Procedimiento de formación de un anillo de sujeción.
Procedimiento de formación de un anillo de sujeción, comprendiendo el procedimiento:
la extrusión de un tubo a partir de un material plástico que presenta propiedades de memoria,y
el corte del tubo extruido para formar una pieza (7) tubular,
el calentamiento de la pieza (7) tubular y
el plegado del extremo (6b) de la pieza (7) tubular, de tal manera que el extremo (6b) plegado de la pieza(7) tubular forma un borde de tope mediante el ensanchamiento del cuerpo principal (6a) de la pieza (7)tubular e impidiendo que el extremo (6b) de la pieza (7) tubular se ensanche.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2007/052555.
Solicitante: UPONOR INNOVATION AB.
Nacionalidad solicitante: Suecia.
Dirección: P.O. Box 101 73061 Virsbo SUECIA.
Inventor/es: HEDSTRÖM,BENGT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C57/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 57/00 Conformación de extremos de tubos, p. ej. formación de rebordes, ensanches o cierres; Aparatos a este efecto. › Ensanche o agrandamiento, p. ej. combinado con la formación de una ranura.
- B29C61/06 B29C […] › B29C 61/00 Conformación por liberación de tensiones internas; Fabricación de preformas que tienen tensiones internas; Aparatos a este efecto (para la conformación de superficies B29C 59/18; para revestimiento de artículos B29C 63/38; para unir partes preformadas B29C 65/66). › Fabricación de preformas que tienen tensiones internas, p. ej. memoria plástica.
- B29C65/66 B29C […] › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › por eliminación de tensiones internas, p. ej. contracción de una de las partes a unir.
- B29C69/00 B29C […] › Combinaciones de técnicas de conformación no previstas en un solo grupo principal B29C 39/00 - B29C 67/00, p. ej. asociaciones de técnicas de moldeo y ensamblaje; Aparatos a este efecto.
- B29D23/00 B29 […] › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › Fabricación de objetos tubulares (B29D 24/00 tiene prioridad).
- F16L47/20 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 47/00 Empalmes o accesorios de empalme para tubos de doble pared o con canales múltiples o para conjuntos de tubos para utilizarse con tubos de materiales plásticos. › basados principalmente en propiedades específicas de los plásticos.
PDF original: ES-2435781_T3.pdf
Descripción:
Procedimiento de formación de un anillo de sujeción Antecedentes de la invención La invención se refiere a un procedimiento de formación de un anillo de sujeción, comprendiendo el procedimiento: la extrusión de un tubo a partir de un material plástico que presenta propiedades de memoria, y el corte del tubo extruido para formar una pieza tubular.
Es conocido el sistema de obtener una conexión tubular entre un extremo de un tubo fabricado en un material plástico que presenta propiedades de memoria y una pieza de conexión. Las propiedades de memoria significan que los tubos de plástico con capacidad de memoria automáticamente pugnan para volver esencialmente a su configuración y forma originales después de haber sido expandidos. Por ejemplo, los tubos de plástico que son fabricados a partir de polietileno reticulado poseen una capacidad de memoria activa a temperaturas tan bajas como la temperatura ambiente. Los tubos de esta naturaleza se unen entre sí mediante el ensanchamiento de un extremo del tubo y la inserción dentro del extremo del tubo ensanchado de un conector embridado que forma una parte de la pieza de conexión del tubo, normalmente fabricada en metal, y que queda retenida en dicho extremo del tubo hasta que el tubo se ha encogido hasta un punto en el que es capaz de encajar firmemente la pieza de conexión. Un anillo de sujeción fabricado en material elástico, que puede ser el mismo material plástico del que está fabricado el tubo, es expandido y encogido sobre el extremo del tubo con el fin de potenciar en mayor medida la presión de retención y de estanqueidad en la zona de conexión del tubo. El anillo de sujeción es expandido al mismo tiempo que se expande el extremo del tubo, situándose el anillo de sujeción en posición alrededor de dicho extremo del tubo. Dicha solución ha sido divulgada, por ejemplo, en el documento EP 0 530 387. En el documento EP 0 530 387 el anillo de sujeción ha sido fabricado a partir de un tubo extruido mediante el corte del tubo en una pieza suficientemente corta para formar un anillo de sujeción. En el documento WO 2007/006863 A1, el anillo de sujeción es fabricado mediante moldeo por inyección, o mediante termoformación.
Breve descripción de la invención El objeto de la invención es proporcionar un nuevo procedimiento de formación de un anillo de sujeción.
