CIP-2021 : B29D 23/00 : Fabricación de objetos tubulares (B29D 24/00 tiene prioridad).
CIP-2021 › B › B29 › B29D › B29D 23/00[m] › Fabricación de objetos tubulares (B29D 24/00 tiene prioridad).
Notas[t] desde B21 hasta B32: CONFORMACION
B29D 23/14 · Pipas para puros o cigarros.
B29D 23/18 · Mangueras plisadas.
B29D 23/20 · Tubos flexibles deformables provisionalmente por presión, p. ej. para cosméticos.
B29D 23/24 · Tubos sin fin, p. ej. cámaras de aire para neumáticos.
CIP2021: Invenciones publicadas en esta sección.
(16/08/2000). Solicitante/s: LINDE AKTIENGESELLSCHAFT ELASTOGRAN GMBH. Inventor/es: KLANE, BERND, DIPL.-ING.
LA INVENCION SE REFIERE A UN METODO PARA DOSIFICAR FLUIDOS COMPRESIBLES, ESPECIALMENTE SUSTANCIAS PROPULSORAS COMO N SUB,2} O CO SUB,2}, PARA LO CUAL AL MATERIAL DE SOPORTE ENVIADO AL CONSUMIDOR DE ENERGIA (EXTRUSIONADORA, MAQUINA DE REACCION Y MOLDEO POR INYECCION RIM, INSTALACION DE BANDA DOBLE) SE LE AGREGA UNA SUSTANCIA PROPULSORA A ALTA PRESION. LA CANTIDAD DE SUSTANCIA PROPULSORA SE AJUSTA MEDIANTE UNA VALVULA DE REGULACION DE PRESION (V) CAPAZ DE MANTENER CONSTANTE LA DIFERENCIA DE PRESION POR MEDIO DE UN ESTRANGULADOR (D) FIJO, REGULANDOSE LA DIFERENCIA DE PRESION EN FUNCION DEL FLUJO DE PASO (X) DE LA SUSTANCIA PROPULSORA. DE ACUERDO CON LA INVENCION, LAS VARIACIONES DE LA PRESION DE TRABAJO SE COMPENSAN RAPIDAMENTE SIN NECESIDAD DE ACTUAR SOBRE EL REGULADOR VOLUMETRICO DE PASO, REDUCIENDO ASI EL PELIGRO DE QUE DICHO REGULADOR SUFRA OSCILACIONES PENDULARES.
PRODUCTOS DE FLUOROPOLIMEROS (POR EJEMPLO, POLITETRAFLUOROETILENO) EXPANDIDOS DE POROSIDAD CONTROLADA Y SU FABRICACION.
(16/09/1999) UN METODO PARA FORMAR ARTICULOS POROSOS CON UNA DISTRIBUCION DE PORO VARIABLE MEDIANTE LA EXTRUSION DE UNA COLOCACION CON UNA DISTRIBUCION DE LUBRICANTE VARIABLE. UN POLITETRAFLUOROETILENO DE POLIMERO INDIVIDUAL SE EXTRUYE Y LUEGO SE ESTIRA Y SE SINTERIZA PARA PROPORCIONAR UNA ESTRUCTURA PTFE POROSA DIFERENCIAL COMPUESTA DE FIBRAS Y NODOS CONECTADOS UNOS A OTROS POR ESTAS FIBRAS. LA ESTRUCTURA MICROFIBROSA TIENE UNA PARTE DENTRO DE LA SECCION DIAGONAL QUE POSEE UN TAMAÑO DE PORO DIFERENTE, ACOMPAÑADO POR UN NODO DIFERENTE Y GEOMETRIA FIBROSA DE LAS AREAS ADYACENTES DENTRO DE LA SECCION TRANSVERSAL. SE FORMA UN TUBO , QUE TIENE NODOS ELONGADOS, FIBRILLAS , UNA SUPERFICIE INTERIOR Y UNA SUPERFICIE EXTERIOR , DE UN…
LIGANTE DE ADHERENCIA DEL PVDF, SU APLICACION COMO MATERIAL DE BARRERA Y MATERIALES OBTENIDOS A PARTIR DE ESTE.
(16/06/1999). Solicitante/s: ELF ATOCHEM S.A.. Inventor/es: BUSSI, PHILIPPE, LOREK, SERGE, RENOUARD, PHILIPPE.
LA INVENCION SE REFIERE A UN LIGANTE DEL PVDF QUE CONTIENE UNIDADES DE (ALQUIL)ACRILATO DE ALQUILO Y UNIDADES QUE LLEVAN UNA FUNCION ACIDA CARBOXILICA. ESTE LIGANTE, CONTENIENDO PVDF, FORMA UNA BARRERA CONTRA LOS HIDROCARBUROS. LA INVENCION SE REFIERE TAMBIEN A LOS MATERIALES QUE COMPRENDEN EL PRESENTE LIGANTE, PARTICULARMENTE LOS TUBOS DE GASOLINA FABRICADOS CON POLIAMIDA Y EL PRESENTE LIGANTE, EN CONJUNCION CON PVDF.
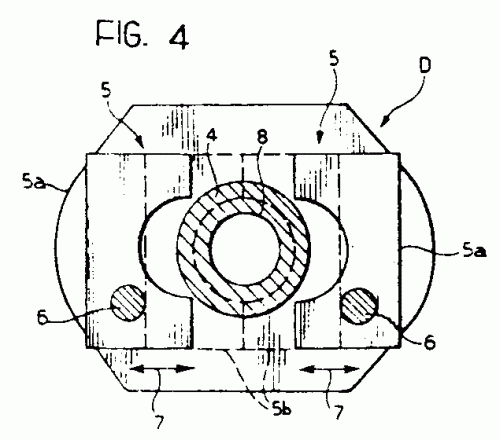
UN METODO Y UN DISPOSITIVO PARA PRODUCIR TUBERIAS FLEXIBLES DE CONEXION Y UNA TUBERIA FLEXIBLE ASI PRODUCIDA.
