Método y sistema para producir de forma continua tubos con un refuerzo textil interno y una espiral externa en plástico y tubo obtenido.
Método para producir de forma continua tubos con un refuerzo textil interno y una espiral externa en plástico rígido:
comprendiendo dicho tubo (1) una configuración tubular con varias capas de material; que comprende: - la fabricación en continuo, mediante extrusión de un material plástico, de un cuerpo tubular (11) conformante de una superficie interior del tubo (1); - el trenzado en continuo sobre dicho cuerpo tubular de una capa de refuerzo textil (12); - la aplicación en continuo sobre dicha capa de refuerzo textil (12) de un recubrimiento tubular (13) de material plástico conformante de una superficie exterior del tubo (1); y - la aplicación sobre el recubrimiento tubular (13) de material plástico, de una espiral rígida (14) de refuerzo. La invención también comprende un sistema para la producción del tubo y el tubo obtenido.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201201128.
Solicitante: NUNO DE COIMBRA SAMPAIO NUNES, Ricardo.
Nacionalidad solicitante: Portugal.
Inventor/es: NUNO DE COIMBRA SAMPAIO NUNES,Ricardo.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C47/02
- B29D23/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › Fabricación de objetos tubulares (B29D 24/00 tiene prioridad).
Fragmento de la descripción:
Método y sistema para producir de forma continua tubos con un refuerzo textil interno y una espiral externa en plástico, y tubo obtenido.
Objeto de la invención.
La invención se refiere a un método y a un sistema para producir de forma continua tubos con un refuerzo textil interno y una espiral externa en plástico, y tubo obtenido los mencionados método y sistema. Esta invención presenta unas características orientadas a producir tubo sin soldaduras perimetrales o helicoidales en la pared del tubo, con un refuerzo textil interno aplicado también en continuo y a proporcionarle una espiral rígida, de material plástico en la superficie exterior del tubo para su refuerzo.
Campo de aplicación de la invención.
Esta invención es aplicable en el sector dedicado a la fabricación de tubos y mangueras, adecuadas para soportar presión y vacío.
Antecedentes de la invención.
Actualmente son conocidas en el mercado dos técnicas para la fabricación de tubos, basadas en la conformación del cuerpo del tubo con una espiral rígida de material plástico.
El conocido como método Kanaflex se encuentra descrito en el documento US4343672 Método y aparato para la producir tubo, mientras que el método de Petzetakls se encuentra descrito en el documento US3416982 Método para formar un elemento tubular reforzado sin costuras.
Con las técnicas anteriores no es posible producir un tubo sin líneas de soldadura helicoidales, con un refuerzo textil interno, con resistencia tanto a la presión como
el vacío, sin limitaciones de presión y con espiral rígida externa en material plástico.
El método Kanaflex aunque permite la introducción de forma continua de un refuerzo textil interno, presenta limitaciones importantes a nivel de presión de servicio (consigue un máximo de 7 bares de presión de servicio) ya que el número de bobinas y el tipo de hilo que se pueden utilizar en la producción de la tubería está condicionado por el tipo de fabricación.
Este método también tiene limitaciones en la construcción de las capas de las tuberías ya que todas ellas presentan líneas de soldadura fragilizando la tubería desde el punto de vista físico y químico.
El método Kanaflex consiste en extruir resina sintética o caucho no vulcanizado, comprendiendo un agente vulcanizante, para obtener una tira que es enrollada helicoidalmente sobre un dispositivo formador para obtener un cuerpo tubular y tratar dicho cuerpo tubular con calor mientras permanece situado sobre el dispositivo formador.
Este método define por tanto en las zonas de unión de las sucesivas espirales de la hélice unas líneas de soldadura que constituyen una zona débil, tanto desde el punto de vista físico (presiones, vacío, rasgamiento, tensiones y alargamientos radiales y longitudinales) como químico (ya que los productos a transportar por el tubo migran por las mencionadas líneas de soldadura). Estas líneas de soldadura también determinan que la vida útil del tubo sea reducida.