La invención se caracteriza por las características distintivas de la reivindicación independiente.
En la invención se extruye un tubo. El tubo extruido es cortado para formar una pieza tubular. La pieza tubular es calentada y el extremo de la pieza tubular es plegado. La pieza tubular forma un anillo de sujeción y el extremo plegado de la pieza tubular forma un borde de tope dentro del anillo de sujeción. El plegado del extremo de la pieza tubular se realiza mediante el ensanchamiento del cuerpo principal de la pieza tubular impidiendo que el extremo de la pieza tubular se ensanche. Es sencillo y fácil fabricar dicho anillo de sujeción. Aunque el anillo de sujeción es simple está provisto de un borde de tope. El borde de tope asegura que el anillo de sujeción permanezca situado en una posición correcta sobre el extremo del tubo cuando una conexión del tubo está siendo fabricada y después de que la conexión del tubo se ha realizado.
Breve descripción de las figuras
A continuación, se describirá la invención con mayor detalle por medio de formas de realización preferentes con referencia a los dibujos que se acompañan, en los cuales La Figura 1 muestra de manera esquemática una conexión de tubo en sección transversal, y
las Figuras 2, 3, 4, 5 y 6 son vistas en sección transversal esquemáticas que muestran diferentes etapas de un procedimiento de formación de un anillo de sujeción.
Descripción detallada de la invención La Figura 1 muestra un tubo 1, el cual está compuesto por un material de plástico que presenta propiedades de memoria, por ejemplo un polietileno reticulado (PEX) o cualquier otra poliolefina reticulada, y una pieza 2 de conexión fabricada en metal. La pieza 2 de conexión comprende un extremo 3 de manguito. El extremo 3 de manguito comprende unas bridas 4 que se proyectan radialmente. El extremo 3 de manguito se termina en una superficie 5 radial de contrafuerte.
El extremo 3 de manguito presenta un diámetro exterior que excede el diámetro interior del tubo 1 no expandido. Un anillo 6 elástico de sujeción está montado sobre un extremo del tubo 1. En su estado relajado, el anillo 6 de sujeción presenta un diámetro interior que se corresponde con el diámetro exterior del tubo 1 no expandido.
Al establecer la conexión de tubo mostrada en la Figura 1, el extremo del tubo 1 y el anillo 6 de sujeción circundante se expanden de forma simultánea mediante una herramienta expansora. El extremo 3 de manguito es a continuación insertado inmediatamente en el extremo del tubo hasta que la superficie 5 de contrafuerte se apoya en el extremo del tubo 1 y con el anillo 6 de sujeción. El extremo del tubo 1 y el anillo 6 de sujeción a continuación se encogen o contraen automáticamente, para obtener un contacto de estanqueidad en particular entre la superficie interna del tubo y la brida. El contacto de estanqueidad se obtiene también entre la superficie interna del tubo 1 y la superficie externa del extremo 3 de manguito.
Las Figuras 2 a 6 muestran las etapas de formación de un anillo de sujeción. En primer lugar, se extruye un tubo. El
tubo está fabricado a partir de polietileno reticulado PEX o cualquier otro material plástico que presente propiedades de memoria. El tubo es a continuación cortado en una pieza lo suficientemente corta para formar un anillo de sujeción, de manera que se forme una pieza 7 tubular mostrada en la Figura 2.
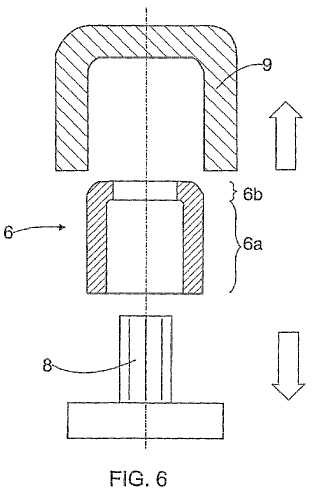
La pieza 7 tubular es calentada hasta una temperatura de 135º C a 150º C. La pieza 7 tubular es situada en un molde, como se muestra en la Figura 3. El molde comprende un cilindro 8 retraíble que está situado dentro de la pieza 7 tubular y un molde exterior 9. La pieza 7 tubular es calentada, por ejemplo, dentro del molde. En la Figura 3, el cilindro 8 retraíble está en su estado retraído.
