CIP-2021 : B29B 11/14 : caracterizado por la estructura o la composición.
CIP-2021 › B › B29 › B29B › B29B 11/00 › B29B 11/14[1] › caracterizado por la estructura o la composición.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29B PREPARACION O PRETRATAMIENTO DE MATERIAS A CONFORMAR; FABRICACION DE GRANULOS O DE PREFORMAS; RECUPERACION DE LAS MATERIAS PLASTICAS O DE OTROS CONSTITUYENTES DE MATERIALES DE DESECHO QUE CONTIENEN MATERIAS PLASTICAS.
B29B 11/00 Fabricación de preformas (B29C 61/06 tiene prioridad).
B29B 11/14 · caracterizado por la estructura o la composición.
CIP2021: Invenciones publicadas en esta sección.
Dosis multicapa y su procedimiento de fabricación.
(25/12/2013) Dosis multicapa que presenta un eje de simetría para la realización de objetos multicapa mediante moldeopor compresión, constituida por una primera resina sintética y una fina capa funcional aprisionada en dichaprimera resina ; representando dicha capa funcional menos del 20% del volumen de la dosis ; caracterizadaporque la capa funcional forma la envolvente de un cuerpo de revolución alrededor del eje de simetría y porque ladistancia de la capa funcional con respecto al eje de simetría es variable.
Preforma para obtener un contenedor moldeado por soplado y que tiene una porción de puerta cóncava, pila de molde de inyección y procedimiento para obtener la preforma, procedimiento para obtener el contenedor y contenedor.
(11/12/2013) Una preforma (p) apropiada para moldeo por soplado subsiguiente y que comprende una porción de cuello que termina en una abertura de vertido , una porción de puerta que forma un extremo inferior cerrado, y unaporción de cuerpo que se extiende entre dicha porción de puerta y dicha porción de cuello , en donde dichaporción de puerta comprende una sub-porción extrema inferior cerrada ,una sub-porción de puerta , yuna sub-porción de transición , en donde la sub-porción extrema inferior cerrada comprende una parteinferior que tiene una cara externa convexa (311b), en donde la sub-porción de puerta se extiende desdedicha parte inferior hacia la porción de cuerpo , en donde la sub-porción de transición une la sub-porción de puerta a la porción de cuerpo , y en donde la cara externa (33b)…
Método de fabricación de un envase con asa de conexión integral múltiple.
(06/11/2013) Un método de formación de un envase dotado de un asa integral , comprendiendo dichométodo:
(a) formar una preforma dotada de una porción de cuello y una porción expandible debajo de la porción de cuello ; teniendo la preforma al menos un bucle de materialplástico orientable; siendo el material el mismo material que una pared de la preforma ;estando el bucle conectado integralmente tanto en un primer extremo como en un segundoextremo a una primera ubicación y a una segunda ubicación separada respectivas en lapreforma ; el bucle está integralmente conectado en el primer extremo a la…
Preforma de plástico que tiene un acabado de cuello con un peso ligero y capaz de cerrarse por calentamiento.
(21/10/2013) Una preforma de plástico que comprende un acabado de cuello que tiene al menos una primera zona superior capaz de sellarse por calor que se termina por un extremo superior abierto, una segunda zona intermedia roscada para enroscar un tapón de cierre, y una tercera zona inferior que comprende un anillo (221a)de soporte del cuello de anchura (L1), en la que la primera zona superior comprende un rebaje anular deagarre de altura (H2) predeterminada y profundidad (d), en la que la cara interior de la tercera zona inferiorforma un paso (221b) de transición hacia el interior, y en la que el diámetro (D3) exterior de la preforma medido justopor debajo del anillo (221a) de soporte…
Preforma para un recipiente de polipropileno.