(01/11/1998). Ver ilustración. Solicitante/s: SAIAG INDUSTRIA SPA. Inventor/es: MOGAVERO, CESARE.
UN METODO Y UN DISPOSITIVO PARA PRODUCIR TUBERIAS FLEXIBLES DE CONEXION Y UNA TUBERIA FLEXIBLE ASI PRODUCIDA. UN DISPOSITIVO EXTRUIDOR (D) PRODUCE TUBERIAS FLEXIBLES DE CONEXION (T) QUE TIENEN PARTES (S) DE GROSOR AUMENTADO PARA FINES DE PROTECCION, PARA INSTALACION EN LOS COMPARTIMIENTOS DE MOTOR DE LOS VEHICULOS DE MOTOR. ESTE DISPOSITIVO (D) COMPRENDE DOS OBTURADORES MOVIBLES , CUYAS POSICIONES (5A, 5B) DEFINEN EL DIAMETRO EXTERIOR DE LA TUBERIA FLEXIBLE (T). ESTE DISPOSITIVO (D) PUEDE POR TANTO FORMAR UNA PROTECCION PARA LAS TUBERIAS FLEXIBLE (T) SIN OPERACIONES ADICIONALES, CON CLARAS VENTAJAS.
(16/10/1998). Solicitante/s: MILLIKEN EUROPE N.V. VREDESTEIN ICOPRO B.V. Inventor/es: DE MEYER, WILLY, COEHOORN, MARC P.
PRINCIPALMENTE PARA SER INCORPORADAS EN PRODUCTOS DE TELA REFORZADA COMO POR EJEMPLO MANGUERAS, UNA TELA DE MALLA CON FILAMENTOS COMPUESTA ADEMAS DE HEBRAS PORTADORAS DE ESTABILIZACION U OTROS MEDIOS ESTABILIZADORES QUE HACEN QUE LA TELA DE MALLA NO TENGA EN SUSTANCIA , ELASTICIDAD EN POR LO MENOS UNA DIRECCION Y SOBRE UNA VARIEDAD DE CONDICIONES, Y CUYO EFECTO PUEDE SER REDUCIDO O ELIMINADO BAJO SEGUNDAS CONDICIONES QUE NO AFECTAN A LA TELA DE MALLA. SE PUEDE FABRICAR UN PRODUCTO DE TELA REFORZADA EN EL CUAL, DESPUES DE HABERLE DADO FORMA, LA TELA CONTENGA ELEMENTOS ESTABILIZADORES ROTOS O DESHECHOS DE CUALQUIER OTRA MANERA, SIENDO ASI DIMENSIONALMENTE INESTABLE EN RELACION A LA TELA CUANDO ESTA ESTABILIZADA.
MEJORAS INTRODUCIDAS EN ACOPLADORES DE ELECTROFUSION O RELACIONADAS CON LOS MISMOS.
(16/10/1998) UN ACOPLADOR DE ELECTROFUSION, PARA CONECTAR TUBERIAS DE PLASTICO EXTREMO A EXTREMO, SE FORMA UTILIZANDO UN MANDRIL QUE TIENE EN LOCALIZACIONES SEPARADAS A LO LARGO DEL MISMO, UN PRIMER Y SEGUNDO SOPORTES TERMINALES QUE PUEDEN SER RETRAIDOS HACIA EL INTERIOR EN EL MANDRIL Y PUEDEN SER EXTENDIDOS HACIA FUERA DESDE LA SUPERFICIE PERIFERICA DEL MANDRIL. CADA SOPORTE TERMINAL PROPORCIONA UN DIAMETRO INTERIOR CIEGO O HUECO PARA RECIBIR UN PASADOR TERMINAL DE METAL MOLDEABLE , Y TIENE UNA ABERTURA DIAMETRAL QUE SE EXTIENDE A LO LARGO DEL EJE DEL DIAMETRO INTERIOR HASTA JUNTO DE SU EXTREMO CERRADO. UNA LONGITUD CONTINUA DE CABLE DE RESISTENCIA ELECTRICA SE EXTIENDE A TRAVES DE UN…
MEZCLAS DE POLIMEROS RESISTENTES A LA ABRASION.
(01/10/1998). Solicitante/s: TICONA GMBH. Inventor/es: JANSEN, BERND, NEUMANN, WOLFGANG, SCHLEICHER, ANDREAS, KULPE, JURGEN, SCHECKENBACH, HELMUT.
MEZCLAS DE POLIMEROS RESISTENTES A LA ABRASION COMPUESTAS DE (A) 75 HASTA 99 % EN PESO DE UN POLIMERO DE FLUOR CARBONO Y (B) 1 HASTA 25 % EN PESO DE UN SULFURO POLIARILENO OXIDADO Y, CON REFERENCIA A LA SUMA (A) + (B) (C) 0 HASTA 15 % EN PESO DE UN MATERIAL DE RELLENO. LA MEZCLA SIRVE PARA LA ELABORACION DE TUBOS DE REVESTIMIENTO PARA TRACCION BOWDEN, QUE SON RESISTENTES A LA PRESION Y A LA ABRASION.
