CIP-2021 : B21D 51/38 : Fabricación de dispositivos para llenar o vaciar los botes de conserva,
bidones, palanganas, botellas u otros recipientes; Fabricación de extremos de botes de conserva; Fabricación de cierres.
CIP-2021 › B › B21 › B21D › B21D 51/00 › B21D 51/38[2] › Fabricación de dispositivos para llenar o vaciar los botes de conserva, bidones, palanganas, botellas u otros recipientes; Fabricación de extremos de botes de conserva; Fabricación de cierres.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 47/00 hasta B21D 53/00: Tratamiento de chapas, tubos o perfiles metálicos previsto en alguno de los grupos B21D 1/00 - B21D 45/00, y utilizado en la fabricación de objetos acabados o semiacabados
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00).
B21D 51/38 · · Fabricación de dispositivos para llenar o vaciar los botes de conserva, bidones, palanganas, botellas u otros recipientes; Fabricación de extremos de botes de conserva; Fabricación de cierres.
CIP2021: Invenciones publicadas en esta sección.
Método y aparato para formar un extremo de lata moldurado.
(06/06/2019) Un método para formar un extremo de lata en una prensa de conformación, el método comprende:
posicionar una hoja de material entre un conjunto de punzón superior y un conjunto de base fija en la prensa de conformación;
cortar un blanco del extremo de la lata de la hoja de material;
sujetar una porción (130A) periférica del blanco del extremo de la lata; y
mover el conjunto de punzón superior desde una posición retraída hacia una posición extendida, y sujetar una porción central del blanco del extremo de la lata entre un punzón del panel superior y un punzón del panel inferior para definir una sección de panel central en el blanco en el extremo de la lata, en la que la sección del panel central está debajo de un troquel (116c) de moldura interior anular ubicado adyacente…
Disposición de prensas de estampado.
(28/03/2019) Disposición de prensas de estampado comprendiendo al menos dos primeras unidades de prensa de estampado (4a-4c; 4d-4i) dispuestas una al lado de la otra, que presentan respectivamente un empujador (1a, 1b, 1c) para recibir una primera parte de la herramienta, que trabaja contra una placa receptora (2a, 3a; 2b, 3b; 2c, 3c) para recibir una segunda parte de la herramienta correspondiente, presentando las primeras unidades de prensa de estampado (4a-4c; 4d-4i) direcciones de trabajo (B) que se extienden en paralelo en un plano común y comprendiendo al menos una segunda unidad de prensa de estampado , que presenta un empujador para recibir una primera parte de la…
Tapa metálica para un cuerpo de contenedor.
(21/09/2018) Tapa metálica para un cuerpo de contenedor, en particular para un contenedor de tipo lata de conserva metálica, en la que dicha tapa metálica comprende:
- una parte central que forma un panel central de obturación, y
- una parte periférica adaptada para unirse a dicho cuerpo de contenedor, comprendiendo dicha parte central una parte amovible que está delimitada por una línea de inicio de ruptura que presenta un espesor residual variable y que está equipada con un elemento de apertura ,
en la que dicho elemento de apertura incluye, a un lado y a otro de una parte de fijación con la parte amovible , una parte periférica de incisión y una parte central de prensión ,
en la que dicha línea de inicio de ruptura comprende:
…
Procedimiento de formación de un extremo de lata que tiene una porción amovible.
(10/05/2017). Solicitante/s: CROWN PACKAGING TECHNOLOGY, INC. Inventor/es: KIRK, WILLIAM, CHORZEMPA,HENRY, FUNDOM,DANNY, SAUCEDO,ALEJANDRO.
Un procedimiento para producir un extremo de lata que tiene una porción amovible dispuesta por debajo de una lengüeta de tracción, comprendiendo el procedimiento:
formar un extremo de lata que tiene un panel central ;
formar una porción amovible en el panel central que es amovible entre una posición levantada y una posición tumbada, caracterizado porque la porción amovible se encuentra inicialmente en su posición tumbada;
restringir una porción del extremo de lata, de forma que una porción del panel central que es adyacente a la porción amovible carezca de restricciones; y
mover, mientras se restringe el extremo de lata, la porción amovible hasta su posición levantada; comprendiendo el procedimiento, además, fijar la lengüeta de tracción al extremo de lata, teniendo la lengüeta de tracción una porción de anilla que está ubicada por encima de la porción amovible.