(28/08/2013) Una preforma moldeada por inyección , para moldear un recipiente por soplado y estiramiento a partirde ella, definida por una línea central 208 y comprendiendo una sección de acabado o de boca que tiene unapestaña o reborde de soporte y una sección de soplado de la preforma que comprende un cuello que se extiende desde el reborde de soporte, una pared lateral que se extiende a partir del cuello yuna base que cierra la sección de soplado, teniendo la base una sección de espesor aumentado definidapor un espesor mayor que el de todas las otras secciones de la sección de soplado; la sección de la pared deespesor aumentado adelgaza desde un espesor t2 hasta alcanzar un espesor t3 en la línea central de lapreforma ; el extremo inferior de la pared lateral y la base se dirigen hacia dentro de la línea centralde la…
Recipiente de plástico con ranura de sujeción.
(24/04/2013) Recipiente que comprende un cuerpo principal , una rosca externa y un anillo de fijación , por lomenos parcialmente circunferencial, que se extiende hacia fuera con respecto al cuerpo principal del recipiente , de manera que el anillo de fijación circunferencial está dispuesto entre la rosca y el cuerpo principal endirección longitudinal (L) del recipiente y está separado de la rosca en la dirección longitudinal (L) delrecipiente , caracterizado porque el recipiente comprende una ranura circunferencial por lo menosparcialmente entre la rosca y el anillo de fijación circunferencial , de manera que esta ranura tiene unasección externa más pequeña que el anillo de fijación y una sección externa…
PREFORMA PARA FORMACIÓN DE ENVASES CON EFECTO BARRERA A LA LUZ POR MOLDEO POR ESTIRADO-SOPLADO.
(01/08/2012) Preforma para formación de envases con efecto barrera a la luz por moldeo por estirado-soplado.
La preforma comprende una única capa o varias capas, donde la única capa o una capa exterior está hecha de un material polimérico seleccionado entre polietileno de alta densidad (PEHD) y polipropileno (PP), con óxido de titanio TiO2 en una proporción de un 2% a un 8% en peso para proporcionar un efecto barrera a la luz por reflexión a un envase obtenido por moldeo por estirado-soplado de dicha preforma, y con un colorante con capacidad de absorción de rayos infrarrojos, tal como el negro de humo, en una proporción de un 0,0005% a un…
Preforma para botella moldeada por soplado y estirado.
(18/07/2012) Preforma para una botella de plástico producida mediante moldeo por inyección, soplado y estirado, quecomprende:
una sección de cuerpo cilíndrico ;
una sección de cuello contigua a una parte superior de la sección de cuerpo cilíndrico ; y
una sección de fondo contigua a una parte inferior de la sección de cuerpo cilíndrico ,
incluyendo la sección de fondo :
una parte central de superficie de fondo (13a) con un diámetro (d) menor que el diámetro interior(D) de la sección de cuerpo cilíndrico y un espesor (t2) menor que el espesor (t1) de la sección de cuerpocilíndrico;
una parte que forma la superficie del fondo de la botella (13b) formada por doblamiento, en unaposición en altura (h), una parte que forma el borde del fondo de la botella, extendiéndose la parte queforma la superficie…
Molde para la fabricación de recipientes con empuñadura.
(11/05/2012) Molde para la fabricación de recipientes (3, 3', 3") con empuñadura (2c, 2'c, 2"c), por estiramiento-soplado a partir de preformas (2, 2', 2") dotadas, cada una de ellas, de un cuerpo tubular (2a, 2'a, 2"a) estirable cerrado por un extremo y dotado por su otro extremo de un anillo o gollete (2b, 2'b, 2"b), y de una empuñadura integrada (2c, 2'c, 2"c) cerrada en forma de asa unida en dos puntos a dicho cuerpo tubular, incluyendo el citado molde dos semimoldes dotados cada uno de ellos de al menos una huella (1, 1', 1") para la fabricación de al menos un recipiente (3, 3', 3") mientras que cada huella de cada semi-molde está destinada a recibir el cuerpo tubular (2a, 2'a, 2"a) de una preforma, presentando cada huella de cada semi-molde una ranura (1b, 1'b, 1"b) de forma general…
BOLSA EN CAJA ÍNTEGRAMENTE MOLDEADA A SOPLO QUE COMPRENDE UNA CAPA INTERIOR Y UNA CAPA EXTERIOR QUE COMPRENDEN ADITIVOS ABSORBENTES DE ENERGÍA, PREFORMA PARA SU FABRICACIÓN, PROCEDIMIENTO PARA SU PRODUCCIÓN Y USO DE LA MISMA.
