CIP-2021 : B29D 23/18 : Mangueras plisadas.
CIP-2021 › B › B29 › B29D › B29D 23/00 › B29D 23/18[1] › Mangueras plisadas.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00).
B29D 23/00 Fabricación de objetos tubulares (B29D 24/00 tiene prioridad).
B29D 23/18 · Mangueras plisadas.
CIP2021: Invenciones publicadas en esta sección.
Mejoras relacionadas con tubos flexibles.
(05/07/2017) Tubo flexible que comprende una parte de tubo flexible tubular formada por mandril que se extiende de manera continua entre dos piezas de extremo , en el que la parte de tubo flexible tubular comprende:
una capa corrugada o convoluta tubular interior que comprende una pluralidad de secciones de acero corrugadas o convolutas (212a) sujetas extremo a extremo de una manera paralela axial tal como por soldadura;
una capa de acero corrugada o convoluta tubular exterior dispuesta alrededor de la capa corrugada o convoluta tubular interior;
una capa aislante entre las capas corrugadas o convolutas tubulares…
Cuerpo de moldeo tubular flexible, tal como un fuelle de ondas, y procedimiento para su fabricación.
(31/08/2016) Cuerpo de moldeo tubular flexible con una superficie de pared con un perfil de onda, tal como un fuelle de ondas , para aspiración de aire, turbosobrealimentación, circuitos de agua de refrigeración y de aceite y climatización para la aplicación en la construcción de vehículos, industria naval, construcción mecánica y construcción aeronáutica,
componiéndose la superficie de pared circunferencial del cuerpo de moldeo de varios insertos de soporte de resistencia (30; 30'),
componiéndose cada inserto de soporte de resistencia (30; 30') del cuerpo de moldeo de hilos o fibras o hilos cord incrustados en un material vulcanizable,…
Procedimiento y dispositivo para fabricar un tubo termoplástico de doble pared con un manguito de acoplamiento.
(12/02/2014) Procedimiento para fabricar un tubo termoplástico de doble pared con un manguito de acoplamiento a) extrudiéndose un primer tubo en un túnel conformador , formado al menos por una fila de moldes guiados en una vía; b) dándole al primer tubo una forma ondulada en, al menos, una primera sección y expandiéndolo en un manguito de acoplamiento en, al menos, una segunda sección; c) extrudiéndose un segundo tubo en el primer tubo y presionándose contra los senos de las ondas del primer tubo ; d) solicitándose el espacio (A) entre los dos tubos con una presión p1, superior a la presión atmosférica, mientras que al primer tubo se le está dando una forma ondulada y el segundo tubo está siendo extrudido en el primero; e) solicitándose el espacio (A) entre los dos tubos , en un momento…
UTILIZACION DE POLIESTERES COMO AGENTES DE DESLIZAMIENTO Y SEPARACION PARA CUERPOS MOLDEADOS DE GOMA.
(01/12/2005). Solicitante/s: GOLDSCHMIDT GMBH. Inventor/es: BEGOIHN, UWE, DORRBECKER, FRED, FELDMANN-KRANE, GEORG, DR., LAMMERTING, HELMUT.
Utilización de poliésteres a base de por lo menos un poli(alquilenglicol) y por lo menos un ácido dicarboxílico como agente de deslizamiento y separación para cuerpos moldeados de goma y caucho, en particular para mangueras curvadas, caracterizado porque los poliés teres constituyen unos productos de condensación líquidos a la temperatura ambiente a base de: a) por lo menos un poli(alquilenglicol) de la fórmula (I) HO-(CH2-CH2-O)a-(CH2-CH(CH3)-O)bH (I) con a = 4 a 16, b = 0 a 4, y b) por lo menos un ácido dicarboxílico de la fórmula (II) HOOC-(CH2)c-COOH (II) con c = 2 a 8 y c) ácido glicólico y/o ácido láctico.
METODO DE FABRICACION DE UN TUBO FLEXIBLE Y UN TUBO FABRICADO MEDIANTE ESTE METODO.