PDF original: ES-2636762_T3.pdf
Tapa de apertura por rasgado para latas así como procedimiento para la fabricación de una tapa de apertura por rasgado.
(11/01/2017). Solicitante/s: ThyssenKrupp Rasselstein GmbH. Inventor/es: FRIEDRICH, KARL, ERNST, SAUER, REINER, DR., KAUP,BURKHARD, MATUSCH,DIRK.
Tapa de apertura por rasgado para latas, fabricada de una chapa de acero laminada en frío de un acero no aleado o de baja aleación con un contenido de carbono inferior al 0,1 % en peso y con los siguientes límites superiores para las partes en peso de los componentes de la aleación:
- N: 0,02 %,
- Mn: 0,4 %,
- Si: 0,04 %,
- Al: 0,1 %,
- Cr: 0,1 %,
- P: 0,03 %,
- Cu: 0,1 %,
- Ni: 0,1 %,
- Sn: 0,04 %,
- Mo: 0,04 %,
- V: 0,04 %,
- Ti: 0,05 %
- Nb: 0,05 %
- B: 0,005 %
- y otros componentes de la aleación: 0,05 %,
sometiéndose la chapa de acero, mediante calentamiento por medio de inducción electromagnética, a un recocido de recristalización con una velocidad de calentamiento de más de 75 K/s y enfriándose tras el recocido de recristalización con una velocidad de enfriamiento de al menos 100 K/s y revistiéndose a continuación con una capa de protección.
PDF original: ES-2616126_T3.pdf
Extremo de lata de bebida de apertura completa.
(21/09/2016) Un conjunto de lata de bebida de apertura completa con una presión de servicio de al menos 482.500 Pa en un ensayo de venteo, comprendiendo el conjunto de lata:
un cuerpo de lata;
un extremo de lata de fácil apertura que está unido al cuerpo de la lata por una costura; incluyendo el extremo de lata:
un panel central ;
una muesca principal formada en el panel central y que define un panel extraíble ;
una lengüeta acoplada al panel central por un remache que tiene un centro de remache, teniendo la lengüeta una nariz y un talón, en el que una línea primaria (PL) de referencia está definida extendiéndose a través del centro del remache y a través de la línea central longitudinal…
Producción de extremo de lata.
(18/05/2016) Un procedimiento de fabricación de un extremo de lata de fácil apertura, comprendiendo el procedimiento la formación de una pieza moldeada de extremo de lata en una prensa de moldeo y la conversión de la pieza moldeada de extremo de lata en un extremo de lata, en el que la etapa de formación de la pieza moldeada comprende el prensado de una chapa metálica en una pieza moldeada, presentando la pieza moldeada un panel engatillado, un cordón de avellanado y un panel central, incluyendo además la etapa de prensado de la pieza moldeada la formación de uno o más elementos en el panel central del extremo, comprendiendo además el procedimiento la transferencia de…
Anilla para una tapa y proceso para fabricar dicha anilla.
(23/03/2016) Anilla para una tapa , que comprende un cuerpo de la anilla que tiene en un lado una nariz de la anilla para abrir la tapa , y en el otro lado una palanca de la anilla que tiene una abertura para el dedo para activar la palanca de la anilla, estando dicha abertura para el dedo rodeada por una parte distal de la palanca conectada por brazos laterales de la palanca al cuerpo de la anilla, en la cual los brazos de la palanca están provistos de partes de bisagra en la forma de partes del brazo de la palanca laterales alineadas de baja resistencia a la flexión, donde las partes del brazo de la palanca laterales tienen una anchura reducida caracterizada por que la anchura de las partes del brazo de la palanca laterales aumenta hacia el cuerpo de la anilla, de tal manera que tras ciclos de fuerzas de flexión en una…
Aparato de reconfiguración de un cierre terminal de recipiente metálico y uso de dicho aparato.
(20/05/2015) Un aparato de reconfiguración de un cierre terminal metálico que comprende un gancho de cubierta periférico, una pared de presión que se extiende hacia abajo desde el mismo, un avellanado que presenta una pared de panel exterior interconectada con un extremo inferior de la pared de presión, y una pared de panel interior interconectada con un panel central que está adaptado para su interconexión con un cuello de un recipiente , que comprende:
un medio para retener dicho cierre terminal en una posición sustancialmente fija que incluye un mandril que está adaptado para encajar por fricción con al menos una porción de un panel central del cierre terminal;
un conjunto de entallado de recipiente que comprende un bloque de rodillos alineado en una relación de oposición con respecto al cierre terminal,…
Dispositivo y procedimiento para la fabricación de tapas de apertura rápida.