(28/12/2011) Una preforma para el moldeo a soplo de una bolsa en caja que comprende: una capa interna y una capa externa , en donde dicha preforma forma un contenedor de dos capas por moldeado a soplo, y donde la capa interna obtenida de dicho contenedor libera a partira de la capa externa obtenida al introducirse un gas en un punto de interfaz entre dichas dos capas; caracterizada porque al menos una de dichas capa interna y externa incluye al menos un aditivo que permite tanto a la capa interna como a la externa alcanzar sus temperaturas respectivas de moldeo a soplo de forma sustancialmente simultánea al calentarlas conjuntamente en un horno infrarrojos único
BOLSA EN CAJA ÍNTEGRAMENTE MOLDEADA A SOPLO CON RESPIRADEROS DE INTERFAZ ABRIÉNDOSE A LA ATMÓSFERA EN UBICACIÓN ADYACENTE A LA BOCA DE LA BOLSA; PREFORMA PARA SU FABRICACIÓN, PROCEDIMIENTO PARA FABRICAR LA PREFORMA Y BOLSA EN CAJA.
(01/12/2011) Una bolsa en caja íntegramente moldeada a soplo que comprende: una capa interna que forma la bolsa y una capa externa que forma la caja, y una boca que conecta fluidamente el volumen definido por la bolsa a la atmósfera, teniendo dicha caja al menos un respiradero de interfaz que conecta fluidamente la interfaz entre las capas interna y externa a la atmósfera, dicho al menos un respiradero discurre paralelo a la interfaz entre las capas interna y externa caracterizado porque dicho respiradero se abre a la atmósfera en una ubicación adyacente a, y orientada de forma aproximadamente coaxial con dicha boca de la bolsa en caja
PREFORMA Y PROCEDIMIENTO PARA FABRICAR UN RECIPIENTE DESTINADO A RECIBIR LÍQUIDOS PARA APLICACIONES MÉDICAS.
(16/11/2011) Preforma para fabricar un recipiente destinado a recibir líquidos para aplicaciones médicas, especialmente destinado a recibir soluciones de infusión o soluciones nutricias enterales, presentando la preforma una parte de cuello con una abertura (1A), una parte de pared y una parte de fondo , caracterizada porque en el lado inferior de la parte de fondo están conformados un extremo de un primer segmento parcial (4A) y un extremo de un segmento parcial (4B) de un colgador anular para colgar el recipiente, pudiendo unirse uno con otro los extremos libres de los segmentos parciales primero y segundo, con deformación de estos segmentos parciales, para producir el colgador anular
DISPOSITIVO Y PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PREFORMA, PREFORMA PARA MOLDEAR POR SOPLADO UN CONTENEDOR Y DICHO CONTENEDOR.
(22/06/2011) Preforma para producir unos contenedores , que comprende una sección de cuello , una sección de pared adjunta y una sección inferior que forma la base de la preforma, comprendiendo dicha preforma una capa primaria dirigida hacia la parte interior con respecto a la preforma y compuesta por un material sintético primario (PM), una capa terciaria a una cierta distancia de dicha capa primaria que está dirigida hacia la parte exterior con respecto a la misma, formando, de este modo, su capa de superficie exterior compuesta por un material sintético terciario (TM), y una capa secundaria entre dichas capas primaria y terciaria , caracterizada…
RECIPIENTE LIGERO DE COPOLÍMERO PET MOLDEADO POR ESTIRADO-SOPLADO Y PREFORMA PARA FABRICARLO.