(01/06/1998) 1. "HUSILLO PERFECCIONADO", DEL TIPO UTILIZADO EN LA EXTRUSION DE PLASTICOS, TERMOPLASTICOS, CAUCHOS, SILICONAS O CUALQUIER OTRO TIPO DE POLIMERO, Y ESPECIALMENTE INDICADO PARA LA EXTRUSION DE BOTELLAS TRANSPARENTES DE PET, CARACTERIZADO ESENCIALMENTE POR ESTAR CONSTITUIDO POR UN EJE CILINDRICO, EN EL QUE SE OBSERVAN CINCO TRAMOS BASICOS DIFERENCIADOS; EL PRIMER TRAMO DENOMINADO DE ALIMENTACION, ESTA CONFORMADO POR UNA ESPIRAL QUE TIENE UNA ENVERGADURA DE APROXIMADAMENTE SIETE PASOS DE LA ESPIRAL; EL SEGUNDO TRAMO, DESTINADO A REALIZAR UN PREPLASTIFICADO DE LA MATERIA, ESTA CONFORMADO POR UNA SEGUNDA ESPIRAL DE APROXIMADAMENTE CINCO PASOS DE ENVERGADURA Y PRESENTA UN SOLAPAMIENTO CON LA ANTERIOR ESPIRAL, EN LA CUAL EL CORDON DE PLASTICO SE DIVIDE…
JUNTA DE ACOPLAMIENTO DE TUBOS Y APARATO Y METODO PARA LA FABRICACION DE LA MISMA.
(16/11/1997). Solicitante/s: HILL 27 S.A. Inventor/es: JONES, GARY, CAWREY, PAUL.
APARATO PARA LA FABRICACION DE UNA JUNTA DE ACOPLAMIENTO DE TUBOS, DEL TIPO EN QUE LOS EXTREMOS DE TUBOS DE PLASTICO QUEDAN CONECTADOS DE MANERA ESTANCA, TALES COMO TUBOS DE GAS, QUE CONSTA DE UNA PORCION DE CABEZA 14 Y DE UN BRAZO DE SOPORTE 15, EN DONDE LA PORCION DE CABEZA 14 TIENE UN CORTADOR 16 COLOCADO PARA CORTAR UNA RANURA HELICOIDAL EN UNA SUPERFICIE PERFORADA INTERIOR DE UNA JUNTA DE ACOPLAMIENTO DE TUBOS DE PLASTICO (NO MOSTRADA). A MEDIDA QUE EL CORTADOR 16 CORTA LA RANURA, SE SUMINISTRA UN ALAMBRE DE COBRE (NO MOSTRADO) A TRAVES DEL CORTADOR 16 MEDIANTE UNAS POLEAS DE GUIA 17 Y 18, CUYO ALAMBRE QUEDA COLOCADO EN LA RANURA RECIEN CORTADA. A CONTINUACION SE ENCIERRA EL ALAMBRE EN LA RANURA A BASE DE EMPUJAR EL MATERIAL SUPERFICIAL DESPLAZADO DE UN LADO DE LA RANURA AL LADO OPUESTO DE LA RANURA POR LO MENOS PARCIALMENTE MEDIANTE LA ACCION DE UNA SUPERFICIE DE FRICCION 19 COLOCADA EN EL MATERIAL DESPLAZADO.
PROCEDIMIENTO PARA LA OBTENCION DE PIEZAS MOLDEADAS A PARTIR DE PLASTICOS MOLDEABLES EN ESTADO CALIENTE.
(16/10/1997). Solicitante/s: SCHNALLINGER, HELFRIED. Inventor/es: SCHNALLINGER, HELFRIED.
EN UN PROCESO PARA FABRICAR PIEZAS MOLDEADAS ELABORADAS DE PLASTICO TERMOMOLDEABLE, EN CONCRETO POLIOLEFINAS COMO EL POLIETILENO Y EL POLIPROPILENO, EL MATERIAL DE PLASTICO SE CALIENTA HASTA O POR ENCIMA DE SU TEMPERATURA DUCTIL, Y SE MODELA EN EL CITADO ESTADO EN PIEZAS MODELADAS Y DESPUES ENFRIADAS POR DEBAJO DE SUS TEMPERATURA DE CONFORMACION EN CALIENTE. A LAS PIEZAS MOLDEADAS SE LES DA FORMA EN CALIENTE PARA OBTENER PRODUCTOS SEMITERMINADOS LIGERAMENTE SOBREDIMENSIONADOS CON RESPECTO AL TAMAÑO FINAL DESEADO, Y SOLO DESPUES DE HABERSE ENFRIADO, SE MOLDEAN A PRESION A TU TAMAÑO FINAL DESEADO, EN EL QUE SON DIMENSIONALMENTE ESTABLES.
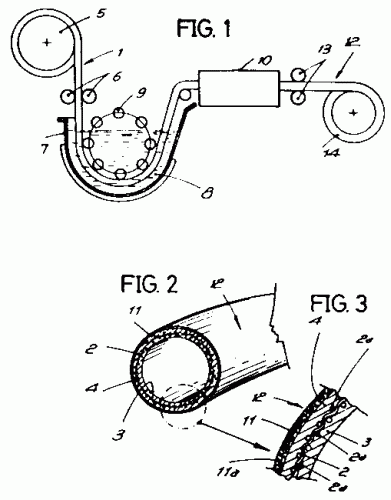
PROCEDIMIENTO PARA LA OBTENCION DE MANGUERAS DE MULTIPLES CAPAS.
(01/02/1997). Ver ilustración. Solicitante/s: PRODUCTOS Y MANGUERAS ESPECIALES, S.A.. Inventor/es: BAÑUELOS PALACIOS, LUIS.
PROCEDIMIENTO PARA LA OBTENCION DE MANGUERAS DE MULTIPLES CAPAS. CONSISTE EN SOMETER A UNA MANGUERA MULTICAPA A UN NUMERO OPCIONAL DE BAÑOS SUCESIVOS DE MATERIALES TERMOPLASTICOS O ELASTOMEROS A LA TEMPERATURA ADECUADA, REALIZANDO DESPUES DE CADA BAÑO UN PROCESO DE SECADO HASTA CONSEGUIR LA SOLIDIFICACION DE UN NUMERO OPCIONAL DE CAPAS QUE CONFIGURAN UNA MANGUERA MULTICAPA.