(21/01/2015) Dispositivo, que está configurado para la fabricación de tapas de apertura rápida , con una instalación de transporte para pieza de tapas y tapas (20, 20', 28) y con estaciones de procesamiento dispuestas a lo largo de la instalación de transporte para las piezas de tapas y tapas, que comprende una estación de sellado , que está configurada para el sellado de una sección de lámina que comprende una pestaña de apertura rápida sobre una pieza de tapa formada en el anillo de la tapa (20'), así como una estación de flexión , en la que la pestaña de apertura rápida se puede doblar hacia el lado superior de la sección de…
Procedimiento de producción de cierre a rosca de metal con disco separado y anillo a partir de una única pieza en bruto de cierre.
(03/12/2014) Un procedimiento de fabricación para un cierre a rosca de metal que tiene un disco separado y un anillo circunferencial, en el que se proporcionan unas orejetas en el borde del anillo opuesto al disco , que incluye las etapas de
embutir en primer lugar una pieza en bruto de cierre a partir de una lámina de metal, teniendo la pieza en bruto de cierre una placa superior y una pared lateral que está suspendida de la periferia de la placa superior,
embutir la parte superior de la pared lateral (adyacente a la placa superior) para dar un diámetro más pequeño mediante un primer punzón y un troquel; y
seccionar la pared lateral de la pieza en bruto de cierre adyacente a la placa superior mediante…
Equipo de fabricación de botellas.
(31/10/2013) Un aparato para fabricar un recipiente de botella que comprende
un anillo de estampa para sujetar el fondo de un cuerpo (W) cilíndrico de extremo cerrado, yuna parte de sujeción de herramienta dispuesta en una posición opuesta a una parte abierta del cuerpo(W) cilíndrico de extremo cerrado, que tiene múltiples herramientas de procesado para conformar elcuerpo (W) cilíndrico de extremo cerrado para dar diversas formas, estando sujetos el anillo deestampa y la parte de sujeción de herramienta de modo que cada uno puede rotar de manera relativa ymoverse en la dirección de una línea central del cuerpo (W) cilíndrico de extremo cerrado de manerarelativa entre sí,
conformando…
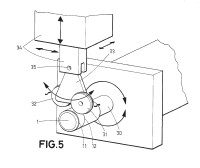
CAPSULA DE SOBRETAPONADO, BOTELLA, MAQUINA Y METODO PARA REALIZAR LÍNEAS DE DEBILITAMIENTO EN UNA CÁPSULA DE SOBRETAPONADO.
(10/10/2013). Ver ilustración. Solicitante/s: RAMONDIN CAPSULAS, S.A. Inventor/es: GONZALEZ ELORRIAGA,FELIX.
Cápsula de sobretaponado, botella, máquina para realizar líneas de debilitamiento en una cápsula de sobretaponado, y método para realizar líneas de debilitamiento en una cápsula de sobretaponado. La cápsula de sobretaponado es de una aleación metálica comprende al menos un 99,5% en peso de aluminio. La máquina para realizar líneas de debilitamiento en una cápsula de sobretaponado comprende un elemento rotativo configurado para introducirse en la cápsula de manera que la cápsula gire sobre un eje longitudinal de la cápsula cuando gira el elemento rotativo , y al menos dos elementos de corte , dispuestos para realizar las correspondientes líneas de corte al girar el elemento rotativo. Los elementos de corte están dispuestos en un soporte configurado de manera que puede bascular en un plano alrededor de un eje de pivotamiento , siendo dicho eje longitudinal perpendicular a dicho plano.
TAPA DE FÁCIL APERTURA CON UN RENDIMIENTO DE PRESIÓN MEJORADO.
(02/08/2013) 1. Una tapa de fácil apertura para recipientes de comida o bebida y que comprende un panel central rodeado por una incisión circunferencial y un panel de unión externo, tapa que comprende además:
una anilla, anilla que está fijada al panel central por un remache formado en el panel central de forma que el levantamiento de la región interna radial de la anilla obliga a una parte de punta de la anilla a entrar en contacto con una región del panel central adyacente a un borde interno radial de la incisión circunferencial, haciendo así que la incisión se rompa; y
un reborde formado que se extiende de forma circunferencial alrededor del panel central dentro de la incisión…
Extremo de lata de apertura fácil con ventilación de alta presión.
