Procedimiento y dispositivo para fabricar tapas desgarrables.
Procedimiento para fabricar tapas desgarrables (28), que comprende los pasos de
- alimentar una cinta (35) de material de película desgarrable,
- troquelar en la cinta (35) un tramo de película (25) con una orejeta de desgarre (29),
- sellar el tramo de película (25) sobre un anillo de tapa (20'),
- doblar la orejeta de desgarre (29) sobre la tapa (28),
- aplicar una superficie adhesiva (30) sobre la cinta (35), antes del troquelado del tramo de película (25), en un sitio en el que viene a quedar situada en la tapa desgarrable (28) la orejeta de desgarre doblada (29), caracterizado porque se aplica la superficie adhesiva (30) como un trozo de una cinta adhesiva (33) de doble cara, estando la cinta adhesiva provista, en su cara superior, de una película de protección (37) que se retira antes de doblar la orejeta de desgarre (29).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10000342.
Solicitante: SOUDRONIC AG.
Nacionalidad solicitante: Suiza.
Dirección: INDUSTRIESTRASSE 35 8962 BERGDIETIKON SUIZA.
Inventor/es: GYSI, PETER, OBERHOLZER, MARCEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D51/38 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › Fabricación de dispositivos para llenar o vaciar los botes de conserva, bidones, palanganas, botellas u otros recipientes; Fabricación de extremos de botes de conserva; Fabricación de cierres.
- B21D51/44 B21D 51/00 […] › Fabricación de cierres, p. ej. tapas (a partir de hojas metálicas delgadas en la misma forma en que se confeccionan cápsulas de papel B31D 5/00; fabricación y colocación simultánea de los cierres B67B).
- B65D17/50 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 17/00 Recipientes rígidos o semirrígidos especialmente concebidos para ser abiertos cortando, perforando, o rasgando elementos o partes frágiles (elementos de cierre interno frágiles asociados a capuchones, tapas o cubiertas B65D 51/20). › Elementos frágiles que no forman parte del recipiente, aplicados a aberturas preformadas o insertados en ellas, p. ej. bandas de desgarro o tapones de plástico (B65D 53/08 tiene prioridad).
PDF original: ES-2379859_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para fabricar tapas desgarrables.
Antecedentes La invención concierne a un procedimiento para fabricar tapas desgarrables según la reivindicación 1. Asimismo, la invención concierne a un dispositivo para fabricar tapas desgarrables según la reivindicación 7.
Estado de la técnica Es conocido el recurso de construir tapas para envases a manera de botes o latas como tapas metálicas fijadas permanentemente al lado superior del envase, las cuales presentan un anillo de tapa con una abertura de extracción. Esta abertura permanece cerrada hasta el primer uso del contenido del envase por medio de una película arrancable aplicada sobre el anillo de tapa por sellado en caliente; tales tapas se denominan tapas desgarrables. La película aplicada sobre la tapa se denomina película desgarrable y puede ser, por ejemplo, una película metálica, una película de material compuesto metálico o una película de plástico puro. Una tapa adicional de plástico, dispuesta sobre la tapa metálica, hace que el envase pueda volverse a cerrar durante el periodo de tiempo de consumo del contenido. Para abrir la tapa desgarrable o para arrancar la película aplicada por sellado, ésta presenta una orejeta de desgarre. Al cerrar un bote después de su llenado se rebordea la tapa desgarrable prefabricada contra la envolvente del bote. En este paso de fabricación puede estorbar una orejeta de desgarre sobresaliente y ésta puede arrugarse e incluso puede ser desprendida. Asimismo, la aplicación de la tapa de plástico es en general posible solamente cuando se ha doblado la orejeta hacia atrás. Por tanto, es deseable que la orejeta de desgarre esté doblada hacia atrás sobre la tapa y conserve esta posición. Esto es posible en el caso de películas metálicas, pero en estos botes, durante la esterilización del bote lleno y cerrado, la acción del calor y el proceso de enfriamiento pueden provocar también una deformación y una proyección indeseada de la orejeta de desgarre hacia fuera. En películas compuestas de metal y plástico o en películas hechas solamente de plástico es más difícil un doblado permanente hacia atrás y resulta entonces más bien una proyección hacia fuera durante la esterilización debido a la diferente dilatación térmica de las capas. Para botes que contienen productos secos y que no tienen que ser esterilizados, es ya conocido el recurso de inmovilizar la orejeta de desgarre doblada hacia atrás con un adhesivo termofusible sobre la tapa después del sellado de la película desgarrable sobre dicha tapa. No obstante, este paso de producción es complicado. Además, no puede ser empleado para botes que se deben esterilizar, ya que el adhesivo termofusible falla en las condiciones de esterilización.