(16/06/2005) Método de fabricación de un tubo flexible para alojar líneas que contienen al menos un elemento de transmisión, con el que un tubo corrugado se forma a partir de una banda corrugada en dirección longitudinal, de manera que los bordes del tubo que se extienden longitudinalmente no están conectados entre sí, y que está condicionado de tal manera que los bordes que se extienden longitudinalmente tras extender los mismos para recibir una abertura, vuelven automáticamente a su posición inicial cuando ya no se aplica la fuerza de doblado, caracterizado porque - en primer lugar se unen entre sí continuamente con firmeza una banda plástica y una banda metálica en su dirección longitudinal para formar una banda híbrida, - a continuación se presionan unas ranuras paralelas en la banda híbrida perpendicular…
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO ONDULADO CON UNA ABERTURA EN FORMA DE RANURA QUE DISCURRE A LO LARGO DE UNA LINEA DE LA ENVOLTURA.
(16/06/2004) Procedimiento para la fabricación de un tubo ondulado estable de forma, formado por material plástico y, en particular, previsto como envoltura protectora de conductos eléctricos, con una abertura en forma de ranura , que discurre a lo largo de una línea de la envoltura, en el que al tubo ondulado , una vez extruido y provisto de crestas y senos en un corrugador, se le practica un corte con una cortadora a lo largo de una línea cualquiera de la envoltura, caracterizado porque la dirección del corte discurre bajo un ángulo creciente o decreciente que respecto a su inclinación, se encuentra entre un radio del tubo ondulado o en la tangente del tubo ondulado es decir, como corte al bies, y el tubo ondulado cortado se…
DISPOSITIVO PARA FABRICAR TUBOS DE PLASTICO TERMOPLASTICO CON PERFILADO TRANSVERSAL.
(16/06/2001). Solicitante/s: HEGLER, RALPH PETER, DR. Inventor/es: HEGLER, RALPH PETER.
UN DISPOSITIVO PARA LA ELABORACION DE TUBOS A BASE DE MATERIAL SINTETICO TERMOPLASTICO CON PERFILACION TRANSVERSAL MUESTRA SOBRE UN TRAMO DE MOLDEO DE FORMA EMPAREJADA MITADES DE TRAMOS DE MOLDEO GUIADOS EN EL DESARROLLO DEL CICLO. SE HA PREVISTO UN DISPOSITIVO DE TRANSPORTE PARA RETORNO DE LAS MITADES DE TRAMOS DE MOLDEO, QUE SE CONFIGURAN SEGUN EL TIPO DE UNA GRUA DE PUENTE. SOBRE UNO DE LOS PUENTES DE TRANSPORTE QUE SE DISPONEN SOBRE LOS TRAMOS DE MOLDEO SE HAN PREVISTO DOS CARROS DE TRANSPORTE MOVILES UNO CON RESPECTO A OTRO Y EN CONTRASENTIDO CON RESPECTO A LA DIRECCION DE PRODUCCION, EN LOS QUE SE APLICA UN BRAZO DE TRANSPORTE DIRIGIDO HACIA LA PARTE INFERIOR CON UN DISPOSITIVO SOPORTE PARA CADA UNA DE LAS MITADES DE LOS TRAMOS DE MOLDEO.
PROCEDIMIENTO PARA FABRICAR TUBERIA CORRUGADA Y TUBERIA CORRUGADA FABRICADA MEDIANTE DICHO PROCEDIMIENTO.
(16/11/2000). Ver ilustración. Solicitante/s: UPONOR INNOVATION AB. Inventor/es: JARVENKYLA, JYRI, OLSSON, BJORN, SCHARWACHTER, DIETER, AGREN, LENNART.