Otro de los inconvenientes del método Kanaflex es que utiliza el eje principal de la producción para conformar el cuerpo tubular del tubo mediante el enrollado en espiral o helicoidal de la banda de material termoplástico, y que la única posibilidad que contempla para introducir el refuerzo textil es que éste vaya aplicado sobre la cinta o banda a enrollar en espiral, quedando afectada tanto la capa de material termoplástico, enrollada helicoidalmente, como el refuerzo textil por unas líneas helicoidales de soldadura que plantean las limitaciones
mencionadas anteriormente relativas a la presión de trabajo y a la migración del producto transportado.
En lo que se refiere al método Petzetakis correspondiente a la patente US 3 416 982 cabe mencionar que solo permite introducir un refuerzo textil después de la formación del tubo, conseguido igualmente mediante el enrollado en espiral o helicoidal de una banda o tira de material termoplástico.
En este método, al igual que en el anterior, el centro de la producción está ocupado con calibradores con cintas de desplazamiento longitudinal lo que imposibilita la llegada del tubo ya con el refuerzo textil.
Mediante este método solo es posible producir tuberías con espiral interna y con refuerzo textil externo (pero no es posible un refuerzo textil interno). La principal limitación de esta técnica es que el producto final nunca puede aguantar presiones elevadas debido a que la espiral rígida en plástico es interna y no tiene resistencia para ello. Además el producto final sufre el mismo problema con las líneas de soldadura que el del método Kanaflex comentado anteriormente.
El método Petzetakis, también presenta el inconveniente de que el eje de producción está ocupado con la formación de la espiral y, la introducción de un refuerzo textil solo podría realizarse sobre una espiral rígida previamente producida.
Los dispositivos utilizados para la fabricación de los tubos de material plástico incorporan adicionalmente y de forma habitual algún tipo de calibrador para determinar el diámetro interior del tubo, encontrándose descrito por ejemplo en el documento US 3 395 205 un calibrador interno de tubos y mangueras estruidas.
Descripción de la invención.
El objetivo de la presente invención es el desarrollo de un dispositivo y un método para la fabricación de un tubo carente de líneas de soldadura y que por tanto no
presente las debilidades físicas y químicas de los antecedentes citados y con un tiempo de vida considerablemente mayor.
La invención también incluye el tubo obtenido mediante dichos método y sistema de producción.
Mediante esta invención es posible fabricar tubos capaces de alcanzar presiones más elevadas que con los dos métodos mencionados anteriormente, ya que el cuerpo del tubo se forma en continuo, por extrusión y no presenta las soldaduras helicoidales de los antecedentes citados; y a que no existen limitaciones en cuanto al número de hilos y densidad lineal de un refuerzo textil incluido en el mismo, ni limitaciones en cuanto a su paso, número de hilos (refuerzo textil longitudinal y circular).
El método de la invención también contempla la posibilidad de fabricar los tubos con más de una capa de refuerzo textil, realizándose la producción en continuo y añadiendo en la superficie exterior del tubo una espiral de plástico rígido.
Otra de las particularidades de esta invención es que permite utilizar otros tipos de materiales en coextrusión, para lograr unas prestaciones mejoradas tanto desde el punto de vista físico como químico.
Al realizar el tubo mediante coextrusión es posible optimizar la combinación de materiales para producir tuberías más económicas.
Otro de los objetivos de la presente invención es mantener libre el eje principal de la producción para facilitar la producción de toda la parte interior del tubo, contrariamente a lo que ocurre en los métodos Kanaflex y Petzetakis comentados anteriormente.
Esta característica de la producción permite, sin necesidad de ocupar el eje de producción de la espiral rígida, hacer un tubo en continuo con un refuerzo textil interior y una espiral rígida exterior en material termoplástico.
Una de las ventajas proporcionadas por la presente invención es que permite la fabricación de tubos con refuerzo textil interno y con una espiral rígida externa de refuerzo en un material termoplástico.