El documento EP 1 386 852 A1 revela un procedimiento para fabricar tapas desgarrables en las que se alimenta una cinta de material de película desgarrable, se troquela en la cinta un tramo de película con una orejeta de desgarre y se sella el tramo de película sobre un anillo de tapa. A continuación, se aplica una superficie adhesiva sobre la cinta antes del troquelado del tramo de película y, por último, se dobla la orejeta de desgarre sobre la tapa, fijándose esta orejeta a la tapa por medio de la superficie adhesiva aplicada sobre la cinta. El procedimiento hace posible una fabricación más sencilla y más barata de tapas desgarrables.
Se conoce también por el documento DE 10 2007 017 339 el que el tramo de agarre de la película desgarrable puede ser fijado a la tapa con un sellado de seguridad.
A continuación, se explican con más detalle procedimientos y dispositivos conocidos para fabricar tapas desgarrables haciendo referencia a las figuras 1 a 9. Las figuras 2 a 8 sirven aquí para explicar pasos de fabricación.
Exposición de la invención La invención se basa en el problema de crear una mejora en la fabricación de tapas desgarrables.
Para resolver el problema se efectúa en el procedimiento citado al principio la aplicación de una superficie adhesiva sobre la cinta antes del troquelado del tramo de película y en un sitio en el que viene a quedar situada la orejeta de desgarre doblada en la tapa desgarrable terminada. Se efectúa entonces la aplicación de la superficie adhesiva en forma de un trozo de cinta adhesiva de doble cara. La cinta adhesiva está provista, en su lado superior, de una película de protección que es retirada antes del doblado de la orejeta de desgarre. La película de protección hace posible aquí el sellado sin perturbaciones de la película desgarrable sobre el anillo de tapa y protege la superficie adhesiva.
Asimismo, el problema se resuelve con el dispositivo de fabricación según la reivindicación 7.
Se prefiere especialmente una cinta adhesiva con fuerza adhesiva diferente en las dos caras adhesivas, aplicándose la cinta de modo que entre en acción la fuerza adhesiva más pequeña de la orejeta de desgarre.
Breve descripción de los dibujos En lo que sigue se explican el estado de la técnica y ejemplos de realización de la invención ayudándose de los
dibujos. Muestran en estos:
La figura 1, un alzado lateral esquemático de un dispositivo según el estado de la técnica, así como para la puesta en práctica de la presente invención;
La figura 2 a la figura 8, sectores de tapas metálicas para explicar su fabricación;
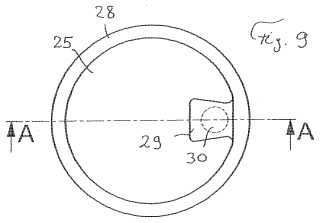
La figura 9, una vista en planta de una tapa desgarrable según la invención;
La figura 10, una representación en sección parcial de la tapa desgarrable de la figura 9;
La figura 11, una vista esquemática de la aplicación de la película desgarrable en la estación de sellado, así como de otros pasos;
La figura 12, una vista esquemática de una estación de troquelado para una cinta adhesiva de doble cara;
La figura 13, una vista en sección esquemática del mecanismo de soplado y aspiración para retirar la película de protección de la superficie adhesiva; y La figura 14, una vista más exacta de la retirada de la película de protección.