LA INVENCION HACE REFERENCIA A UN METODO PARA FABRICAR UN TUBO CORRUGADO MULTICAPA Y A UN TUBO FABRICADO CON EL METODO, COMPRENDIENDO UN TUBO INTERIOR , UN TUBO CORRUGADO EXTERIOR Y UNA CAPA PLASTICA ENTRE AMBOS. SE FORMAN CAPAS SEPARADAS DE PLASTICO EN LA SUPERFICIE EXTERIOR DEL TUBO INTERIOR Y EN LA SUPERFICIE INTERIOR DEL TUBO EXTERIOR , ESTANDO DICHAS CAPAS SEPARADAS DE PLASTICO UNIDAS UNAS A OTRAS, AL MENOS, EN LAS ALMAS (5A) DE LAS ONDULACIONES DEL TUBO EXTERIOR CUANDO EL TUBO INTERIOR Y EL TUBO EXTERIOR SE UNEN.
PROCEDIMIENTO PARA PRODUCIR TUBERIAS EN CAPAS MULTIPLES ONDULADAS QUE TIENEN CARACTERISTICAS PLASTICAS DIFERENTES.
(01/03/2000). Solicitante/s: ITT MANUFACTURING ENTERPRISES, INC.. Inventor/es: MITCHELL, FRANK L., NOONE, DAVID, L.
UN METODO PARA PRODUCIR TUBOS POLIMERICOS QUE RESISTE LA PENETRACION DE MATERIAL ORGANICO CONTENIDO EN LOS MISMOS Y QUE TIENE AL MENOS UNA REGION DEFINIDA POR UNA PLURALIDAD DE ESTRIAS ANULARES QUE SE EXTIENDEN HACIA FUERA. EN ESTE METODO, EL MATERIAL POLIMERICO CON UN PRIMER DIAMETRO EXTERNO Y COMPUESTO DE AL MENOS TRES CAPAS POLIMERICAS SUPERPUESTAS SE INTRODUCE EN UNA PIEZA DE MOLDE AL SALIR EL MATERIAL POLIMERICO TUBULAR DE UN DISPOSITIVO DE EXTRUSION ADECUADO. LA SUPERFICIE DE MOLDE DEL DISPOSITIVO DE MOLDE TIENE AL MENOS UNA REGION DEFINIDA POR UNA DEPRESION ANULAR EN UNA SUPERFICIE ESENCIALMENTE CILINDRICA. CUANDO SE INTRODUCE EL MATERIAL TUBULAR , SE EXPANDE A UN SEGUNDO DIAMETRO EXTERIOR DE FORMA QUE EL MATERIAL TUBULAR CONTACTA LA SUPERFICIE DEL MOLDE DEFORMADAMENTE. EL MATERIAL TUBULAR ONDULADO SALE ENTONCES DEL DISPOSITIVO DE MOLDE DESPUES DE COMPLETAR LA FASE DE EXPANSION.
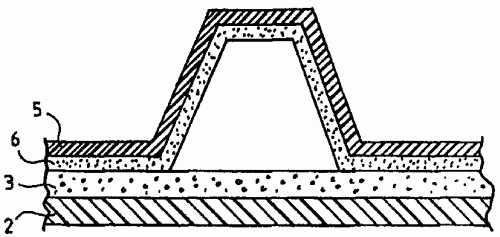
PROCESO Y DISPOSITIVO PARA LA FABRICACION CONTINUA DE UN TUBO COMBINADO CON UNA PARTE EXTERIOR EN ESENCIA LISA.
(16/04/1998). Solicitante/s: HEGLER, RALPH-PETER, DR.-ING.. Inventor/es: HEGLER, RALPH PETER, HEGLER, WILHELM.
PARA LA FABRICACION CONTINUA DE UN TUBO COMBINADO COMPUESTO DE UN TUBO INTERIOR LISO Y DE UN TUBO EXTERIOR SOLDADO CON EL TUBO INTERIOR, PROVISTO CON ACANALADURAS TRANSVERSALES , CON UNA ZONA EXTERIOR EN ESENCIA LISA (EXTREMO AFILADO 46), SE EXTRUSIONAN UNA MANGUERA EXTERIOR Y DENTRO DE ESTA UNA MANGUERA INTERIOR . DURANTE LA FABRICACION DE LA ZONA EXTERIOR EN ESENCIA LISA (EXTREMO AFILADO 46), SU PARED EXTERIOR SE DESCARGA DE PRESION POR CAMARAS DE COMPENSACION.