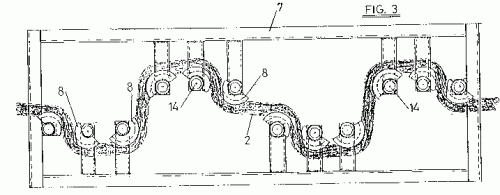
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS DE CAUCHO CON TRAMOS CURVOS Y RECTOS.
(01/11/1996). Ver ilustración. Solicitante/s: VINCKE, S.A.. Inventor/es: TRIJUEQUE FONADELLAS, PEDRO.
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS DE CAUCHO CON TRAMOS CURVOS Y RECTOS, QUE COMPRENDE LAS ETAPAS DE: A) EXTRUSIONADO DE UNA PARED INTERNA DE CAUCHO, B) TRENZADO DE UN REFUERZO SOBRE DICHA PARED INTERNA, C) EXTRUSIONADO DE UNA PARED EXTERNA SOBRE EL TRENZADO, D) VENDADO SOBRE LA PARED EXTERNA DE CAUCHO, Y E) VULCANIZADO DEL CONJUNTO. ANTES DE ESTA ULTIMA OPERACION DE VULCANIZADO SE PROCEDE AL CONFORMADO DEL TRAZADO O TRAYECTORIA DEL TUBO, MEDIANTE MOLDES QUE DEFINEN LAS CURVAS O CAMBIOS DE TRAYECTORIAS DEL MISMO. ESTOS MOLDES SE DESPLAZAN, JUNTO CON EL TUBO POR EL INTERIOR DEL HORNO DONDE SE LLEVA A CABO LA OPERACION DE VULCANIZADO. LOS TUBOS OBTENIDOS SON APLICABLES A INSTALACIONES PARA LA CONDUCCION DE FLUIDOS EN CIRCUITOS DE CONTROL Y MANDO DE VEHICULOS AUTOMOVILES.
PIEZA DE EMPALME ELECTROSOLDABLE CON BORNAS DE CONEXION PERFECCIONADAS, Y SU PROCEDIMIENTO DE FABRICACION.
(16/08/1996). Solicitante/s: GAZ DE FRANCE. Inventor/es: BRUNET, MARTINE, DUFOUR, DENIS.
PIEZA DE ENSAMBLADURA O EMPALME, DEL TIPO REMACHE, COMPRENDIENDO UN VASTAGO MACHO DE REMACHE EXPULSABLE, PRESENTANDO EN UN EXTREMO UNA PARTE ENSANCHADA; Y UN CUERPO HEMBRA ALARGADO , CONDUCTOR, ATRAVESADO POR UN PASO AXIAL , DONDE EL CITADO VASTAGO PUEDE INSERTARSE, PRESENTANDO ESTE CUERPO UN COLLARIN INTERMEDIO QUE DELIMITA TROZOS INFERIOR Y SUPERIOR, ESTANDO ESTE ULTIMO HECHO DE UN MATERIAL DEFORMABLE PARA APLASTARSE, FORMANDO UN BORDON O REBORDE (5'B). DE CONFORMIDAD CON LA INVENCION, LA PIEZA ESTA CARACTERIZADA PORQUE SE UTILIZA COMO CONECTOR ELECTRICO PARA ALIMENTACION ELECTRICA DE UNA PIEZA CONDUCTORA , TAL COMO UNA RESISTENCIA DE MALLA. APLICACION A LA REALIZACION DE PIEZAS DE EMPALME ELECTROSOLDABLE, EN EL USO DE GASES ESPECIALMENTE.
EMPALMES POR ELECTROFUSION.
(01/05/1996). Solicitante/s: FUSION GROUP PLC. Inventor/es: KENWORTHY, DAVID MICHAEL ANTHONY, BRETTELL, DAVID, KIRK, RUSSEL JOHN, CARTER, ROBIN BRYAN.
UN ACOPLADOR DE TUBOS POR ELECTROFUSION COMPRENDE UNA CARCASA EXTERIOR Y UNA BOBINA DE CALENTAMIENTO POR RESISTENCIA ELECTRICA ASEGURADA EN SU INTERIOR MEDIANTE UNA CAPA DE INTERVENCION DE MATERIAL TERMOPLASTICO MOLDEADO POR INYECCION. EL ACOPLADOR SE HACE ABOBINANDO EL ALAMBRE SOBRE UN NUCLEO QUE SE COMPONE DE DOS PARTES SEPARABLES , INSERTANDO EL NUCLEO EN LA CARCASA TUBULAR, UNIENDO LOS CONTACTOS A LOS EXTREMOS DEL ALAMBRE E INSERTANDOLOS EN LOS ORIFICIOS PROVISTOS EN LA CARCASA, E INYECTANDO MATERIAL FUNDIDO EN EL ESPACIO DEFINIDO ENTRE EL NUCLEO Y LA CARCASA PARA FORMAR LA CAPA . PARA INYECTAR EL MATERIAL LAS PARTES DEL NUCLEO DEFINEN ENTRE SI CORREDERAS RADIALES CONECTADAS A UNA ENTRADA DE MAZAROTA CENTRAL ABRIENDOSE EN RESPECTIVAS SALIDAS ESPACIADAS ALREDEDOR DEL NUCLEO.
PROCEDIMIENTO DE FABRICACION DE MANGUITOS ELECTRO-SOLDABLES, DISPOSITIVO PARA LA APLICACION DEL MISMO Y MANGUITOS OBTENIDOS SEGUN EL PROCEDIMIENTO.
(01/02/1996). Solicitante/s: BOULET-D'AURIA, TERLIZZI & CIE GAZ DE FRANCE. Inventor/es: BOULET D\'AURIA, VINCENT STANISLAS.