La pieza 7 tubular es expandida con el cilindro 8 retraíble, como se muestra en la Figura 4. La longitud del cilindro 8 es algo más corta que la longitud de la pieza 7 tubular. La longitud del cilindro puede variar entre 2 y 5 cm, por ejemplo, cuando el diámetro de la pieza 7 tubular varíe de 2 a 5 cm, por ejemplo. La longitud de la pieza tubular es por ejemplo 3 a 10 mm más larga que la longitud del cilindro 8. De esta manera, el cilindro 8 expande el cuerpo principal 6a de la pieza 7 tubular, mientras que el extremo 6b de la pieza 7 tubular permanece no expandida. El molde 9 exterior impide que el extremo 6b de la pieza 7 tubular se ensanche. De esta manera, el extremo 6b de la pieza 7 tubular forma un borde 10 de tope, como se muestra en la Figura 6.
La Figura 5 describe el enfriamiento de la pieza 7 tubular a una temperatura de aproximadamente 20º C.
La Figura 6 describe la apertura del molde cuando el anillo 6 de sujeción con el borde 10 de tope está listo.
Reivindicaciones:
1. Procedimiento de formación de un anillo de sujeción, comprendiendo el procedimiento: la extrusión de un tubo a partir de un material plástico que presenta propiedades de memoria, y
el corte del tubo extruido para formar una pieza (7) tubular, el calentamiento de la pieza (7) tubular y el plegado del extremo (6b) de la pieza (7) tubular, de tal manera que el extremo (6b) plegado de la pieza (7) tubular forma un borde de tope mediante el ensanchamiento del cuerpo principal (6a) de la pieza (7) tubular e impidiendo que el extremo (6b) de la pieza (7) tubular se ensanche.
1.
2. Un procedimiento de acuerdo con la reivindicación 1, caracterizado porque el ensanchamiento del cuerpo principal (6a) de la pieza (7) tubular se efectúa por medio de un cilindro (8) retraíble situado dentro de la pieza (7) tubular, siendo la longitud del cilindro (8) más corta que la longitud de la pieza (7) tubular.
3. Un procedimiento de acuerdo con la reivindicación 2, caracterizado por el posicionamiento de un molde (9) 15 exterior sobre la pieza (7) tubular antes del ensanchamiento del cuerpo principal (6a) de la pieza (7) tubular
Patentes similares o relacionadas:
 Válvula transcatéter de eversión, del 29 de Julio de 2020, de W.L. GORE & ASSOCIATES, INC.: Una válvula transcatéter que comprende:
un marco de varias partes que comprende un marco de valva y un marco de cuerpo, en el que el marco de cuerpo […]
Válvula transcatéter de eversión, del 29 de Julio de 2020, de W.L. GORE & ASSOCIATES, INC.: Una válvula transcatéter que comprende:
un marco de varias partes que comprende un marco de valva y un marco de cuerpo, en el que el marco de cuerpo […]
Revestimiento reforzado con fibras no tejidas para tuberías de PRFV resistentes a impacto, del 15 de Julio de 2020, de Amiblu Technology AS: Un revestimiento de tuberia de plastico reforzado con vidrio que comprende una capa B) que consiste en una capa de cobertura reforzada con fibras no tejidas, estando formada la […]
Tubo expandible que incluye un revestimiento para restaurar un conducto, del 1 de Julio de 2020, de Recyca-Pipe of America L.L.C: Una tubería expandible para restaurar una tubería dañada, que comprende: - un revestimiento formado por un poliuretano termoplástico, […]
Método para la laminación de una película tubular, del 4 de Marzo de 2020, de Buergofol GmbH: Método para la laminación de una película tubular con un material absorbente de resinas o líquidos para su uso en un revestimiento tubular para el saneamiento […]
Método de acondicionamiento de un tubo de respiración, del 26 de Febrero de 2020, de NDD MEDIZINTECHNIK AG: Método de acondicionamiento de un tubo de respiración para su uso en el diagnóstico de la función pulmonar, en el que al menos una sección de un tubo […]
Tubo flexible multicapa, del 11 de Diciembre de 2019, de SAINT-GOBAIN PERFORMANCE PLASTICS CORPORATION: Un tubo flexible que comprende: una primera capa que comprende un material de poliolefina que tiene un módulo de flexión no mayor de 150 MPa, determinado de acuerdo […]
Perfilado de tubos, del 23 de Octubre de 2019, de Crawley, Alan Mark: Un producto perfilado tubular termoformado que comprende: - una primera sección (147a) de producto tubular; - una segunda sección […]
Sistema y método de fabricación de artículos de espuma cilíndricos, del 16 de Octubre de 2019, de Floracraft Corp: Un aparato adecuado para producir un artículo de espuma cilíndrico, comprendiendo el aparato: un troquel que tiene un canal […]