Modos de realización de la invención La figura 1 muestra un alzado lateral esquemático de un dispositivo 1 para fabricar tapas desgarrables. Éste presenta varias estaciones de mecanización 3 a 9 dispuestas sobre un bastidor de máquina 2. Un equipo de transporte 10, 13, 14 transporta piezas de tapa y las tapas terminadas en la dirección de transporte, que está insinuada por la flecha C, desde el principio del dispositivo en la pila 11 hasta el final del dispositivo, en donde las tapas llegan por planos inclinados a las bandejas 16 ó 17. Se retiran de la pila 11 unas piezas de tapa de manera conocida y éstas llegan al equipo de transporte. Éste puede presentar dos carriles largos 10 que están dispuestos cada uno de ellos individualmente a un lado de los objetos y que, al elevar las barras 10 por medio del accionamiento 14 en la dirección de la flecha A hacia arriba, elevan las piezas de tapa o las tapas situadas sobre las bandejas 10' o en las estaciones 3 a 9 y, seguidamente, las desplazan en cierta medida hacia delante por efecto de un movimiento de avance en la dirección de la flecha B (dirigida en el mismo sentido que la flecha C) originado por el accionamiento de manivela 13. A continuación, las barras se mueven en la dirección de la flecha A hacia abajo, con lo que las piezas de tapa y las tapas son depositadas nuevamente en sus sitios de deposición. Las barras 10 son movidas seguidamente en la dirección de la flecha B hacia atrás, en sentido contrario a la flecha C, por debajo de las posiciones de deposición de los objetos, para realizar después nuevamente el proceso descrito. Las piezas de tapa o las tapas descansan entre el transporte sobre sus posiciones de deposición o se encuentran en las estaciones de mecanización y son allí mecanizadas. Después de un paso de mecanización realizado por todas las estaciones de mecanización se efectúa el nuevo transporte. En lugar del equipo de transporte descrito se podría emplear un equipo de transporte conocido con dos correas dentadas según el documento WO 2006/017953. Este accionamiento por correas dentadas sin fin se prevé en la longitud necesaria para el número de estaciones de mecanización y el movimiento paso a paso de las correas dentadas sincronizado con las estaciones de mecanización es producido por un motor de pasos o un servomotor que acciona las correas dentadas a través de rodillos dentados. El equipo de transporte con correas dentadas permite la fabricación de tapas con un mayor índice... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar tapas desgarrables (28) , que comprende los pasos de -alimentar una cinta (35) de material de película desgarrable, -troquelar en la cinta (35) un tramo de película (25) con una orejeta de desgarre (29) , -sellar el tramo de película (25) sobre un anillo de tapa (20') , -doblar la orejeta de desgarre (29) sobre la tapa (28) , -aplicar una superficie adhesiva (30) sobre la cinta (35) , antes del troquelado del tramo de película (25) , en un sitio en el que viene a quedar situada en la tapa desgarrable (28) la orejeta de desgarre doblada (29) , caracterizado porque se aplica la superficie adhesiva (30) como un trozo de una cinta adhesiva (33) de doble cara, estando la cinta adhesiva provista, en su cara superior, de una película de protección (37) que se retira antes de doblar la orejeta de desgarre (29) .
2. Procedimiento según la reivindicación 1, caracterizado porque se aplica una cinta adhesiva (33) que presenta una fuerza adhesiva de diferente magnitud en sus dos caras, siendo más pequeña la fuerza adhesiva en la cara que mira hacia la orejeta de desgarre (29) .
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque se troquela el trozo en la cinta adhesiva (33) por encima de la cinta (35) y se le aplica después directamente sobre esta cinta (35) .
4. Procedimiento según cualquiera de las reivindicaciones 1 a 3, caracterizado porque se desprende la película de protección (37) con al menos un chorro de aire (43) y porque se succiona la película de protección desprendida (37) por medio de un flujo de aspiración (46) .
5. Procedimiento según la reivindicación 1, caracterizado porque se aplica la superficie adhesiva en forma líquida.
6. Procedimiento según la reivindicación 5, caracterizado porque se aplica como superficie adhesiva un lacre de sellado, especialmente por impresión o rociado, y porque al doblar la orejeta (29) hacia atrás sobre la tapa se efectúa un sellado para la fijación de la orejeta.