(30/05/2013) Un cierre de conveniencia de apertura completa que está adaptado para el sellado de un extremo de unalata, que comprende un panel de extremo , una muesca periférica en el panel de extremo , definiendo lamuesca periférica porciones fijadas y amovibles del panel de extremo , una lengüeta que tieneuna parte de punta para ejercer una fuerza hacia abajo en el panel extremo en un área próxima a lamuesca periférica , una formación de remache para fijar la lengüeta al panel extremo ,comprendiendo el cierre además una muesca de la línea de flexión definida en el panel de extremo y situada adyacente a la formación del remache , teniendo dicha muesca de la línea de flexión unaprimera porción que se encuentra en un primer lado de la formación…
Cierre de metal con disco separado y anillo a partir de una única pieza en bruto de cierre.
(18/04/2013) Un cierre de metal de dos piezas para un recipiente roscado, comprendiendo el cierre un disco (10') y un anillo (20');
en el que el disco encaja en el anillo (20');
el anillo tiene un reborde en su borde inferior libre; y
el reborde de borde inferior de anillo proporciona una protección de borde de corte, comprendiendo además elcierre:
una pluralidad de orejetas que están formadas en el reborde y están separadas alrededor de lacircunferencia del anillo (20'); en el que:
tanto el disco como el anillo están fabricados de una pieza en bruto de cierre de metal de una pieza;
el disco tiene…
Extremo de lata metálica para bebidas con pared de mandril y avellanado mejorados.
(15/04/2013) Cierre de extremo de envase, que comprende:
una pared de extremo circular adaptada para interconectarse a una pared lateral de un envase;
una pared de mandril no lineal interconectada de manera solidaria a dicha pared de extremo circulary que se extiende hacia abajo en un ángulo q de al menos aproximadamente 8 grados medido desde unplano vertical, comprendiendo dicha pared de mandril un arco que se extiende hacia fuera con unradio de curvatura de 0,10 cm con un punto central por debajo de dicha pared de extremo circular, unapared de mandril superior no lineal con un radio de curvatura de 0,20 cm situada por encima de dichoarco que se extiende hacia fuera y una pared de mandril…
Tapa para lata modificada y método para realizarla.
(27/06/2012) Método para reforzar una tapa de un envase, disponiendo dicha tapa de unpanel central con un lateral hacia el producto y un lateral hacia el público,disponiendo el lateral hacia el público de medios de apertura de un segmento depanel rompible y comprendiendo el método los siguientes pasos:proporcionar una estructura de la tapa que cuenta con un panel central que se prolonga de forma radial y hacia fuera desde un eje central, unradio del panel a lo largo de un borde periférico del panel central , un abocardamiento integrado en el radio del panel , una paredde presión que se prolonga hacia arriba desde el abocardamiento conuna curva con un radio de curvatura (RSCW1) y que forman un ánguloaxialmente y hacia fuera y un bucle pestañado que define el perímetroexterior de la estructura de la tapa y está integrado en la pared…
Procedimiento para aplicar imágenes sobre una tapa de lata de bebida.
(28/03/2012) Un procedimiento para añadir una ilustración sobre una tapa de lata de bebida, que comprende:
proporcionar una tapa que tiene un miembro de asa , estando unido el miembro de asa a una superficie superior de la tapa de la lata de bebida, imprimir una imagen sobre un miembro de lámina, situando el miembro de lámina impreso sobre la parte superior de la tapa de la lata de bebida, extendiéndose el miembro de lámina con la imagen a lo ancho de la tapa de la lata de bebida y del miembro de asa;
caracterizado por situar el miembro de lámina impreso que tiene un primer segmento recortado y un segundo segmento…
PROCEDIMIENTO DE PRODUCCIÓN DE CIERRE A ROTACIÓN DE METAL CON DISCO SEPARADO Y UN ANILLO A PARTIR DE UNA ÚNICA PIEZA EN BRUTO DE CIERRE.