DE ACUERDO CON EL INVENTO, EL PROCEDIMIENTO DE FABRICACION DE MANGUITOS DE PLASTICO PROVISTOS DE UN HILO CALEFACTOR DESTINO A FORMAR UN RACOR DE ELECTRO-SOLDEO CONSTA DE LAS SIGUIENTES OPERACIONES: - SE MOLDEA UN MANGUITO DE ACUERDO CON UNA FORMA CILINDRICA, - SE REALIZA UNA RANURA HELICOIDAL EN LA SUPERFICIE CILINDRICA EXTERIOR DEL MANGUITO, - SE COLOCA UN HILO CALENTADO PREVIAMENTE EN EL FONDO DE LA RANURA, - SE PLIEGA EL MATERIAL PLASTICO CALENTADO MEDIANTE EL HILO PARA REVESTIR AL HILO Y CERRAR LA RANURA. EL INVENTO PROPONE IGUALMENTE UN DISPOSITIVO PARA LA APLICACION DEL PROCEDIMIENTO. EL MANGUITO DE ELECTRO-SOLDEO ASI OBTENIDO ESTA DESTINADO EN PARTICULAR A SER UTILIZADO BIEN SIN SOBREMOLDEO, COMO MANGUITO DE UTILIDAD CORRIENTE, EN ESPECIAL PARA EL EMPALME DE CANALIZACIONES DE AGUA O BIEN CON SOBREMOLDEO, COMO RACOR ELECTRO-SOLDABLE EN ESPECIAL PARA CANALIZACIONES DE GAS.
METODO PARA FABRICAR UNA SECCION DE TUBERIA, SECCION DE TUBERIA Y UNA JUNTA ENTRE DOS SECCIONES DE TUBERIA.
(01/06/1995). Solicitante/s: UPONOR N.V.. Inventor/es: JARVENKYLA, JONI.
LA INVENCION DESCRIBE UN METODO PARA FABRICAR UNA SECCION DE TUBERIA , DONDE POR LO MENOS UNA PARTE DE SU SUPERFICIE EXTERIOR ESTA RIBETEADA , AL EXTRUIR PLASTICO U OTRO MATERIAL TERMOPLASTICO Y UNA SECCION DE TUBERIA FABRICADA DE ESTA FORMA ASI COMO UNA JUNTA ENTRE DOS SECCIONES DE TUBERIA. PARA PROPORCIONAR UNA SECCION DE TUBERIA CON PAREDES FINAS EL MATERIAL SE EXTRUYE EN UN MOLDE UTILIZANDO COMO PUNTO DE EXTRUSION, EL PUNTO DE MOLDEO CORRESPONDIENTE A UN NERVIO SITUADO EN LA ZONA MEDIA DE LA SECCION DE TUBERIA.
DISPOSITIVO DE GIRO ALTERNATIVO PARA FILM DE PLASTICO.
(01/01/1994) DISPOSITIVO DE GIRO ALTERNATIVO PARA FILM DE PLASTICO, DEL TIPO DE LOS QUE EFECTUAN DISTINTAS OPERACIONES MECANICAS COMO VOLTEOS Y TENSIONES, SOBRE UNA PELICULA DE PLASTICO AL OBJETO DE DISTRIBUIR UNIFORMEMENTE LAS IRREGULARIDADES QUE PRESENTE SU GROSOR Y ASI EVITAR ABULTAMIENTOS EN LOS CORRESPONDIENTES CARRETES QUE SE FORMAN TRAS EL BOBINADO DE DICHA PELICULA ; CARACTERIZADO PORQUE CUENTA CON UN EJE VERTICAL PRINCIPAL EMBRIDADO INFERIORMENTE A LA PARTE SUPERIOR DE UN GRUPO PINZADOR , SUSTENTANDO EL EXTREMO SUPERIOR DE ESTE EJE A UN BRAZO CON MOVIMIENTO DE GIRO INDEPENDIENTE POR EL QUE PASA EL CABLEADO, Y ESTANDO RODEADO EL EJE , EN PROXIMIDAD A DICHO EXTREMO SUPERIOR, POR UN CASQUILLO SOLIDARIO A UN MARCO QUE SE ENCUENTRA UNIDO A UN BASTIDOR ; HABIENDOSE PREVISTO QUE EL GRUPO PINZADOR INCLUYA UNOS PLANOS…
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO DE PLASTICO TERMOPLASTICO CON ARMAZON EN ESPIRAL.
(01/11/1993). Solicitante/s: TECHNOFORM CAPRANO + BRUNNHOFER KG. Inventor/es: BRUNNHOFER, ERWIN.
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO DE PLASTICO TERMOPLASTICO CON ARMAZON EN FORMA DE ESPIRAL EXTRUYENDO PRIMERO UN TUBO NUCLEO RODEADO POR LO MENOS CON UNA CAPA DE HILO MONOFILO DE PLASTICO DE ARMAZON. EL TUBO NUCLEO SE LLEVA POR UN ANILLO DE TOBERAS QUE ROTA CON UN VELOCIDAD TRASLATORIA PREVIAMENTE DADA AL REDEDOR DEL TUBO NUCLEO. EL ANILLO TIENE POR LO MENOS UNA TOBERA PARA EL HILO MONOFILO Y QUE ESTA CONECTADO A UNA EXTRUSORA PARA EL PLASTICO DE ARMAZON. EL HILO MONOFILO SE ENFRIA EN EL RECORRIDO HASTA EL TUBO NUCLEO ASI COMO ESTIRADO POR LA DIFERENCIA ENTRE LA VELOCIDAD DE SALIDA DEL PLASTICO DE ARMAZON DE LA TOBERA Y LA VELOCIDAD DE ENBOBINADO DEL HILO MONOFILO DEL TUBO NUCLEO. EL HILO MONOFILO ESTIRADO SE ENBOBINA SOBRE EL TUBO NUCLEO PARA EL ARMAZON EN FORMA DE ESPIRAL.