(17/03/2011) Un recipiente moldeado por estirado-soplado preparado a partir de una preforma moldeada por inyección con una relación de estiramiento global desde aproximadamente 12 hasta aproximadamente 16, en el que la relación de estiramiento global es un producto de una relación de estiramiento tangencial y una relación de estiramiento axial, en el que la relación de estiramiento tangencial es desde aproximadamente 5,6 hasta aproximadamente 6,5, en el que la relación de estiramiento tangencial es la relación entre el diámetro interno máximo del recipiente y el diámetro interno máximo de la preforma, en el que la relación de estiramiento…
PROCEDIMIENTO DE ELABORACION DE PREFORMAS PARA MOLDES.
(04/01/2011) Procedimiento para elaboración de preformas para moldes, del tipo de los utilizados especialmente en la industria aeronáutica para la fabricación de piezas en fibra de carbono, caracterizado porque utiliza uno o varios bloques de resina de epoxi según una secuencia específica de fases que comprenden un desbaste por mecanización, una aplicación de recubrimiento, un acabado basto, un acabado fino, y una fase final reiterativa de pintura, lijado y pulido.La invención que se presenta aporta la principal ventaja de conseguir unas preformas para moldes con un excelente acabado, similar a la pieza definitiva a obtener, que permite realizar directamente, sin pasos intermedios, el molde definitivo para la fabricación de las piezas finales, todo ello mediante un proceso rápido, sencillo y económico, a la par que con una gran precisión
PREFORMA DE PLASTICO Y RECIPIENTE SIMPLE PARA HACER UN DISPENSADOR DE DOBLE RECIPIENTE.
(02/12/2010) Una preforma de plástico que comprende un acabado en cuello y un cuerpo tubular cerrado por su extremo inferior (3a), en que el acabado en cuello comprende una parte tubular , una parte superior , una pared inferior y una pared lateral , en que dicha pared inferior puede ser usada como un aro de soporte del cuello, en que la pared lateral se extiende entre las paredes superior e inferior , y dicha pared lateral , la pared superior y la pared inferior forman un alojamiento (H) para la parte tubular , en que dicho alojamiento (H) comprende una superficie de montaje (S) formada por los bordes de la pared lateral ,…
PRODUCTO SEMIACABADO PARA LA FABRICACION DE UN TUBO DE PLASTICO ASI COMO PROCEDIMIENTO DE FABRICACION, Y TUBO A PARTIR DE PLASTICO FABRICADO A PARTIR DEL MISMO.
(31/05/2010) Producto semiacabado para la fabricación de tubos de plástico con un cuerpo esencialmente cilindrico, cuyo un extremo longitudinal pasa a una parte de cabeza con una abertura de salida por presión cerrada mediante un cierre desechable y cuyo otro extremo longitudinal está configurado de manera abierta, caracterizado porque la parte de cabeza tiene un contorno externo que difiere de la forma circular y está equipada al menos con una superficie de evacuación de aire y el cuerpo se sopla en el procedimiento de soplado según un molde de soplado a partir de un tubo flexible de plástico extruído de una o varias capas y el cierre desechable se realiza durante la operación de soplado dentro del molde de soplado
DISPOSITIVO DE INYECCION Y PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA DE PARED DELGADA, NUCLEO Y PREFORMA.
(20/05/2010) Dispositivo de inyección que comprende al menos un molde que puede utilizarse para la inyección de una preforma hueca de paredes delgadas que comprende tres zonas diferentes: un cuerpo , una zona de transición y un anillo , y susceptible de transformarse en cuerpos huecos más voluminosos mediante soplado, comprendiendo dicho molde
- un contramolde que define la superficie interna de la cavidad ,
- un núcleo situado en la cavidad y separado de dicha superficie interna,
- una huella de preforma situada entre la superficie interna del contramolde y el núcleo y que recibirá el material fundido,
- al menos dos canales de flujo preferencial principales,
-…
PREFORMA PARA MOLDEO POR SOPLADO DE UN RECIPIENTE.
