FABRICACION DE ANILLOS DE TAPA A PARTIR DE PIEZAS EN BRUTO SIN PRODUCIR CORTES DE DESPERDICIO.
Procedimiento de fabricación de una pieza en bruto sustancialmente en forma cilíndrica (40;
40a; 40b) para un procedimiento de conformación de anillos metálicos de tapa (20; 20a, 20b, 20c, 20d, 20e) con parte interior abierta (21) y con borde perfilado en forma de anillo (20a, 20b, 20c, 20e), en el que: La pieza cilíndrica en bruto (10, VR), es desplazada axialmente hacia abajo (v o) desde un segmento exterior (1) de los segmentos de herramienta (1 a 8) en un conjunto concéntrico de varios segmentos de herramienta (1 a 8) con forma de anillo, para ser conformada en un sentido radial (vo'') por medio de un labio (5a) de inversión del sentido de paso con forma de anillo de un segmento de herramienta (5) situado radialmente más al interior, perteneciente al conjunto concéntrico de varios segmentos de herramienta (1 a 8) y por encima del labio (5a) de inversión del sentido de paso está sujeto un segmento superior de herramienta (2) para definir una hendidura de separación (S), hacia cuyo interior es empujada a presión la pieza en bruto (10; VR; HR) deformada radialmente hacia dentro (v0'');en el que, para fabricar la pieza en bruto cilíndrica,
(a) en un proceso de embutición profunda o en un proceso de embutición inversa se reduce una parte inferior (30) de forma de bote de un recipiente desde un primer diámetro (2r 2) hasta un diámetro más pequeño (2r 1);
(b) se interrumpe la reducción según la característica (a) desde poco antes hasta bastante antes del final para dejar una tira cilíndrica (40a) en un extremo superior de la parte inferior (30, 40) casi completamente conformada, la cual, después de un corte de separación periférico a lo largo de una línea de corte periférica (T), pasa a ser la pieza en bruto cilíndrica (VR; 10, 40), a partir de la cual se puede conformar el anillo de tapa (20a a 20e), que se extiende en forma sustancialmente plana, efectuándose el corte de separación a lo largo de la línea de corte (T) entre la parte inferior casi completamente conformada y la tira cilíndrica (40a) de modo que la tira cilíndrica presente solamente una pequeña ala anular que sobresale hacia dentro
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E00107477.
Solicitante: IMPRESS GMBH & CO. OHG.
Nacionalidad solicitante: Alemania.
Dirección: BRAUNSCHWEIGER STRASSE 26,38723 SEESEN.
Inventor/es: PETER, WOLFGANG, HARTZUNG,HANS.
Fecha de Publicación: .
Fecha Solicitud PCT: 20 de Junio de 1997.
Fecha Concesión Europea: 26 de Agosto de 2009.
Clasificación Internacional de Patentes:
- B21D51/38 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › Fabricación de dispositivos para llenar o vaciar los botes de conserva, bidones, palanganas, botellas u otros recipientes; Fabricación de extremos de botes de conserva; Fabricación de cierres.
- B21D51/44 B21D 51/00 […] › Fabricación de cierres, p. ej. tapas (a partir de hojas metálicas delgadas en la misma forma en que se confeccionan cápsulas de papel B31D 5/00; fabricación y colocación simultánea de los cierres B67B).
- B21D53/18 B21D […] › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de sección hueca o en forma de C, p. ej. para cortinas, ojetes.
Clasificación PCT:
- B21D51/38 B21D 51/00 […] › Fabricación de dispositivos para llenar o vaciar los botes de conserva, bidones, palanganas, botellas u otros recipientes; Fabricación de extremos de botes de conserva; Fabricación de cierres.
- B21D51/44 B21D 51/00 […] › Fabricación de cierres, p. ej. tapas (a partir de hojas metálicas delgadas en la misma forma en que se confeccionan cápsulas de papel B31D 5/00; fabricación y colocación simultánea de los cierres B67B).