(12/03/2012) Un procedimiento de fabricación para un cierre a rotación de metal que tiene un disco separado y un anillo circunferencial , que incluye las etapas de formar una pieza en bruto de cierre a partir de una lámina de metal, teniendo la pieza en bruto de cierre una placa superior y una pared lateral que está suspendida de la periferia de la placa superior, y producir un disco (10') y un anillo (20') circunferencial, teniendo ambos un borde de corte;
caracterizado porque la etapa de producir un disco (10') y un anillo (20') circunferencial comprende cortar la pared lateral verticalmente suspendida de la pieza en bruto de cierre adyacente a y en una posición que está separada con respecto a la placa superior para proporcionar el anillo 20') y el disco (10') separado.
Procedimiento y dispositivo para fabricar tapas desgarrables.
(07/03/2012) Procedimiento para fabricar tapas desgarrables , que comprende los pasos de
- alimentar una cinta de material de película desgarrable,
- troquelar en la cinta un tramo de película con una orejeta de desgarre ,
- sellar el tramo de película sobre un anillo de tapa (20'),
- doblar la orejeta de desgarre sobre la tapa ,
- aplicar una superficie adhesiva sobre la cinta , antes del troquelado del tramo de película , en un sitio en el que viene a quedar situada en la tapa desgarrable la orejeta de desgarre doblada , caracterizado porque se aplica la superficie adhesiva como un…
FABRICACION DE ANILLOS DE TAPA A PARTIR DE PIEZAS EN BRUTO SIN PRODUCIR CORTES DE DESPERDICIO.
(11/02/2010) Procedimiento de fabricación de una pieza en bruto sustancialmente en forma cilíndrica (40; 40a; 40b) para un procedimiento de conformación de anillos metálicos de tapa (20; 20a, 20b, 20c, 20d, 20e) con parte interior abierta y con borde perfilado en forma de anillo (20a, 20b, 20c, 20e), en el que: La pieza cilíndrica en bruto (10, VR), es desplazada axialmente hacia abajo (v o) desde un segmento exterior de los segmentos de herramienta (1 a 8) en un conjunto concéntrico de varios segmentos de herramienta (1 a 8) con forma de anillo, para ser conformada en un sentido radial (vo'') por medio de un labio (5a) de inversión del sentido de paso con forma de anillo de un segmento de herramienta…
PRENSA DE SIMPLE EFECTO PARA FABRICAR CASCARAS PARA EXTREMOS DE LATAS.
(29/01/2010) Una prensa de simple acción para fabricar una cáscara para el extremo de una lata, comprende: una herramienta superior teniendo una acción simple y una herramienta opuesta inferior ; un inserto de centro de matriz en dicha herramienta superior , dicho inserto de centro de matriz adaptado 5 para conectar un disco cortado de una lámina del extremo del material y cooperando con la herramienta inferior para formar dicha balda , dicha prensa teniendo un prensado dentro de dichas herramientas superior e inferior se mueven entre si, dicho prensado seguido de un desprensado, y dicha formación incluyendo la formación de un doblado en dicha cáscara…
METODO PARA FABRICAR UNA EXTREMIDAD DE LENGUETA CON DISEÑO UTILIZANDO UN ORIFICIO PERFORMADO EN UNA TIRA DE LENGUETAS ENROLLADA EN BOBINA.
(16/06/2007) Un método para la fabricación de una extremidad de lengüeta con diseño utilizando un orificio preformado de una tira de lengüetas enrollada en bobina, la cual puede imprimir un diseño de manera precisa en la parte superior de la lengüeta para la apertura del orificio dispensador de una lata de bebida y fijar la lengüeta en la lata, comprendiendo las etapas de: perforado (ST-1) de un orificio preformado en una tira de lengüetas enrollada en bobina en el mismo paso que el de una prensa de conversión anterior a la impresión del diseño; reconfigurado en plano (ST-2) de una porción proyectada al final de la tira de lengüetas enrollada en bobina perforada;…
EXTREMO DE LATA PARA UN RECIPIENTE.
(01/08/2006) Elemento extremo para un recipiente que comprende un material comprimible; una pared de panel central del material comprimible, comprendiendo la pared de panel central un lado público y un lado de producto opuesto; un segmento de panel de rotura dispuesto en la pared de panel central ; una ranura de entalle en el lado público del elemento extremo que determina un perímetro exterior de los segmentos de panel de rotura y que separa el segmento de panel de rotura de una parte no rompible del lado público; y un espesor residual del material comprimible que separa la ranura de entalle del lado de producto del panel central , caracterizado porque un…
PROCEDIMIENTO PARA FABRICAR UN ANILLO PARA UNA TAPA DE UN BOTE.