MATERIALES COMPUESTOS DE POLIMEROS DE HIDROCARBUROS FLUORADOS,RESISTENTES A LA ABRASION, PRODUCTO TUBULAR EXTRUIDO Y MONTAJE DE CABLE DE VAIVEN.
(16/03/1991). Solicitante/s: MARKEL CORPORATION. Inventor/es: GIATRAS, JAMES L., KRAY, KEVIN P., MARINO, CHARLES P.
MATERIALES COMPUESTOS DE POLIMEROS DE HIDROCARBUROS FLUORADOS, RESISTENTES A LA ABRASION, PRODUCTO TUBULAR EXTRUIDO Y MONTAJE DE CABLE DE VAIVEN, SIENDO LOS HIDROCARBUROS FLUORADOS, PREFERIBLEMENTE, POLITETRAFLUOREOETILENO , Y CONTENIENDO MENOS DE ALREDEDOR DE 23% EN PESO DE RESINA DE POLIAMIDA-IMIDA. MAS PARTICULARMENTE, ESTA INVENCION SE REFIERE A MATERIALES COMPUESTOS DE POLITETRAFLUOROETILENO EXTRUIBLES QUE TIENEN UNA MEJOR RESISTENCIA A LA ABRASION Y LA FRICCION, Y OTRAS PROPIEDADES MEJORADAS, EN UN AMPLIO INTERVALO DE CONDICIONES DE TEMPERATURA Y CARGA, Y QUE SON PARTICULARMENTE ADAPTABLES PARA USO COMO REVESTIMIENTO O FORRO EN AISLAMIENTO DE ALAMBRES Y EN MONTAJES DE CABLES DE VAIVEN.
PROCEDIMIENTO DE FABRICACION DE PIEZAS HUECAS DE REVOLUCION A BASE DE RESINAS TERMOENDURECIBLES REFORZADAS CON FIBRAS.
(16/04/1989). Ver ilustración. Solicitante/s: POSTES NERVION, S.A.. Inventor/es: VALLADARES, MIGUEL.
PROCEDIMIENTO DE FABRICACION DE PIEZAS HUECAS DE REVOLUCION A BASE DE RESINAS TERMOENDURECIBLES REFORZADAS CON FIBRAS, ESPECIALMENTE CON FIBRAS DE VIDRIO.EL PROCEDIMIENTO COMPRENDE LAS ETAPAS DE ENRROLLAR LAS FIBRAS DEL REFUERZO EN UN MANDRIL EN FORMA DE CUERPO DE REVOLUCION, INTRODUCIR EL MANDRIL CON LAS FIBRAS EN UN MOLDE TUBULAR, HACIENDO GIRAR EL MOLDE Y MANDRIL EN SENTIDO CONTRARIO AL DE ENRROLLAMIENTO DE LAS FIBRAS PARA CONSEGUIR SU SEPARACION DEL MANDRIL Y ADAPTACION A LA SUPERFICIE INTERNA DEL MOLDE, EXTRAYENDO DICHO MANDRIL, E INTRODUCIR EN EL MOLDE LAS RESINAS EN ESTADO LIQUIDO CON LOS ADITIVOS NECESARIOS, HACIENDO GIRAR EL MOLDE PARA LOGRAR POR FUERZA CENTRIFUGA LA IMPREGNACION DE LAS FIBRAS Y UN REPARTO HOMOGENEO DE LAS RESINAS. UNA VEZ ENDURECIDA O GELIFICADA LA RESINA SE DETIENE EL MOLDE Y SE EXTRAE LA PIEZA OBTENIDA.
METODO PARA LA FABRICACION DE UN ELEMENTO DE CONSTRUCCION DE DOBLE PARED.
(01/06/1985). Solicitante/s: JOHAN JOSEPH MAGDALENA ELISABETH WEYTS.
METODO PARA LA FABRICACION DE UN ELEMENTO DE CONSTRUCCION DE DOBLE PARED.COMPRENDE: A) MECANIZAR UN BLOQUE DESTINADO A EXPANDIRSE EN FORMA DE PANAL, PARA OBTENER DIMENSIONES Y FORMAS PREDETERMINADAS; B) EXPANDIR EL BLOQUE MECANIZADO, PARA ALCANZAR EN UN LADO Y EN SU LADO OPUESTO LAS DIMENSIONES DEL LADO EXTERIOR DEL CUERPO INTERIOR Y DEL LADO INTERIOR DEL CUERPO EXTERIOR; C) ADHERIR UNA CARA DEL BLOQUE EXPANDIDO AL CUERPO INTERIOR; D) CALIBRAR LA OTRA CARA DEL BLOQUE EXPANDIDO; E) ENSAMBLAR LA PIEZA OBTENIDA CON EL CUERPO EXTERIOR; Y F) ADHERIR LA OTRA CARA DE LA ESTRUCTURA DE PANAL AL CUERPO EXTERIOR.
UN PROCEDIMIENTO PARA EL CONTROL DE LA TEMPERATURA DE LA MASA EN UN METODO DE MOLDEO POR SOPLADO DE ESTIRADO POR INYECCION.
(01/01/1985). Solicitante/s: KATASHI AOKI.
PROCEDIMIENTO MEJORADO PARA EL CONTROL DE LA TEMPERATURA DEL PARISON EN UN METODO DE MOLDEO POR SOPLADO, ESTIRAMIENTO E INYECCION.CONSISTE EN: A) ESTIRAR AXIALMENTE AL PARISON UNA DIMENSION NECESARIA ANTES DE LA EXPANSION; B) ENFRIAR (5A) AL PARISON DURANTE SU AUTOENCOGIMIENTO, CUANDO SE ELIMINA LA PRESION CON RELACION AL PARISON; Y C) SUSPENDER EL ENFRIAMIENTO Y UNIFORMAR LA TEMPERATURA DEL PARISON DESPUES DEL ENFRIAMIENTO.