Clasificación antigua:
- B21D51/38 B21D 51/00 […] › Fabricación de dispositivos para llenar o vaciar los botes de conserva, bidones, palanganas, botellas u otros recipientes; Fabricación de extremos de botes de conserva; Fabricación de cierres.
- B21D51/44 B21D 51/00 […] › Fabricación de cierres, p. ej. tapas (a partir de hojas metálicas delgadas en la misma forma en que se confeccionan cápsulas de papel B31D 5/00; fabricación y colocación simultánea de los cierres B67B).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Portugal, Irlanda, Finlandia, Letonia.
Fragmento de la descripción:
Fabricación de anillos de tapa a partir de piezas en bruto sin producir cortes de desperdicio.
El campo técnico de la invención es el procedimiento para configurar anillos metálicos de tapa, que se necesitan para su colocación y rebordeado sobre un recipiente con forma redonda o no redonda. En el estado de la técnica, los anillos de tapa de esta clase se cortan mediante troquelado a partir de chapa plana, de manera que en su parte central se produce un disco redondo, que es un recorte de desperdicio. Para la posterior terminación del recipiente solo se necesita el anillo de tapa así cortado.
Por el documento FR-A 769 264 se encuentra ya al alcance del técnico especializado desde 1934 un procedimiento en el que se pueden evitar discos centrales cortados por troquelado durante la fabricación del anillo de tapa. Se corta allí de la zona central según la figura 1 de dicho documento una pieza central según la figura 2 del mismo documento que se transforma en un anillo de tapa (véase allí la figura 3). La parte restante que queda, una pieza angular que se extiende en forma de círculo según la mitad superior de la figura 2, es invertida y provista, por una operación de enrollamiento 11, de un borde enrollado en el que puede atacar el anillo de tapa (véase la combinación de las figuras 3 y 4 en dicho documento). Se puede evitar el disco central restante empleándolo como tapa. La pieza en bruto según la figura 2 de dicho documento es de forma angular en sección transversal. Otra clase de corte de separación se encuentra en el documento FR-A 620 920, en el que puede deducirse como cortada y separada, por parte del técnico especializado desde 1926, una tira plana en un sitio de corte según las figuras 2 y 3 de este documento. Después del corte de separación queda una cubeta de fondo 2 de forma de recipiente que, después de transformaciones según las figuras 4 y 6 de dicho documento, se configura en forma de una tapa. La corona circular plana con abertura interior según la figura 3 de dicho documento pasa a ser según la figura 4 una caperuza que se coloca sobre la brida de borde de la figura 6 de dicho documento para crear una retención adicional y que seguidamente se rebordea (véase la figura 7 de dicho documento).
En la fabricación de anillos de tapa de metal se debe evitar la pérdida de material o la producción de recortes de desperdicio formados por los discos cortados y separados del anillo. Este es el objeto de la presente invención para solucionar el problema.
Se hace referencia a la reivindicación 1 para la solución del problema comentado. La reivindicación 2 es un perfeccionamiento ventajoso. Para el procedimiento de conformación de anillos de tapa metálicos hay que fabricar primeramente una pieza en bruto de modo que se pueda formar a partir de ella el anillo de tapa de metal según lo requiera el problema técnico.
El procedimiento para fabricar la pieza en bruto sustancialmente en forma cilíndrica comprende la reducción de una parte inferior de forma de bote de un recipiente desde un primer diámetro hasta un diámetro más pequeño, y esto en un proceso de embutición profunda o un proceso de embutición inversa. Durante el proceso de reducción (la reducción) se interrumpe este proceso desde poco antes hasta bastante antes del final para dejar una tira cilíndrica en un extremo superior de la parte inferior casi completamente conformada, la cual, después de un corte de separación periférico a lo largo de una línea de corte periférica, pasa a ser la pieza en bruto cilíndrica a partir de la cual se puede conformar el anillo de tapa, que se extiende en forma sustancialmente plana.
El corte de separación a lo largo de la línea de corte se efectúa entre la parte inferior casi completamente conformada y la tira cilíndrica, de modo que esta tira cilíndrica presente solamente una pequeña ala anular sobresaliente hacia dentro.