(11/05/2010) Preforma para moldeo por soplado de un recipiente, del tipo de los utilizados para la fabricación de recipientes destinados a contener alimentos, productos lácteos, oleaginosos y otros que contienen principios activos que pueden resultar afectados por radiación lumínica, caracterizada porque comprende dos capas , consistiendo cada una de ellas en una composición de Polietilén Tereftalato (PET), dióxido de titanio (TiO2) y un pigmento con capacidad de absorción lumínica en el rango de longitudes de onda del espectro visible, comprendido entre los 400 nm (nanometros) y los 700 nm
OBJETOS MUTICAPA Y PROCEDIMIENTO DE REALIZACION.
(12/04/2010) Procedimiento de realización de un objeto multicapa que forma un cuerpo de revolución, comprendiendo dicho objeto por lo menos un fondo de diámetro D unido a una pared lateral de espesor medio E y de altura H; procedimiento que consiste en alimentar una dosis multicapa coextruida a la cavidad de un molde y después en comprimir dicha dosis con el fin de formar el objeto; formando la dosis un cuerpo de revolución alrededor de un eje de simetría; consistiendo la dosis en un apilamiento radial de varias capas de las cuales por lo menos una es una fina capa funcional, siendo el diámetro exterior de dicha dosis sustancialmente igual a D; siendo la dirección de compresión paralela al eje de…
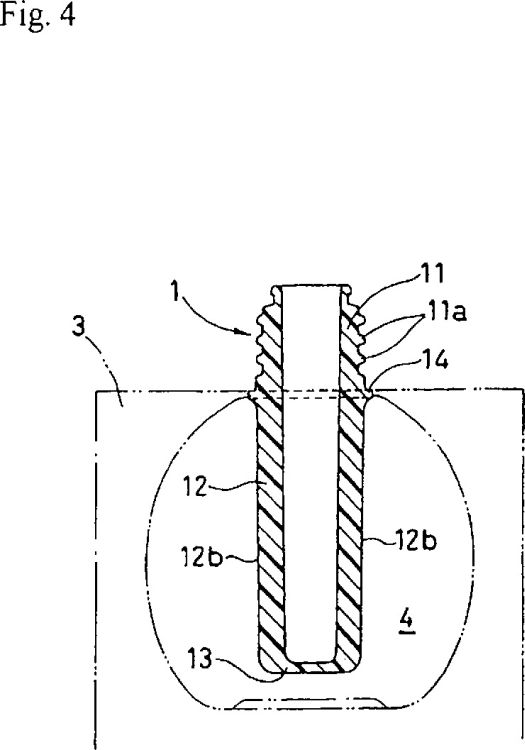
PREFORMA PARA ENVASE PLANO Y PEQUEÑO Y PROCEDIMIENTO DE FABRICACION DE DICHO ENVASE.
(14/12/2009). Ver ilustración. Solicitante/s: A.K. TECHNICAL LABORATORY, INC.,. Inventor/es: TAKEDA,HIROSHI,C/O A.K. TECHNICAL LABORATORY INC.
Preforma para un envase plano y pequeño , preforma cuya sección transversal interior es totalmente redonda y limitada a un diámetro pequeño, teniendo la preforma una carcasa y un cuello , y teniendo el lado exterior de la carcasa de la preforma forma oval o habiéndose formado reduciendo el espesor de pared, por lo que se proporciona una diferencia en el espesor de pared entre los lados de la superficie delantera y trasera y los lados de la superficie derecha e izquierda de la carcasa, caracterizada porque la carcasa está formada escalonada hacia fuera en el punto de unión entre la carcasa y el cuello para tener un diámetro más grande que el del cuello y, al mismo tiempo, un escalonamiento hacia fuera en este punto de unión adopta la forma de disco bajo la parte de cuello.