UNOS PERFECCIONAMIENTOS EN LA FABRICACION DE ENVASES MOLDEADOS DE MATERIALES SINTETICOS.
(16/08/1983). Solicitante/s: PLM AB.
PROCESO DE FABRICACION DE ENVASES DE MATERIAL TERMOPLASTICO, PREFERENTEMENTE TEREFTALATO DE POLIETILENO O MATERIAL SIMILAR. CONSISTE EN HACER QUE LA PARTE CENTRAL DE LA BASE SE UNA EN UN AREA DE MATERIAL ALREDEDOR DE LA PARTE CENTRAL DE BASE Y PRINCIPALMENTE EN UNA ZONA ADYACENTE A LA SUPERFICIE DIRIGIDA HACIA ARRIBA, DE MANERA QUE DICHA ZONA DE MATERIAL SUFRA FLUENCIA POR LA ACCION DE ESTIRADO O CONTRACCION POR ACCION DE CALENTAMIENTO. EL AREA CIRCUNDANTE DE MATERIAL IMPIDE QUE EL ABULTAMIENTO DIRIGIDO HACIA DENTRO EN LA PARTE INTERIOR DE BASE DEL ENVASE SE PUEDA ENDEREZAR HACIA FUERA O VOLVERSE DE DENTRO A FUERA CUANDO LA PRESION EN EL INTERIOR DEL ENVASE ES AUMENTADA O CUANDO LA TEMPERATURA DEL MATERIAL DEL ENVASE ES AUMENTADA.
UN METODO PARA LA FABRICACION DE ENVASES.
(16/08/1983). Solicitante/s: PLM AB.
METODO PARA LA FABRICACION DE ENVASES DE MATERIAL TERMOPLASTICO, PREFERENTEMENTE DE TEREFTALATO DE POLIETILENO, A PARTIR DE UNA PIEZA INICIAL TUBULAR DE MATERIAL AMORFO. CARACTERIZADO PORQUE EN LA PIEZA TUBULAR DE PARTIDA , UN ELEMENTO CONFORMADOR MECANICO DESPLAZA UNA ZONA DE TRANSICION ENTRE MATERIAL AMORFO Y MATERIAL ESTIRADO HASTA FLUENCIA, DURANTE EL ALARGAMIENTO SIMULTANEO DE DICHA PIEZA DE PARTIDA EN LA DIRECCION DEL MOVIMIENTO DE LA ZONA DE TRANSICION; Y PORQUE EL MATERIAL ESTIRADO Y EL MATERIAL ORIENTADO SON CALENTADOS HASTA UNA TEMPERATURA SUPERIOR A LA TEMPERATURA DEL MATERIAL ANTES DEL ESTIRADO, AL OBJETO DE ELIMINAR TENSIONES INTERNAS PRODUCIDAS EN EL MATERIAL POR DICHO ESTIRAD.
PROCEDIMIENTO E INSTALACION CORRESPONDIENTE PARA LA FABRICACION DE UN TUBO COMPUESTO.
(16/08/1983). Solicitante/s: KABELMETAL ELECTRO GMBH.
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE UN TUBO COMPUESTO, UTILIZADO EN EL TRANSPORTE DE PRODUCTOS LIQUIDOS O GASEOSOS. EL PROCEDIMIENTO COMPRENDE LAS SIGUIENTES FASES: PRIMERA, SE PROCEDE A LA EXTRUSION DE UN TUBO DE MATERIAL SINTETICO TERMOPLASTICO; SEGUNDA, EL TUBO EXTRUIDO SE RODEA, EN SENTIDO LONGITUDINAL, CON UNA LAMINA REVESTIDA EN SUS DOS CARAS CON COPOLIMERO Y DE MANERA QUE SE SOLAPEN LOS BORDES DE DICHA LAMINA; Y POR ULTIMO, SE EXTRUYE EL TUBO EXTERIOR SOBRE LA LAMINA METALICA, CON LO QUE SE OBTIENE LA UNION MEDIANTE PEGAMENTO, TANTO DE DICHA LAMINA CON EL TUBO INTERIOR COMO CON EL TUBO EXTERIOR.
"PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO DE CONDUCCION CALORIFUGO".
(01/03/1983). Solicitante/s: KABEL-UND METALLWERKE GUTEHOFFNUNGSHUTTE AG..
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO DE CONDUCCION CALORIFUGO. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE COLOCA SOBRE UN TUBO CONTINUO, PREFERENTEMENTE DE COBRE, UN SOPORTE DISTANCIADOR DE TRAYECTORIA ESPIRAL; SEGUNDA, DICHO TUBO SE RODEA LONGITUDINALMENTE POR UNA CINTA QUE DESCANSA SOBRE LAS ESPIRAS DEL SOPORTE DISTANCIADOR; TERCERA, EN EL ESPACIO ANULAR QUE QUEDA ENTRE EL TUBO INTERIOR Y EL NUEVO TUBO CONSTITUIDO POR LA CINTA, SE INTRODUCE UNA MEZCLA DE MATERIAL SINTETICO ESPUMANTE, PREFERENTEMENTE UN MATERIAL DE POLIURETANO, CON LO QUE DICHO ESPACIO ANULAR QUEDA COMPLETAMENTE LLENO DE MATERIAL ESPONJOSO; Y POR ULTIMO, UNA VEZ ENDURECIDO EL MATERIAL ESPONJOSO SE RETIRA LA CINTA DE PAPEL Y SE EXTRUYE SOBRE LA CAPA DE MATERIAL ESPONJOSO UNA DELGADA ENVOLTURA EXTERIOR DE MATERIAL TERMOPLASTICO.
PERFECCIONAMIENTOS EN LOS PROCEDIMIENTOS PARA LA FABRICACION DE RECIPIENTES DE FIBRA DE VIDRIO Y POLIESTER, CILINDRICOS Y DE GRAN DIAMETRO.