La invención consigue la confección de un anillo cilíndrico (pieza de anillo en bruto) no totalmente terminado, que se obtiene a partir de un cuerpo de bote y se termina con una herramienta de embutición inversa o una herramienta telescópica. También se puede utilizar una herramienta múltiple escalonada para la formación de la pieza de anillo en bruto.
El cuerpo de bote es embutido con forma redonda o no redonda a partir de un recorte de chapa. Por medio del corte de separación de la tira del bote se obtiene la pieza de anillo en bruto con la "medida exterior del anillo de embutición" del anillo de tapa, que en lo esencial es cilíndrico o bien ovalado (no redondo) y tiene solo una pequeña ala de anillo que sobresale hacia adentro.
En el sentido de la descripción, bajo la expresión "pieza de anillo en bruto" se deben entender segmentos cilíndricos que no son forzosamente redondos circulares, pero que tienen una altura de pared que se extiende claramente en sentido axial. Se entiende como cilindro, en el sentido de la descripción, también un cilindro no redondo, que es ovalado, con una clara extensión de su pared en sentido axial.
Un "segmento cilíndrico" de esta clase se corta y se separa a partir de un cuerpo de bote no totalmente terminado todavía, realizándose el corte poco antes o incluso bastante antes del final de la última operación de reducción, en especial entre el 80% y el 95% de la operación de embutición, si la cantidad necesaria de material en el segmento cilíndrico restante coincide con la cantidad de material prevista para la conformación del anillo de tapa y siempre que coincida dicha cantidad (reivindicación 2).La forma de la línea de corte T coincide con la forma de la pieza de anillo en bruto (reivindicación 8).
El segmento cilíndrico es colocado, después de su formación, en un conjunto de varios segmentos de herramienta reunidos en forma de anillo y es desplazado axialmente hacia abajo, para realizar su deformación en un sentido radial por medio de un labio de inversión del sentido de paso, convirtiéndose así en un anillo de tapa conformado radialmente hacia adentro y que se extiende en sentido radial. La inversión del sentido de paso por medio del labio de inversión se realiza de manera que el segmento cilíndrico deformado hacia abajo/hacia adentro es introducido a presión en una hendidura, que es definida por un segmento de herramienta superior y otro situado debajo.
El procedimiento de conformación transforma la pieza cilíndrica en bruto (con forma básica de anillo circular hasta forma ovalada) en una pieza en bruto con forma de anillo plano, en la que adicionalmente, en una operación de movimiento hacia arriba de otro macho en forma de anillo, se realiza una pared anular vertical con enrollado hacia adentro.
Una escotadura cilíndrica en el segmento de herramienta exterior está adaptada a la forma básica de la pieza cilíndrica en bruto; pero también puede tener una forma básica ovalada de acuerdo con el destino prefijado, aunque con una extensión claramente axial, para alojar a la pieza cilíndrica en bruto y desplazarla hacia abajo.
La escotadura está adaptada en su extensión radial al grosor del segmento cilíndrico en bruto que se debe deformar.
A continuación se explica y se complementa la invención por medio de varios ejemplos de realización.
- La figura 1 muestra un primer bote o recipiente, visto en sección, del cual se puede cortar y separar un anillo.
- La figura 2 muestra un bote casi acabado, fabricado en la operación de embutición o en la operación de embutición inversa, en el que se ha interrumpido la operación de embutición o de embutición inversa poco antes de su terminación, para obtener un anillo cilíndrico superior con un diámetro 2r2 mayor.
- La figura 3 muestra la separación en la línea de corte de anillo T, obteniéndose un cuerpo residual 30 en forma de tronco y una pieza cilíndrica en bruto de anillo de tapa 40.
- La figura 4 muestra el anillo de tapa terminado con una brida anular 20c horizontal, una parte enrollada interior 20e y una zona de borde exterior con un gancho 20a en forma de anillo para su colocación en una ranura de engatillado. En su parte interior, el anillo de tapa está abierto, lo cual se muestra en el dibujo por medio de la abertura 21, que puede verse en la sección.