APARATO PARA FABRICAR CONTINUAMENTE UN TUBO ONDULADO.
(01/07/1996) UN APARATO PARA FABRICAR CONTINUAMENTE UN TUBO ONDULADO QUE TIENE UNA SUPERFICIE INTERIOR LISA Y UNA PARED EXTERIOR ONDULADA. EL APARATO ESTA COMPUESTO DE UN CONJUNTO DE RODILLOS CONSTITUIDO POR UNA PLURALIDAD DE PRIMEROS RODILLOS NERVADOS Y UNA PLURALIDAD DE SEGUNDOS RODILLOS DE SUPERFICIE LISA, CADA UNO DE LOS CUALES CONSTITUYE UNA PROLONGACION DE LOS PRIMEROS RODILLOS. CADA UNO DE LOS PRIMEROS RODILLOS ES HECHO GIRAR A LA MISMA VELOCIDAD, MIENTRAS QUE CADA UNO DE LOS SEGUNDOS RODILLOS TIENE UN ARBOL QUE PASA A TRAVES DEL PRIMER RODILLO Y ES HECHO GIRAR A LA MISMA VELOCIDAD MAS RAPIDAMENTE QUE LOS PRIMEROS RODILLOS POR LA ROTACION DEL ARBOL. UNA PRIMERA TIRA DE RESINA SINTETICA ES ALIMENTADA A ENCIMA DE LOS PRIMEROS…
MEJORAS EN TUBERIAS DE PLASTICO.
(01/10/1995). Solicitante/s: ANDREW JOHN WHITWORTH, AND DOROTHY WHITWORTH, IN PARTNERSHIP AS GRANGE TUBES. Inventor/es: WITHWORTH, ANDREW JOHN.
UNOS TUBOS DE PLASTICO CORRUGADO QUE PUEDEN CORRUGARSE EN SU SUPERFICIE INTERIOR ASI COMO EN LA EXTERIOR, TIENE CORRUGACIONES QUE DEFINEN UNA SERIE DE PICOS Y DE RAICES SITUADAS A LO LARGO DEL TUBO. EL GROSOR (W SUB 1) DE LAS PAREDES DE LAS RAICES SE REDUCE DESDE UN GROSOR ESTANDAR (W SUB 0) O EL GROSOR MAXIMO DE LA PARED W. EL TUBO ESTA FABRICADO AL COMPRIMIRLO EN LA REGION DE LA PARED DE LA RAIZ DE FORMA QUE DESPLACE EL MATERIAL DE ESA REGION. AL APLICAR UNA FUERZA DE COMPRESION SUFICIENTE PARA HACER QUE LOS PLASTICOS DEL TUBO VAYAN MAS ALLA DE SU PUNTO DE ELASTICIDAD, SE PODRA OBTENER UNAS PROPIEDADES BENEFICIOSAS.
TUBO FLEXIBLE CAPAZ DE ADOPTAR DIVERSAS FORMAS Y DE MANTENER LA CURVATURA, Y METODO PARA FABRICARLO.
(16/05/1990). Solicitante/s: THE GATES RUBBER COMPANY. Inventor/es: NEAVES, LARRY E.
TUBO FLEXIBLE CAPAZ DE ADOPTAR DIVERSAS FORMAS Y DE MANTENER LA FORMA QUE SE LE DE, CON UN TUBO PREVULCANIZADO EN UNA DE SUS PAREDES Y UNA BARRA QUE PUEDE CAMBIAR DE FORMA INSERTADA EN EL TUBO PREVULCANIZADO. METODO PARA FABRICARLO PONIENDO AL MENOS UN TUBO PREVULCANIZADO EN LA PARED DEL TUBO FLEXIBLE MIENTRAS DICHA PARED ESTA FORMANDOSE, VULCANIZANDO EL TUBO FLEXIBLE CON EL TUBO PREVULCANIZADO EN LA PARED E INSERTANDO UNA BARRA QUE PUEDE ADOPTAR DIVERSAS FORMAS EN UNA PARTE DEL TUBO PREVULCANIZADO.