Otra de las ventajas de la invención es que permite la construcción de tubos sin líneas de soldadura, más ligeros (con menos peso por metro) y más resistentes desde el punto de vista mecánico y químico que los tubos producidos mediante las tecnologías existentes.
Otra de las ventajas de la invención es que permite la construcción de los refuerzos textiles internos sin límite del número de hilos, paso ó método a utilizar (Defilé o Derulé) es decir, sin limitaciones de presión y vacío.
Otro de los objetivos de la invención es la posibilidad de utilizar cualquier tipo de material termoplástico para la producción del tubo.
En esta invención se incluyen tanto el método como el sistema para producir de forma continua tubos con un refuerzo textil interno y una espiral externa en plástico rígido, así como el tubo obtenido.
El método de la invención comprende: - la fabricación en continuo, mediante extrusión de un material plástico, de un cuerpo tubular conformante de una superficie interior del tubo; - el trenzado en continuo sobre dicho cuerpo tubular de una capa de refuerzo textil; - la aplicación en continuo sobre dicha capa de refuerzo textil de un recubrimiento tubular de material plástico conformante...
Reivindicaciones:
1.- Método para producir de forma continua tubos con un refuerzo textil interno y una espiral externa en plástico rígido: comprendiendo dicho tubo (1) una configuración tubular con varias capas de material; caracterizado porque comprende:
- la fabricación en continuo, mediante extrusión de un material plástico, de un cuerpo tubular (11) conformante de una superficie interior del tubo (1);
- el trenzado en continuo sobre dicho cuerpo tubular de una capa de refuerzo textil
(12);
- la aplicación en continuo sobre dicha capa de refuerzo textil (12) de un recubrimiento tubular (13) de material plástico conformante de una superficie exterior del tubo (1);
- la aplicación sobre el recubrimiento tubular (13) de material plástico, durante el avance longitudinal del tubo (1) y mediante un cabezal giratorio (7), de un cordón de material termoplástico que conforma en la superficie exterior del tubo (1) una espiral rígida (14) de refuerzo.
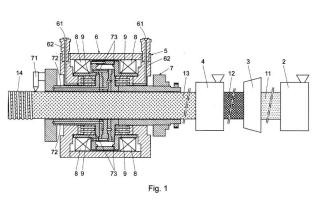
2.- Sistema para producir de forma continua tubos con un refuerzo textil interno y una espiral externa en plástico rígido, de acuerdo con el método de la reivindicación anterior; comprendiendo dicho sistema unos medios para la conformación de un tubo con varias capas de material; caracterizado porque comprende, alineados en dirección longitudinal:
- un primer cabezal de extrusión (2) de material plástico para la formación en continuo, sobre un calibrador interior, de un cuerpo tubular (11) conformante de la superficie interior del tubo (1);
- una trenzadora (3) adecuada para el trenzado en continuo de una capa de
refuerzo textil (12) sobre el cuerpo tubular (11);
- un segundo cabezal de extrusión (4) para la aplicación en continuo de un recubrimiento tubular (13) de material plástico sobre la capa de refuerzo textil (12)
y;
- un dispositivo aplicador (5) de una espiral rígida (14) de refuerzo, de material plástico sobre el recubrimiento tubular (13); cuyo dispositivo aplicador comprende:
- una carcasa exterior (6) fija con unas entradas (61) del material plástico destinado a conformar la espiral rígida (14) hacia unos primeros canales (61) de alimentación; y
- un cabezal giratorio (7), de configuración tubular, montado axialmente en la carcasa exterior (6) y que comprende un pasaje Interior para el paso del tubo (1) en producción, una boquilla (71) aplicadora de un cordón de material termoplástico que conforma en la superficie exterior del tubo (1) una espiral rígida (14), y unos segundos canales de alimentación (72) interiores que conectan dicha boquilla (71) aplicadora con unas zonas de transición (9) del material plástico entre los primeros (62) y los segundos (72) canales de alimentación de la carcasa exterior (6) y del cabezal giratorio (7).