(01/08/1981). Solicitante/s: VALLS ROMAGOSA, JAIME.
PROCEDIMIENTO PARA LA FABRICACION DE RECIPIENTES DE FIBRA DE VIDRIO Y POLIESTER, CILINDRICOS Y DE GRAN DIAMETRO. A PARTIR DE UN MOLDE , CONSTITUIDO POR PAREDES LATERALES DESMONTABLES Y FONDO , QUE PUEDE GIRAR SOBRE SI MISMO MEDIANTE UNOS SOPORTES GIRATORIOS , SE REALIZA LA APLICACION DE CAPAS DE FIBRA DE VIDRIO Y DE RESINA A LA SUPERFICIE INTERIOR DEL MOLDE POR UN OPERARIO SITUADO EN UNA PLATAFORMA , HASTA COMPLETAR LA SUPERFICIE DEL MOLDE Y LOGRAR EL ESPESOR REQUERIDO. A CONTINUACION SE PROCEDE A LA SEPARACION DEL RECIPIENTE POR EL DESMONTADO DEL MOLDE.
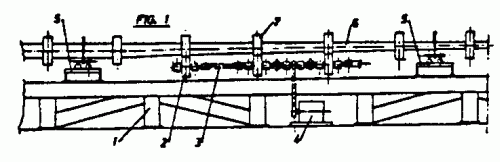
MAQUINA DE FABRICACION DE TUBOS DE POLIESTER REFORZADOS CON FIBRA DE VIDRIO.
(01/11/1980). Solicitante/s: JIMENEZ GONZALEZ,CIPRIANO.
MAQUINA DE FABRICACION DE TUBOS DE POLIESTER REFORZADOS CON FIBRA DE VIDRIO. CONSISTE EN UNA MESA SOPORTE CON DOS CARRILES POR LOS QUE SE DESPLAZA UN MOTOR CONVENCIONAL SOBRE CUYO EJE ARTICULADO CON UN CILINDRO HUECO QUE HACE LAS FUNCIONES DE UN MOLDE PARA TUBOS DE POLIESTER. EL AVANCE Y RETROCESO DEL MOTOR ORIGINA EL ROSCADO Y DESENROSCADO DEL CILINDRO, EFECTUANDOSE EL DESPLAZAMIENTO DEL MOLDE SOBRE EL QUE SE DEPOSITA LA MASA DE FABRICACION DEL TUBO DESDE UNA TOLVA ESTATICA.
UN METODO DE PRODUCIR UNA PLURALIDAD DE RECIPIENTES TERMOCONFORMADOS.
(01/11/1980). Solicitante/s: PLASTONA (JOHN WADDINGTON) LIMITED.
PROCEDIMIENTO DE FABRICACION DE RECIENTES TERMOCONFORMADOS. CONSTA DE LAS SIGUIENTES ETAPAS: 1. EVACUACION DEL CALOR HASTA QUE SE CONGELEN LAS REGIONES ANULARES A UNA TEMPERATURA INFERIOR A LA DE CONFORMACION DEJANDO ZONAS INDIVIDUALES DE MATERIAL PARA QUE SEAN TERMOCONFORMADAS EN RECIENTES INDIVIDUALES. 2. COLOCACION DE ESTAS ZONAS EN COINCIDENCIA DE CAVIDADES DE SECCION CIRCULAR, TERMOCONFORMANDO LOS RECIPIENTES EN ESAS CAVIDADES Y LAS PESTAÑAS EN LOS BORDES SUPERIORES DE LAS CAVIDADES. 3. SITUACION DE LOS BORDES DE DICHAS REGIONES SEPARADOS DE LOS BORDES SUPERIOR DE LAS CAVIDADES. 4. CORTE DE LOS RECIPIENTES DEL RESTO DE LA HOJA.
PROCEDIMIENTO PARA LA FABRICACION DE RECIPIENTES CON ORIENTACION BIAXIAL, UTILIZABLES EN EL ENVASADO DE LIQUIDOS BAJO PRESION, TALES COMO BEBIDAS CARBONICAS O AEROSOLES.
(16/05/1980) 1. "Procedimiento para la fabricación de artículos termoplásticos huecos biaxialmente orientados, utilizables en el envasado de líquidos bajo presión, tales como bebidas carbónicas o aerosoles", caracterizado porque la materia prima utilizada es el polietilentereftalato con las siguientes características: a) Polímeros en que la menos aproximadamente el 97% del polímero contenga unidades repetidas del etilentereftalato, de fórmula: **Fórmula** con el resto compuesto por pequeñas cantidades de componentes que han formado éster; y b) copolímeros el etilentereftalato en el que hasta aproximadamente un 10% molar del…
PERFECCIONAMIENTOS EN LA FABRICACION DE PIEZAS MOLDEADAS.
(01/08/1979) Perfeccionamientos en la fabricación de piezas moldeadas, para la constitución de una embocadura en una pieza de preforma en el reformado en el reformado de una pieza de partida preferentemente tubular realizada en material termoplástico, destinada a la fabricación de un envase eventualmente por moldeo por soplado, en los que se prevén unos medios de conexión, tales como un fileteado de rosca, adaptados para constituir de manera adecuada el cierre del envase y/o para servir para el embridado de la preforma, en la parte externa de dicha embocadura, por inserción de la pieza de partida en bruto entre una pieza o conjunto externo de molde que lleva un molde para la superficie de conexión de dichos medios de conexión o acoplamiento y una pieza interna de molde, de manera que un movimiento axial relativo de las dos piezas de molde…
INSTALACION PARA LA PRODUCCION EN CONTINUO DE CUERPOS HUECOS ORIENTADOS DE MATERIA TERMOPLASTICA.
(01/05/1977). Solicitante/s: SOLVAY & CIE.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}