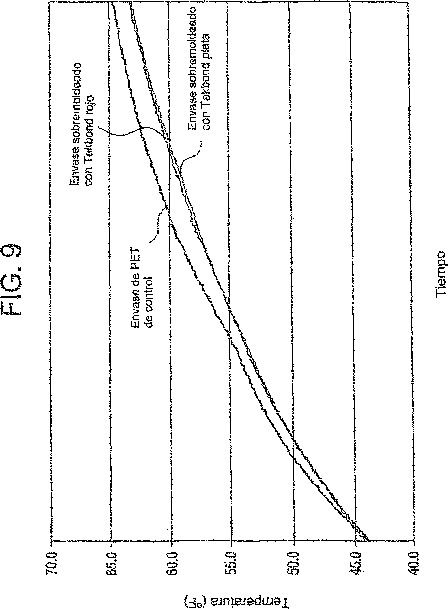
ENVASES SOBREMOLDEADOS Y METODOS DE FABRICACION.
(17/11/2009). Ver ilustración. Solicitante/s: THE COCA-COLA COMPANY
COLGATE-PALMOLIVE COMPANY. Inventor/es: SHI, YU, DURHAM,DANIEL,J, READDY,ROBERT,L.
Un método para hacer un envase sobremoldeado que comprende: proporcionar una preforma para un envase, que comprende un polímero termoplástico; sobremoldear (moldear encima) un material de sobremoldeo elastomérico sobre al menos una parte de la preforma, para formar una preforma sobremoldeada y moldear por soplado la preforma sobremoldeada , utilizando un procedimiento de moldeo por soplado y estirado, caracterizado porque el material de sobremoldeo se estira conservando la forma de la preforma con la misma para formar un envase sobremoldeado.
MALLA NO TEJIDA DE FIBRA INORGANICA.
(01/12/2003) SE EXPONE UNA ESTERA NO TEJIDA DE FIBRA INORGANICA, CON UNA SUSTANCIA QUE ES INFERIOR EN LOS BORDES (26') DE LA ESTERA, QUE EN EL RESTO DE LA MISMA. UN APARATO PARA FABRICAR TAL ESTERA, COMPRENDE: UNA FUENTE DE UNA SUSPENSION DE FIBRA INORGANICA EN UN LIQUIDO; UN ALAMBRE DE FORMACION, DISPUESTO PARA MOVERSE POR DELANTE DE LA FUENTE, POR EL QUE PASA EL LIQUIDO PARA DEPOSITAR LA FIBRA INORGANICA SOBRE EL MISMO; UN ENMASCARADOR A TRAVES DE UNA PARTE DE LA ANCHURA DEL ALAMBRE DE FORMACION, PARA DIFICULTAR EL PASO DEL LIQUIDO A TRAVES DEL ALAMBRE DE FORMACION SOBRE DICHA PARTE, VARIANDO LA EFICACIA DEL ENMASCARADOR EN EL SENTIDO DEL MOVIMIENTO DEL ALAMBRE DE FORMACION, POR DELANTE DE LA FUENTE DE SUSPENSION.…
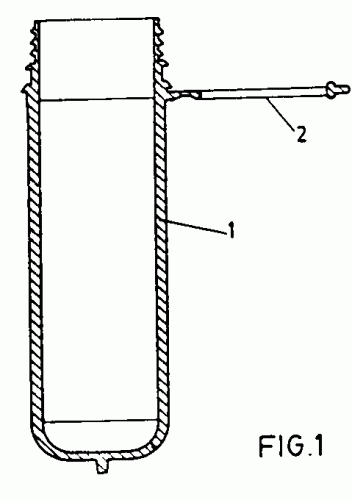
PREFORMA CON ASA INTEGRADA PARA ENVASES OBTENIDOS POR INYECCION SOPLADO O POR INYECCION Y SOPLADO BIORIENTADO.
(16/05/1999). Ver ilustración. Solicitante/s: SANTOYO PADILLA,JOSE.