3.- Sistema, según la reivindicación 2, caracterizado porque las
entradas (61) de material plástico a la carcasa exterior (6) se encuentran dispuestas en zonas próximas a los extremos opuestos de dicha carcasa exterior (6); estando constituidas las zonas de transición (9) del material plástico entre la carcasa exterior (6) y el cabezal giratorio (7), por unos anillos (73) montados sobre una zona intermedia del cabezal giratorio (7) y que definen en dos caras opuestas unas zonas de comunicación de los segundos canales (72) de alimentación del cabezal giratorio (7), con los primeros canales (62) de la carcasa fija (6) correspondientes a las respectivas entradas (61) de material plástico a dicha carcasa exterior (6).
4.- Un tubo con un refuerzo textil interno y una espiral externa en
plástico rígido; del tipo de los que comprenden un cuerpo tubular con un refuerzo textil; caracterizado porque comprende: cuerpo tubular (11) continuo, de material plástico, conformante de una superficie interior del tubo (1); una capa de refuerzo textil (12) trenzada exteriormente sobre el cuerpo tubular (11); un recubrimiento tubular (13), continuo, de material plástico dispuesto sobre dicha capa de refuerzo textil (12) conformando una superficie exterior del tubo (1); y una espiral rígida (14) de refuerzo conformada en un material termoplástico y dispuesta sobre el recubrimiento tubular (13) continuo conformante de la superficie exterior del tubo (1)-
Patentes similares o relacionadas:
 Válvula transcatéter de eversión, del 29 de Julio de 2020, de W.L. GORE & ASSOCIATES, INC.: Una válvula transcatéter que comprende:
un marco de varias partes que comprende un marco de valva y un marco de cuerpo, en el que el marco de cuerpo […]
Válvula transcatéter de eversión, del 29 de Julio de 2020, de W.L. GORE & ASSOCIATES, INC.: Una válvula transcatéter que comprende:
un marco de varias partes que comprende un marco de valva y un marco de cuerpo, en el que el marco de cuerpo […]
Revestimiento reforzado con fibras no tejidas para tuberías de PRFV resistentes a impacto, del 15 de Julio de 2020, de Amiblu Technology AS: Un revestimiento de tuberia de plastico reforzado con vidrio que comprende una capa B) que consiste en una capa de cobertura reforzada con fibras no tejidas, estando formada la […]
Tubo expandible que incluye un revestimiento para restaurar un conducto, del 1 de Julio de 2020, de Recyca-Pipe of America L.L.C: Una tubería expandible para restaurar una tubería dañada, que comprende: - un revestimiento formado por un poliuretano termoplástico, […]
Método para la laminación de una película tubular, del 4 de Marzo de 2020, de Buergofol GmbH: Método para la laminación de una película tubular con un material absorbente de resinas o líquidos para su uso en un revestimiento tubular para el saneamiento […]
Método de acondicionamiento de un tubo de respiración, del 26 de Febrero de 2020, de NDD MEDIZINTECHNIK AG: Método de acondicionamiento de un tubo de respiración para su uso en el diagnóstico de la función pulmonar, en el que al menos una sección de un tubo […]
Tubo flexible multicapa, del 11 de Diciembre de 2019, de SAINT-GOBAIN PERFORMANCE PLASTICS CORPORATION: Un tubo flexible que comprende: una primera capa que comprende un material de poliolefina que tiene un módulo de flexión no mayor de 150 MPa, determinado de acuerdo […]
Perfilado de tubos, del 23 de Octubre de 2019, de Crawley, Alan Mark: Un producto perfilado tubular termoformado que comprende: - una primera sección (147a) de producto tubular; - una segunda sección […]
Sistema y método de fabricación de artículos de espuma cilíndricos, del 16 de Octubre de 2019, de Floracraft Corp: Un aparato adecuado para producir un artículo de espuma cilíndrico, comprendiendo el aparato: un troquel que tiene un canal […]