(01/04/2006) Procedimiento para fabricar un anillo de tapa que puede unirse con un cuerpo de bote, delimita una abertura de extracción y presenta un revestimiento sellable en caliente, y sobre el cual, para formar un tapa de bote , se puede sellar en caliente una membrana de cierre que cubre la abertura de extracción , en cuyo procedimiento se transforma un fleje de chapa con bordes laterales paralelos en un tubo y se sueldan o pegan los bordes laterales paralelamente al eje longitudinal (x) del tubo, se subdivide el tubo así producido en tramos de tubo de igual longitud con cantos de corte situados en planos paralelos uno a otro y se transforman los tramos de tubo en anillos de tapa , conformándose un primer canto de corte como un rebordeado exterior para su unión con un cuerpo de bote y enrollándose el segundo…
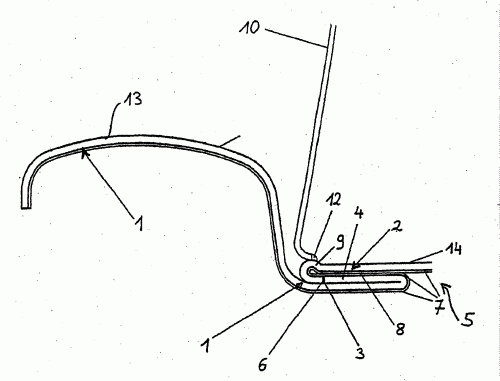
TAPA DE LATA Y SU PROCEDIMIENTO DE FABRICACION.
(16/10/2005). Ver ilustración. Solicitante/s: RASSELSTEIN HOESCH GMBH. Inventor/es: SAUER, RAINER, DR., ERFGEN, WERNER.
Tapa de lata, que se compone de un anillo de tapa y de una membrana de tapa que presenta una superficie frontal en los lados de los extremos, presentando el anillo de tapa en su margen interior una brida anular conformada como un enrollado aplanado y que rodea una abertura , cuya superficie frontal del lado de los extremos está dirigida radialmente hacia fuera y la membrana de tapa 10 para cerrar la abertura está unida a la brida anular , caracterizada porque la zona marginal de la membrana de tapa está plegada al revés hacia la brida anular y las superficies frontales de la membrana de tapa y de la brida anular se encuentran por empuje una junto a la otra.
TAPA PARA CONTENEDORES CON CARACTERISTICAS DE SEGURIDAD Y METODO DE FABRICACION DE LA MISMA.
(16/09/2005) Cierre de contenedor con características de seguridad, que se puede aplicar a un contenedor y que comprende: una parte central anular de la tapa ; una parte anular periférica de la tapa ; una línea de rotura que une la parte anular central de la tapa a la parte anular periférica de la tapa para permitir la retirada de la parte central de la tapa con respecto a la parte periférica de la tapa ; una pestaña de apertura fijada a la parte central de la tapa para permitir un movimiento pivotante con respecto a la parte central de la tapa , teniendo dicha aleta de apertura un saliente o nariz dispuesto adyacente a la línea de rotura de manera que al pivotar la aleta de apertura el saliente de la aleta de apertura provoca que se rompa una parte de la línea de rotura ; la parte central de la tapa que define progresivamente…
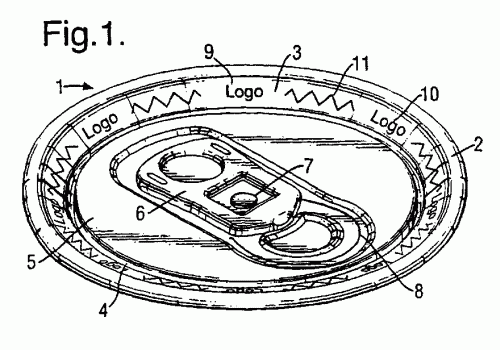
METODO Y APARATO PARA MARCAR ENVASES USANDO LUZ LASER.