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS RIGIDOS O SEMIRRIGIDOS CON ZONAS FLEXIBLES, Y TUBO OBTENIDO MEDIANTE LA PRACTICA DE DICHO PROCEDIMIENTO.
(01/11/1989). Ver ilustración. Solicitante/s: PERFILS TECNICS, S.A. "PERTECSA". Inventor/es: REIG VERDU,ANTONIO.
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS RIGIDOS O SEMIRRIGIDOS CON ZONAS FLEXIBLES, Y TUBO OBTENIDO MEDIANTE LA PRACTICA DE DICHO PROCEDIMIENTO. EL PROCEDIMIENTO COMPRENDE EFECTUAR UNA DEFORMACION IRREVERSIBLE CONSTITUIDA POR UNA PLURALIDAD DE SEGMENTOS ANULARES DE CONFIGURACION EQUIVALENTE, DE FORMA, DIMENSIONES Y NUMERO PROPORCIONALES A LA DEFORMACION PREVISTA EN CADA ZONA A TENOR DE ANGULO DE FLEXION A REALIZAR, OBTENIENDOSE LOS MENCIONADOS SEGMENTOS MEDIANTE LA APLICACION EXTERIOR A LAS PAREDES DEL TUBO Y EN LAS ZONAS INTERESADAS DE PARES DE RODILLOS DE EJES PARALELOS ENTRE SI Y AL EJE DEL TUBO, COMPORTANDO CADA UNO DE DICHOS RODILLOS POR LO MENOS UNA GARGANTA DE FORMA Y DIMENSIONES CORRESPONDIENTES A LAS DE LA DEFORMACION A PRODUCIR EN EL TUBO, EN CONJUGACION CON UN NUCLEO CILINDRICO INTRODUCIDO EN EL TUBO EN TRATAMIENTO Y QUE COMPORTA, EN CORRESPONDENCIA CON LOS RODILLOS, SEGMENTOS ANULARES.
PIEZA FLEXIBLE PARA CIRCUITOS DE CONDUCCION DE GASES Y LIQUIDOS, PROCEDIMIENTO PARA SU OBTENCION Y DISPOSITIVOS PARA LA PUESTA EN PRACTICA DE DICHO PROCEDIMIENTO.
(16/05/1989). Solicitante/s: INDUSTRIAL FLEXO, S.A.. Inventor/es: FINESTRA LAX, MIGUEL ANGEL.
PIEZA FLEXIBLE PARA CIRCUITOS DE CONDUCCION DE GASES Y LIQUIDOS CONSTITUIDA POR UN ELEMENTO TUBULAR DE ELASTOMERO, SIN O CON REFUERZO TEXTIL, CON ONDULACIONES DE RADIOS DE CURVATURA IGUALES O VARIABLES. EL ELEMENTO TUBULAR Y SUS ONDULACIONES SON DE SECCION UNIFORME EN TODAS SUS GENERATRICES. LA PIEZA SE CONFORMA DIRECTAMENTE SIENDO ENVOLVENTE DE UN NOYO CON PERFORACIONES Y ONDULACIONES EXTERIORES, APLICANDOSE EXTERIORMENTE EL VAPOR A PRESION. CON ONDULACIONES DEL NOYO INTERIORES, EL TUBO SE DISPONE EN EL INTERIOR DEL NOYO Y LA MAYOR PRESION ACTUA DESDE EL INTERIOR DEL NOYO Y LA CONFORMACION ES INVERSA. LOS NOYOS SE INTRODUCEN EN AUTOCLAVE, Y LA VULCANIZACION Y ADAPTACION DE LAS PAREDES DEL TUBO SE EFECTUA SOBRE LAS ONDULACIONES EXTERNAS O INTERNAS DEL NOYO EN VIRTUD DE LAS DIFERENCIAS DE PRESIONES ENTRE INTERIOR Y EXTERIOR. LA ZONA DE MENOR PRESION ESTA COMUNICADA CON LA ATMOSFERA.
PROCEDIMIENTO DE OBTENCION DE UNA MANGUERA PARA RIEGO POR GOTEO.
