO, O DE TODO EL INJERTO, HACE QUE EL INJERTO SE EXPANDA POSTERIORMENTE EN SENTIDO RADIAL MAS DEL 5 %, SIN DESGARROS O ROTURAS DE LA CAPA DE LA CINTA DE REFUERZO DEL INJERTO. LOS INJERTOS EXTENSIBLES…
METODO Y DISPOSITIVO PARA PRODUCIR TUBOS ENVOLVENTES PARA UN HAZ DE FIBRAS HUECAS.
(01/04/2002). Solicitante/s: NISSHO CORPORATION. Inventor/es: YONEDA, ATSUSHI.
UN TUBO DE ENVOLVER PARA UN ROLLO DE FIBRAS HUECAS CONSTA DE UNA LAMINA DE PLASTICO SOLDADA EN SUS BORDES OPUESTOS POR ULTRASONIDO Y NO TIENE DIFERENCIA EN NIVEL DE LA SUPERFICIE INTERIOR.
PROCEDIMIENTO PARA EL TRATAMIENTO DE TUBOS DE PROTECCION.
(01/02/2002). Solicitante/s: RELATS, S.A.. Inventor/es: RELATS CASAS, PERE, RELATS MANENT,JORDI.
Procedimiento para el tratamiento de tubos de protección Los tubos de protección están formados por hilos monofilamento de material plástico trenzados, pudiéndose incorporar hilos de múltiples filamentos y/o hilos de material texturizado. Se caracteriza por el hecho de que el tubo se calienta y se somete a una tensión longitudinal durante un periodo de tiempo predeterminado. Dicho tubo también puede impregnarse de resina antes del calentamiento y aplicación de la tensión longitudinal. Al aplicarse tensión en el momento del tratamiento térmico se consigue ajustar el diámetro interior del tubo a un diámetro deseado. De esta forma, después del tratamiento se consigue un tubo que se ajusta a una gama de diámetros comprendida entre el diámetro original del tubo y el diámetro que se consigue después del tratamiento.
MEDIA CAÑA SIMETRICA APLICABLE PARA LA FORMACION DE TUBOS.
(01/02/2002). Ver ilustración. Solicitante/s: E-INVENTA NEWMARKET, S.L. Inventor/es: PRADOS MUÑOZ,LUIS.
1. Media caña simétrica aplicable para la formación de tubos, caracterizada por estar constituida a partir de un cuerpo semicircular fabricado en un material ligero, rígido o flexible, presentando un cuerpo semicircular que dispone en sus extremos de regruesados y e incorporando sobre la zona de regruesado una ranura longitudinal asaetada interiormente, mientras que en el resalte o regruesado aparece una pronunciación longitudinal que adopta idéntica configuración que la zona interna de la ranura.
(01/11/2001). Solicitante/s: UPONOR LIMITED. Inventor/es: HARGET, DAVID CHARLES, JARVENKYLA, JYRI.
Procedimiento para fabricar un racor termofusible, que comprende: i) la formación de un cuerpo que comprende por lo menos una primera capa de un primer material polimérico reticulado, ii) la cobertura o la cobertura parcial de un elemento ferromagnético calentador en un segundo material polimérico para formar un inserto, poseyendo el elemento ferromagnético calentador una temperatura de Curie igual o superior al punto de fusión cristalina o al punto de reblandecimiento del segundo material polimérico, y iii) la unión del cuerpo y del inserto para formar el racor.
PROCEDIMIENTO DE FABRICACION DE UN MANGUITO DE UNION POR ELECTROFUSION.
(16/05/2001) EN LA FABRICACION DE UN ACOPLADOR DE ELECTROFUSION, UN ENROLLAMIENTO DE UN HILO DE CALENTAMIENTO DE RESISTENCIA ELECTRICA SE ENROLLA ALREDEDOR DE UN MANDRIL QUE COMPRENDE DOS PARTES QUE PROPORCIONAN LOS RESPECTIVOS EXTREMOS DEL MANDRIL. EL MANDRIL SOPORTA ELEMENTOS TERMINALES CONDUCTORES ELECTRICAMENTE MEDIANTE LOCALIZACIONES DE APOYO SOBRE LAS PARTES DEL MANDRIL QUE FORMAN UNA PARTE INTEGRAL DEL MANDRIL. EL HILO DE RESISTENCIA ENROLLADO ALREDEDOR DEL MANDRIL SE CONECTA A LOS ELEMENTOS TERMINALES CONDUCTORES ELECTRICAMENTE . POR CONSIGUIENTE UN CUERPO DE TERMOPLASTICOS ES MOLDEADO ALREDEDOR DEL MANDRIL PARA FORMAR EL ACOPLADOR DE ELECTROFUSION, Y POSTERIORMENTE LAS PARTES DEL MANDRIL SE EXTRAEN AXIALMENTE DEL ACOPLADOR…
CUBETA DE ENSAYO DE MATERIA PLASTICA QUE PRESENTA UNA BIRREFRINGENCIA BAJA.
(01/12/2000). Solicitante/s: ABBOTT LABORATORIES. Inventor/es: CLARK, FREDERIC, L., CLIFT, GILBERT, HENDRICK, KENDALL, B., KANEWSKE, WILLIAM, J., III, LAGOCKI, PETER, A., MITCHELL, JAMES, E., PENNINGTON, CHARLES, D., WALKER, EDNA, S., SMITH, JANE, B., TAYI, APPARAO, VAUGHT, JAMES, A., YOST, DAVID, A., VICKSTROM, RICHARD, L., MOORE, LARRY E., MARTIN, RICHARD, E.
SE DESCRIBE UNA CUBETA DE ENSAYO DE PLASTICO QUE TIENE LAS PROPIEDADES OPTICAS DESEADAS PARA EL ANALISIS DE UNA MUESTRA DE TEST O UNA MEZCLA DE REACCION DE LA MISMA, Y UN METODO PARA FABRICAR DICHA CUBETA DE ENSAYO DE PLASTICO. LAS PROPIEDADES OPTICAS DE LA CUBETA DE ENSAYO DE PLASTICO SON SUSTANCIALMENTE LAS MISMAS QUE LAS PROPIEDADES OPTICAS DEL VIDRIO EN DONDE SE PROPORCIONA UNA BIREFRINGENCIA BAJA A TRAVES DE LA REGION LECTORA OPTICA DEL MISMO. CUANDO SE USA PARA EL ANALISIS DE UNA MUESTRA DE TEST O DE UNA MEZCLA DE REACCION DEL MISMO, COMO POR EJEMPLO EN ENSAYOS DE POLARIZACION DE FLUORESCENCIA Y EN ENSAYOS DE ABSORBANCIA, LA CUBETA DE ENSAYO DE PLASTICO PROPORCIONA UNA CUBETA DE ENSAYO DISPONIBLE PRECISA Y REPRODUCIBLE QUE PUEDE USARSE EN LUGAR DE LAS CUBETAS DE ENSAYO DE VIDRIO CONVENCIONALES.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}