(16/07/2005) Método para marcar y formar envases metálicos que tienen patrones seleccionables que definen caracteres sobre ellos, estando cada envase formado a partir de un cuerpo de envase y un extremo de envase, comprendiendo el método las siguientes etapas: a. impulsar al menos un componente de al menos un envase metálico y al menos otro componente de al menos otro envase metálico hasta respectivamente una estación de marcado láser y una estación de formación, en las cuales los componentes son bien los cuerpos de envase, los extremos de envase o una porción que se va a incorporar a los cuerpos de envase o a los extremos de envase. b. durante un tiempo de secado de un ciclo de operación de menos de 100 milisegundos, dentro del cual al menos un componente de al menos un contendor y el al menos otro componente…
(16/06/2005). Ver ilustración. Solicitante/s: CROWN CORK & SEAL TECHNOLOGIES CORPORATION. Inventor/es: JENKINS, LEONARD, ANTHONY.
Un extremo de lata que comprende una pestaña de engatillado periférica, una pared de mandril, dirigida hacia abajo desde el interior de la pestaña de engatillado, un nervio de refuerzo anular, cóncavo hacia fuera, que se extiende radialmente hacia dentro desde la pared de mandril, y un panel central soportado por una parte interior del nervio de refuerzo, estando inclinada la pared de mandril de modo que forme, con un eje perpendicular al panel central , un ángulo de entre 30 y 60º, caracterizado porque la pared de mandril está dotada de una imagen.
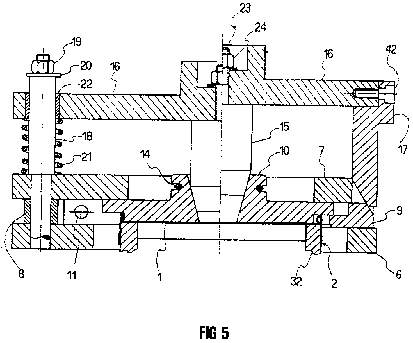
PROCEDIMIENTO Y APARATO PARA LA PRODUCCION DE TAPAS APILADAS Y TAPAS ASI OBTENIDAS.
(16/02/2005). Ver ilustración. Solicitante/s: SEDA S.P.A.. Inventor/es: D'AMATO, GIANFRANCO.
LA INVENCION DESCRIBE UN PROCEDIMIENTO PARA PRODUCIR TAPAS APILABLES, CADA UNA DE LAS CUALES INCLUYE UNA PARED SUPERIOR Y UN ELEMENTO DISPUESTO ALREDEDOR DEL PERIMETRO DE DICHA PARED SUPERIOR Y QUE FORMA UN REBORDE QUE SOBRESALE DE LA PARED SUPERIOR , Y UN FALDON QUE SE EXTIENDE POR DEBAJO DE DICHA PARED ; EL PROCEDIMIENTO INCLUYE LOS PASOS DE UNIR DE FORMA SINCRONICA LOS ELEMENTOS DE SECTOR EXTERNOS Y EL ELEMENTO DE SECTOR INTERNO EN DIRECCIONES RADIALMENTE OPUESTAS DE FORMA QUE, DEBIDO AL ACERCAMIENTO FORZADO DE LAS SUPERFICIES DE CONTACTO DE LOS ELEMENTOS DE SECTOR INTERNO Y EXTERNO CON EL REBORDE SUPERIOR DE LA TAPA INTERPUESTA ENTRE ELLOS, SE OBTIENE UN GRAFILADO A PRESION EN LA SUPERFICIE INTERIOR Y EXTERIOR DEL REBORDE SUPERIOR , LO CUAL OTORGA A DICHO REBORDE UN PERFIL APTO PARA PODER APILARLA SOBRE OTRAS TAPAS SIMILARES. LA INVENCION DESCRIBE ADEMAS UN DISPOSITVO PARA APLICAR ESTE PROCEDIMIENTO Y LAS TAPAS OBTENIDAS CON EL.
METODO Y APARATO PARA FORMAR UN EXTREMO DE LATA CON DEFORMACION MINIMA.
(16/08/2004) Un método para formar un extremo de lata para cerrar una lata de alimentos, que comprende los pasos de: (a) proporcionar un troquel con un borde anular de corte que tenga una superficie circunferencial interior y un punzón dispuesto coaxialmente con el borde de corte; (b) formar una pieza de partida de metal sustancialmente circular con una periferia y un panel central mediante la cooperación del punzón y del borde de corte del troquel; (c) estampar un panel de engatillado que tenga una pared de mandril en la periferia exterior de la pieza de partida ; (d) formar un nervio anular de rigidización que se extienda hacia…
{kind=link}
{kind=link}
{kind=link}
{kind=link}