(16/06/1985). Solicitante/s: I.T.W. ESPAÑA, S.A..
PROCEDIMIENTO DE OBTENCION DE UNA MANGUERA PARA RIEGO POR GOTEO.CONSISTE EN OBTENER, A PARTIR DE UNA EXTRUSORA DE PLASTICO, DOS LAMINAS SUPERPUESTAS, QUE SON SOMETIDAS INMEDIATAMENTE A UNA FASE DE CONFORMADO . A CONTINUACION, AMBAS LAMINAS SON SOMETIDAS A UNA FASE DE SOLDADURA , Y TRAS UNA FASE DE ENFRIAMIENTO , AL BOBINADO TERMINAL DE LA MANGUERA ACABADA. LA FASE DE SOLDADURA SE EFECTUA SOMETIENDO LAS LAMINAS A LINEAS DE SOLDADURA LONGITUDINALES, CON LO QUE SE LAS CONVIERTE EN UN CUERPO TUBULAR CON UNA CAMARA DE CIRCULACION, Y UNA O DOS CAMARAS LATERALES DE PERDIDA DE CARGA.
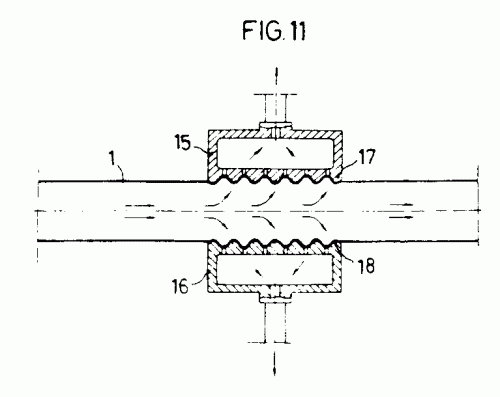
PROCEDIMIENTO Y APARATO PARA FRUNCIR ENVOLTURAS TUBULARES.
(01/04/1985). Solicitante/s: HOECHST AKTIENGESELLSCHAFT.
PROCEDIMIENTO Y APARATO PARA FUNDIR ENVOLTURAS TUBULARES.CONSISTENTE EN QUE EN LA REGION DE FRUNCIDO, LA PARTE DE ENVOLTURA FRUNCIDA ESTA SOPORTADA INTERNAMENTE DE UNA MANERA NO POSITIVA, MIENTRAS QUE DESPUES DE LA REGION DE SEPARACION ESTA SOPORTADA INTERNAMENTE DE UNA MANERA FLOJA Y CONTINUA, Y GRACIAS A LA ROTACION DEL SOPORTE INTERNO NO POSITIVO, LA PARTE DE ENVOLTURA FRUNCIDA ESTA OBLIGADA A GIRAR ALREDEDOR DE SU EJE LONGITUDINAL DURANTE LA ACCION DE LA FUERZA DE FRUNCIDO Y ESTA COMPRIMIDA SIMULTANEAMENTE DE MANERA DENSA CONTRA UN DISPOSITIVO DE CONTRAFUERZA QUE RETROCEDE.
DISPOSITIVO PARA EL FRUNCIDO AXIAL DE MATERIAL TUBULAR SINTETICO, EN ESPECIAL TRIPAS SINTETICAS PARA LA FABRICACION DE EMBUTIDOS.
(01/06/1983). Solicitante/s: GUNTER KOLLROSS.