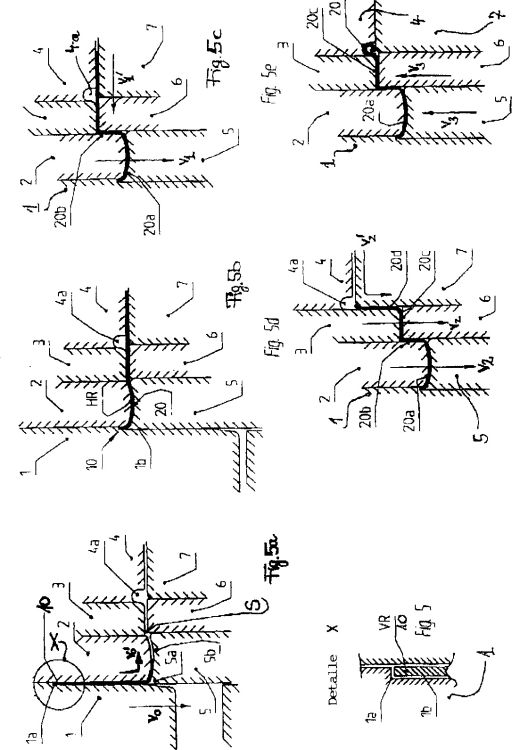
- Las figuras 5a, 5b, 5c, 5d y 5e muestran diferentes posiciones de una herramienta simple para una sola operación. Entre los machos superiores 1 a 4 y los machos inferiores 5 a 7, que se modifican durante el funcionamiento del conjunto concéntrico de herramienta, varía la geometría de la pieza...
Reivindicaciones:
1. Procedimiento de fabricación de una pieza en bruto sustancialmente en forma cilíndrica (40; 40a; 40b) para un procedimiento de conformación de anillos metálicos de tapa (20; 20a, 20b, 20c, 20d, 20e) con parte interior abierta (21) y con borde perfilado en forma de anillo (20a, 20b, 20c, 20e), en el que:
La pieza cilíndrica en bruto (10, VR), es desplazada axialmente hacia abajo (vo) desde un segmento exterior (1) de los segmentos de herramienta (1 a 8) en un conjunto concéntrico de varios segmentos de herramienta (1 a 8) con forma de anillo, para ser conformada en un sentido radial (vo') por medio de un labio (5a) de inversión del sentido de paso con forma de anillo de un segmento de herramienta (5) situado radialmente más al interior, perteneciente al conjunto concéntrico de varios segmentos de herramienta (1 a 8) y por encima del labio (5a) de inversión del sentido de paso está sujeto un segmento superior de herramienta (2) para definir una hendidura de separación (S), hacia cuyo interior es empujada a presión la pieza en bruto (10; VR; HR) deformada radialmente hacia dentro (v0');en el que, para fabricar la pieza en bruto cilíndrica,
(a) en un proceso de embutición profunda o en un proceso de embutición inversa se reduce una parte inferior (30) de forma de bote de un recipiente desde un primer diámetro (2r2) hasta un diámetro más pequeño (2r1);
(b) se interrumpe la reducción según la característica (a) desde poco antes hasta bastante antes del final para dejar una tira cilíndrica (40a) en un extremo superior de la parte inferior (30, 40) casi completamente conformada, la cual, después de un corte de separación periférico a lo largo de una línea de corte periférica (T), pasa a ser la pieza en bruto cilíndrica (VR; 10, 40), a partir de la cual se puede conformar el anillo de tapa (20a a 20e), que se extiende en forma sustancialmente plana, efectuándose el corte de separación a lo largo de la línea de corte (T) entre la parte inferior casi completamente conformada y la tira cilíndrica (40a) de modo que la tira cilíndrica presente solamente una pequeña ala anular que sobresale hacia dentro.
2. Procedimiento según la reivindicación 1, en el que la reducción se efectúa hasta solamente 80% a 95% cuando y siempre que la cantidad de material necesaria para el anillo de tapa (20a a 20e) corresponda a la cantidad de material que proporciona la tira cilíndrica (40a) no conformada hasta el final entre el sitio de corte (T) y su extremo.