7. Dispositivo para fabricar tapas desgarrables (28) , que comprende un equipo de transporte para piezas de tapa y tapas (20, 20', 28) y una estación de sellado (5, 6) en la que se puede alimentar una cinta (35) de material de película desgarrable con ayuda de unos medios de alimentación (36) , en donde la estación de sellado está concebida para troquelar en la cinta (35) un tramo de película (25) con una orejeta de desgarre (29) y para sellar el tramo de película (25) con su cara inferior sellable sobre un anillo de tapa (20') , así como una estación de doblado
(42) en la que se puede doblar la orejeta de desgarre (29) sobre la tapa, estando previsto un equipo (38, 39) mediante el cual se puede aplicar una superficie adhesiva (30) sobre la cara superior (26) de la cinta (35) antes del troquelado del tramo de película (25) , caracterizado porque está previsto un equipo (41) para retirar una película de protección (37) de la superficie adhesiva.
8. Dispositivo según la reivindicación 7, caracterizado porque el equipo presenta al menos una alimentación para al menos una cinta adhesiva (33) y al menos una herramienta troqueladora (38) , mediante la cual se puede troquelar la superficie adhesiva (30) en la cinta adhesiva (33) y se puede aplicar dicha superficie adhesiva sobre la cara superior (26) de la cinta (35) .
9. Dispositivo según la reivindicación 7 u 8, caracterizado porque el equipo está concebido para solicitar la superficie adhesiva con aire comprimido (43) y para succionar la película de protección desprendida.
Patentes similares o relacionadas:
Recipiente para tejidos para diagnóstico molecular e histológico que incorpora una membrana rompible, del 29 de Abril de 2020, de BECTON, DICKINSON AND COMPANY: Un recipiente para almacenar una muestra biológica, comprendiendo: un alojamiento extendiéndose entre un primer extremo abierto y un segundo […]
Mecanismo de recierre para envases, envases de bebidas en particular, del 1 de Abril de 2020, de REEND SPÓLKA Z OGRANICZONA ODPOWIEDZIALNOSCIA: Un mecanismo de recierre para envases, particularmente envases de bebidas, sellado antes de la primera abertura, que contiene un pestillo […]
Tapa para lata, del 4 de Septiembre de 2019, de Piech, Gregor Anton: Tapa para lata con una abertura que puede volver a cerrarse herméticamente, en particular para latas de bebidas, con una región de apertura delimitada, prevista en […]
Lata de conservas con fondo flexible y procedimiento de fabricación correspondiente, del 17 de Julio de 2019, de Compagnie Generale De Conserve: Lata de conservas que comprende un cuerpo metálico que presenta una parte superior cerrada herméticamente por un primer fondo y una parte […]
Cartucho formador de aerosol con lámina protectora, del 17 de Abril de 2019, de PHILIP MORRIS PRODUCTS S.A.: Un cartucho formador de aerosol para su uso en un sistema generador de aerosol que se hace funcionar eléctricamente, el cartucho formador de aerosol comprende: […]
Tapa de apertura rápida y procedimiento para su fabricación, del 2 de Mayo de 2018, de SOUDRONIC AG: Procedimiento para la fabricación de una tapa de apertura rápida, en el que una lámina de apertura rápida se fija por termosellado mediante un material […]
Dispositivo de apertura y aparato para moldear un dispositivo de apertura en un material de envasado laminar, del 21 de Marzo de 2018, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un dispositivo de apertura moldeado en un material de envasado laminar , donde dicho material de envasado laminar comprende al menos una primera […]
PROTECTOR DE ENVASES, del 8 de Febrero de 2018, de GONZÁLEZ SÁNCHEZ, JOSÉ FRANCISCO: 1. Protector de envases, previsto para ser acoplado en envases de forma cilíndrica que incluyen un remache que sobresale en la parte superior del propio envase, […]