DISPOSITIVO PARA EL FRUNCIDO AXIAL DE MATERIAL TUBULAR SINTETICO, EN ESPECIAL TRIPAS SINTETICAS PARA LA FABRICACION DE EMBUTIDOS. CONSTA DE UN TUBO DE FRUNCIDO CILINDRICO HUECO PROVISTO DE INYECCION DE AIRE DE HINCHAMIENTO EN SU INTERIOR PARA HINCHAR EL MATERIAL TUBULAR SINTETICO UTILIZADO EN LA FABRICACION DE EMBUTIDOS; DE CUATRO RUEDAS DE FRUNCIDO DE FORMA IDENTICA QUE ESTAN REPARTIDAS SOBRE LA PERIFERIA DEL TUBO DE FRUNCIDO ; DE CUATRO CUBOS SOBRE CADA UNO DE LOS CUALES SE MONTA LA RESPECTIVA RUEDA DE FRUNCIDO , ESTANDO EL CONJUNTO DE CUBO Y RUEDA MONTADO SOBRE UN EJE TRANSVERSAL CON RELACION AL EJE DEL TUBO DE FRUNCIDO ; Y DE DIENTES PLANOS DE PARED DELGADA, HECHOS DE MATERIAL ELASTICO TAL COMO CAUCHO SINTETICO, QUE SE EXTIENDEN RADIALMENTE SOBRE LA PERIFERIA DE LOS RESPECTIVOS CUBOS.
APARATO PARA EL ARRUGADO TRANSVERSAL DE TUBOS DE MATERIAL PLASTICO,ESPECIALMENTE CAÑAS SUCCIONADORAS PARA BEBIDAS.
(16/07/1981) 1.Aparato para el arrugado transversal de tubos de material plástico, especialmente cañas succionadora para bebidas, que se caracteriza esencialmente por el hecho de estar constituido por cuatro cuerpos cilíndricos fundamentales, de ellos central y los otros tres situados entre sí a 120 grados y paralelos al aludido, el cual, por uno de sus extremos, se halla acoplado a un medio motor adecuado, en tanto que los restantes cuerpos son locos y están conectados a un sistema mecánico de traslación que les permite aproximarse radialmente al cuerpo central y alejarse del mismo, apareciendo en todos los cuatro cilindros referidos una serie de nervios o estrías anulares transversales periféricas de sección dentada apropiada, las cuales son iguales en dichos cuerpos y se corresponde exactamente, pero de modo intercalado,…
PROCEDIMIENTO PARA LA FABRICACION DE UNA LONGITUD DE TUBERIA DE MATERIAL TERMOPLASTICO DE SECCION TRANSVERSAL CIRCULAR.
(16/06/1981). Solicitante/s: IMI YORKSHIRE IMPERIAL PLASTICS LIMITED,FORMERLY Y.
PROCEDIMIENTO PARA LA FABRICACION DE TUBERIA CIRCULAR EN MATERIAL TERMOPLASTICO (P.V.C). CONSISTE EN REALIZAR SECUENCIALMENTE LAS SIGUIENTES OPERACIONES: INTRODUCIR EL TUBO DE MATERIAL EN BRUTO EN EL MOLDE , DE FORMA QUE SU LONGITUD SEA SUPERIOR A LA DE ESTE; BAJAR EL MOLDE A LA ALTURA DE LOS TOPES DE FORMA QUE EL TUBO QUEDE CENTRADO; ACERCAR LOS TOPES PARA QUE EL TUBO ENTRE EN LOS MANDRILES ; BAJAR EL MOLDE A LA POSICION DE TRABAJO CENTRADO CON LOS TOPES Y CERRAR ESTOS; INTRODUCIR AGUA CALIENTE (90 GC) A PRESION POR CONDUCTOS NO DESCRITOS EN EL INTERIOR DEL TUBO PARA QUE SE EXPANDA HASTA EL DIAMETRO DEL MOLDE; ENFRIAR CON INYECCION DE AGUA FRIA; RETIRAR LOS TOPES, QUITANDO PRIMERO EL TOPE CON MANGUITO Y HACIENDO BASCULAR EL MOLDE HACIA EL LADO DEL OTRO TOPE PARA ELIMINAR LOS RESTOS DE AGUA ANTES DE SOLTAR EL TOPE ; CORTAR LOS EXTREMOS NO EXPANDIDOS Y EXTRAER EL TUBO.
PERFECCIONAMIENTOS EN APARATOS PARA LA FABRICACION DE TUBERIA DE MATERIAL TERMOPLASTICO.
(16/06/1981). Solicitante/s: IMI YORKSHIRE IMPERIAL PLASTICS LIMITED,FORMERLY Y.