CONSISTE EN UNA PREFORMA, DE LAS CONFORMADAS POR INYECCION EN MATERIAL PLASTICO O MATERIAL SIMILAR TRANSFORMABLE QUE TRAS SU EXPANSION POR SOPLADO CONFIGURAN UN ENVASE, Y QUE PRESENTA COMO PARTICULARIDAD LA INTEGRACION DEL ASA DEL ENVASE EN EL PROPIO CUERPO DE LA PREFORMA CONSTITUYENDO UN UNICO CONJUNTO DE UN MISMO MATERIAL, FACILITANTO EL PROCESO DE OBTENCION DEL ENVASE Y DE SU POSTERIOR RECICLADO. FIGURA 1.
(16/04/1994). Solicitante/s: STRASSHEIMER, HERBERT. Inventor/es: STRASSHEIMER, HERBERT.
UNA PREFORMA PLASTICA PARA FORMAR CONTENEDORES PLASTICOS MOLDEADOS DE SOPLO EN DONDE LA CARA DE LA PARED INTERIOR DE LA PARTE DE CUERPO TUBULAR ADYACENTE A LA ESTRUCTURA MAS BAJA Y QUE SE EXTIENDE HACIA LA ESTRUCTURA MAS BAJA TIENE UNA PLURALIDAD DE CARAS CON PARTES TERMINALES DE ELLO (19A). SEGMENTOS EN FORMA DE FESTON SON PROVISTOS QUE CONETAN LAS PARTES TERMINALES (19A) DE CADA CARA PARA INICIAR LA DEFORMACION ANTERIOR A LA DEFORMACION DE LAS CARAS Y POR ELLO TIENE UNA RAZON Y GRADO DE ORIENTACION INCREMENTADA.
SEMIPRODUCTO Y PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE SEMIPRODUCTOS, QUE MANTIENEN LA FORMA, DE TERMOPLASTICOS.
(01/02/1993). Solicitante/s: MENZOLIT GMBH. Inventor/es: EHNERT, GERD, EHLERS, MANFRED, PAUMGARTTEN, ROLF VON.
EL INVENTO SE TRATA DE UN PROCEDIMIENTO PARA EL APRONTAMIENTO DE UNA CARGA COORDINADA SOBRE LA PIEZA DE FORMA, QUE SE FABRICA, DE UNA MASA TERMOPLASTICA FORMABLE, CONCENTRADA DE FIBRA BAJO EL CALENTAMIENTO, QUE SE ACONDICIONAN DE TAL MANERA, QUE SE CALINETAN UN PRODUCTO PREVIO DE AGLUTINANTE CAPAZ DE AGITAR COMO RAMAL, QUE CONTIENE FIBRA Y TERMOPLASTICO Y SE DESTALONA UNA CARGA COORDINADA DEL RAMAL Y CONTINUA LA ELABORACION ULTERIOR - CARGA. UN DISPOSITIVO MUESTRA UNA INSTALACION DE FUSION CON UN CANAL DE FUSION, A TRAVES DEL CUAL SE COMPRIME EL MATERIAL PARA ELABORAR, COMO RAMAL SIN FIN, Y UNA ESTACION DE REFRIGERACION.
ESTRUCTURAS PARA BANDAS Y PERFILES DE MATERIAL POLIMERO.
(01/03/1991). Ver ilustración. Solicitante/s: REHAU AG + CO. Inventor/es: HOPPERDIETZEL, SIEFRIED.
ESTRUCTURA PARA BANDAS Y PERFILES DE MATERIAL POLIMERO. LA ESTRUCTURA PRESENTA DISPOSICION LAMINAS A BASE DEL 1 AL 40% EN PESO DE FIBRAS DE CELULOSA CON ESPESOR DE FIBRA DE NAST 40 MICRAS Y LONGITUD DE FIBRA COMPRENDIDA EN EL CAMPO DE LA DISPERSION ENTRE EL ESPESOR DE LA FIBRA Y 400 MICRAS, PRESENTANDO LA SUPERFICIE EXTERNA RUGOSIDADES DE PROFUNDIAD COMPRENDIDA ENTRE 8 Y 40 MICRAS, SIENDO LA MISMA MATE. UTILIZABLE EN LA INDUSTRIA DEL MUEBLE.
{kind=link}
{kind=link}
{kind=link}
{kind=link}