3. Procedimiento según la reivindicación 1, en el que la pieza en bruto anular (40) es sustancialmente cilíndrica.
4. Procedimiento según la reivindicación 1, en el que la pieza en bruto anular no es circular.
5. Procedimiento según la reivindicación 4, en el que la pieza en bruto anular es ovalada.
6. Procedimiento según cualquiera de las reivindicaciones anteriores, en el que la pieza en bruto anular presenta una altura de pared que se extiende netamente en dirección axial.
7. Procedimiento según la reivindicación 3, en el que el cilindro no es circular.
8. Procedimiento según cualquiera de las reivindicaciones anteriores, en el que la línea de corte (T) sigue a la forma de la pieza en bruto anular.
9. Procedimiento según la reivindicación 8, en el que el corte de separación se efectúa en una línea de corte desde arriba o desde abajo.
10. Procedimiento según la reivindicación 9, en el que la pieza en bruto permanece por encima del cuerpo de bote o al lado de éste después del corte de separación.
11. Procedimiento según la reivindicación 1, en el que se efectúa una elaboración adicional de la pieza en bruto en una herramienta de una sola etapa (5) o de múltiples etapas.
Patentes similares o relacionadas:
Método y aparato para formar un extremo de lata moldurado, del 6 de Junio de 2019, de ALFONS HAAR INC.: Un método para formar un extremo de lata en una prensa de conformación, el método comprende: posicionar una hoja de material entre un conjunto de punzón […]
Disposición de prensas de estampado, del 28 de Marzo de 2019, de BRUDERER AG: Disposición de prensas de estampado comprendiendo al menos dos primeras unidades de prensa de estampado (4a-4c; 4d-4i) dispuestas una al lado de la otra, […]
Tapa metálica para un cuerpo de contenedor, del 21 de Septiembre de 2018, de Ardagh MP West FRance S.A: Tapa metálica para un cuerpo de contenedor, en particular para un contenedor de tipo lata de conserva metálica, en la que dicha tapa metálica […]
Procedimiento de formación de un extremo de lata que tiene una porción amovible, del 10 de Mayo de 2017, de CROWN PACKAGING TECHNOLOGY, INC: Un procedimiento para producir un extremo de lata que tiene una porción amovible dispuesta por debajo de una lengüeta de tracción, comprendiendo el procedimiento: […]
Tapa de apertura por rasgado para latas así como procedimiento para la fabricación de una tapa de apertura por rasgado, del 11 de Enero de 2017, de ThyssenKrupp Rasselstein GmbH: Tapa de apertura por rasgado para latas, fabricada de una chapa de acero laminada en frío de un acero no aleado o de baja aleación con un contenido de carbono […]
Extremo de lata de bebida de apertura completa, del 21 de Septiembre de 2016, de CROWN PACKAGING TECHNOLOGY, INC: Un conjunto de lata de bebida de apertura completa con una presión de servicio de al menos 482.500 Pa en un ensayo de venteo, comprendiendo el conjunto de lata: […]
Producción de extremo de lata, del 18 de Mayo de 2016, de CROWN PACKAGING TECHNOLOGY, INC: Un procedimiento de fabricación de un extremo de lata de fácil apertura, comprendiendo el procedimiento la formación de una pieza moldeada de extremo de lata en una prensa […]
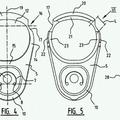 Anilla para una tapa y proceso para fabricar dicha anilla, del 23 de Marzo de 2016, de Ardagh MP Group Netherlands B.V: Anilla para una tapa , que comprende un cuerpo de la anilla que tiene en un lado una nariz de la anilla para abrir la tapa […]
Anilla para una tapa y proceso para fabricar dicha anilla, del 23 de Marzo de 2016, de Ardagh MP Group Netherlands B.V: Anilla para una tapa , que comprende un cuerpo de la anilla que tiene en un lado una nariz de la anilla para abrir la tapa […]