MOLDE PARA LA FABRICACION DE TUBERIAS CIRCULARES DE MATERIAL TERMOPLASTICO (P.V.C.), ASI COMO SISTEMA DE SUMINISTRO DE FLUIDO PRESURIZADO. EL MOLDE ESTA FORMADO POR UN CUERPO CENTRAL CILINDRICO , EN UNO DE CUYOS EXTREMOS TIENE DOS ENSANCHES PARA DAR FORMA A UN MANGUITO EN EL EXTREMO DEL TUBO A FABRICAR Y A UNA RANURA DE ACOPLAMIENTO, RESPECTIVAMENTE. EXISTEN TOPES CON MANDRILES DE FIJACION DEL TUBO EN BRUTO . HAY, ADEMAS, ORIFICIOS PARA LA ENTRADA Y SALIDA DE AGUA, ASI COMO VALVULAS DE PRESION PARA LA MISMA FUNCION. EL SISTEMA DE BOMBEO DE FLUIDO CONSTA DE UN DEPOSITO DE AGUA CALIENTE CON BOMBAS DE BAJA PRESION Y ALTA PRESION, VALVULA DE ESTRANGULAMIENTO PROGRESIVO PARA AUMENTO DE LA PRESION DEL CIRCUITO, DEPOSITO DE AGUA A TEMPERATURA AMBIENTE Y CIRCUITO DE TUBERIAS CORRESPONDIENTE. EXISTEN MOLDES CON TOPES DE DIFERENTES FORMAS.
PERFECCIONAMIENTOS EN APARATOS PARA LA FABRICACION DE UNA LONGITUD DE TUBERIA DE MATERIAL TERMOPLASTICO DE SECCION TRANSVERSAL CILINDRICA.
(16/06/1981). Solicitante/s: IMI YORKSHIRE IMPERIAL PLASTICS LIMITED,FORMERLY Y.
APARATO PARA FABRICAR TUBERIAS CILINDRICAS DE MATERIAL TERMOPLASTICO (P.V.C.). CONSTA DE UN MOLDE DE SECCION CILINDRICA CON UNA LIGERA CONICIDAD; DE DOS COLUMNAS DE FIJACION SOBRE LAS QUE SE DESLIZA EL MOLDE AL ACCIONAR LOS CILINDROS HIDRAULICOS , Y DE DOS TOPES CON CILINDROS HIDRAULICOS PARA CERRAR EL MOLDE Y QUE SE DESLIZA POR LOS CARRILES . LA TUBERIA EN BRUTO ES DE MAYOR LONGITUD QUE EL MOLDE. SU FIJACION SE HACE CON DISPOSITIVO DE SUJECION Y CON LOS MANDRILES , DE DIAMETRO IGUAL AL INTERIOR DEL TUBO. EL TOPE TIENE, INTERIORMENTE, FORMA DE MANGUITO PARA QUE LA TUBERIA TERMINE ASI EN UN EXTREMO. LA EXPANSION SE HACE CON AGUA CALIENTE INYECTADA. U.
UN DISPOSITIVO PARA LA FABRICACION DE TUBOS DE MATERIAL SINTETICO TERMOPLASTICO.
(01/04/1980) Un dispositivo para la fabricación de tubos de material sintético termoplástico, dotados de perfil transversal, en el que el tubo sale en estado plástico de la boquilla de extrusión, y con mitades de secciones de molde dispuestas en dos filas opuestas entre sí a continuación de la boquilla de extrusión y conducidas en ciclo, que a lo largo de un tramo de moldeo recto se complementan por parejas formando un molde hueco cerrado que, en su lado interior, está dotado de superficies de trabajo que moldean el perfil transversal, siendo cada una de las mitades de las secciones del molde de una fila, no unidas entre…
PROCEDIMIENTO DE FABRICACION DE TUBOS DE DRENAJE DE MATERIAL PLASTICO Y DISPOSITIVO PARA SU REALIZACION.
(01/01/1977). Solicitante/s: FRANKISCHE ISOLIERROHR-UND METALLWAREN WERKE G. K.
Resumen no disponible.
{kind=link}
{kind=link}