Molde para la fabricación de recipientes con empuñadura.
Molde para la fabricación de recipientes (3, 3', 3") con empuñadura (2c,
2'c, 2"c), por estiramiento-soplado a partir de preformas (2, 2', 2") dotadas, cada una de ellas, de un cuerpo tubular (2a, 2'a, 2"a) estirable cerrado por un extremo y dotado por su otro extremo de un anillo o gollete (2b, 2'b, 2"b), y de una empuñadura integrada (2c, 2'c, 2"c) cerrada en forma de asa unida en dos puntos a dicho cuerpo tubular, incluyendo el citado molde dos semimoldes dotados cada uno de ellos de al menos una huella (1, 1', 1") para la fabricación de al menos un recipiente (3, 3', 3") mientras que cada huella de cada semi-molde está destinada a recibir el cuerpo tubular (2a, 2'a, 2"a) de una preforma, presentando cada huella de cada semi-molde una ranura (1b, 1'b, 1"b) de forma general correspondiente a al menos una parte de la empuñadura (2c, 2'c, 2"c) de la preforma para recibir y mantener esta última durante la operación de estiramiento-soplado, estando además la citada ranura realizada entre dos partes compactas (4, 4', 4"; 5, 5', 5") del semi-molde, a saber: una parte compacta exterior (4, 4', 4") en la empuñadura y una parte compacta (5, 5', 5") correspondiente al vacío interior de la empuñadura, estando el molde caracterizado porque la citada parte compacta interior (5, 5', 5") de la empuñadura forma un núcleo en el que una zona está destinada a ser bordeada por una parte de dicho cuerpo tubular (2a, 2'a, 2"a) de la preforma.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08290537.
Solicitante: ADS.
Nacionalidad solicitante: Francia.
Dirección: 18, AVENUE DES BETHUNES 95310 SAINT OUEN L'AUMONE FRANCIA.
Inventor/es: TRASSARD,PATRICK, RIDOSZ,LIONEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29B11/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29B PREPARACION O PRETRATAMIENTO DE MATERIAS A CONFORMAR; FABRICACION DE GRANULOS O DE PREFORMAS; RECUPERACION DE LAS MATERIAS PLASTICAS O DE OTROS CONSTITUYENTES DE MATERIALES DE DESECHO QUE CONTIENEN MATERIAS PLASTICAS. › B29B 11/00 Fabricación de preformas (B29C 61/06 tiene prioridad). › caracterizado por la estructura o la composición.
- B29C49/48 B29 […] › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Moldes.
PDF original: ES-2380456_T3.pdf
Fragmento de la descripción:
Molde para la fabricación de recipientes con empuñadura La presente invención se refiere a un molde para la fabricación de recipientes con empuñadura, por estirado-soplado a partir de preformas dotadas, cada una de ellas, de un cuerpo tubular estirable cerrado por un extremo y provisto en su otro extremo de un anillo o gollete, y de una empuñadura integrada en forma de asa unida a dicho cuerpo tubular.
Para fabricar botellas o frascos y más en particular recipientes de material termoplástico, se conoce el hecho de utilizar preformas obtenidas en forma de cuerpo tubular cerrado por un extremo mientras que su otro extremo abierto está dotado de un anillo o gollete generalmente dotado de un collarín.
Los cuerpos de las preformas deben experimentar un tratamiento térmico antes de ser expandidos en el transcurso de una operación de moldeo por soplado o mediante estirado-soplado.
En una cadena de fabricación de este tipo, las preformas circulan desde un puesto de fabricación a otro e incluso por determinados puestos en sí mismos como por ejemplo en un horno de tratamiento térmico.
Con el fin de fabricar recipientes dotados de un medio de agarre, en particular para recipientes con una capacidad de varios litros, se ha concebido el hecho de proporcionar tal dispositivo de agarre tras la fabricación del recipiente en forma de, por ejemplo, collar u otro. También se ha concebido realizar una preforma dotada ya de una empuñadura integrada tal y como se describe en el documento WO-0026001 A.
Sin embargo en este último caso, y más en particular como en el presente documento, con una empuñadura rellena no sometida al estirado ni al soplado en el momento del moldeo, la presencia de la empuñadura crea una dificultad para el moldeo, así como para el calentamiento de la preforma con anterioridad al citado moldeo.
En efecto, si la parte tubular de la preforma debe experimentar un calentamiento previo al moldeo en un horno apropiado, la empuñadura debe mantener por el contrario su forma en el producto acabado y no experimentar los efectos de dicho calentamiento.
En el documento citado anteriormente WO-0026001 A, para el moldeo de una preforma dotada de una empuñadura en forma de asa, se ha previsto una pantalla o protector de la empuñadura y del anillo de la preforma para constituir en particular una pantalla térmica durante el calentamiento de la preforma.
En este dispositivo anterior, para el moldeo, y en particular debido a que este sistema necesita que la preforma esté permanentemente acompañada por dicho protector, éste se introduce en un alojamiento apropiado del molde, lo que obliga a prever además medios particulares para permitir la introducción de la caña de estiramiento-soplado en la preforma durante el transcurso del moldeo.
En este documento, se describe también un molde para preforma dotada de una empuñadura en forma de gancho. Para tal modo de realización, resulta más fácil proteger la empuñadura en el transcurso del calentamiento de la preforma y el molde se simplifica debido a que no es necesario alojar el protector de la preforma en el molde. Un molde de ese tipo para la fabricación de recipientes con empuñadura, por estirado-soplado a partir de proformas dotadas, cada una de ellas, de un cuerpo tubular estirable cerrado por un extremo y provisto por su otro extremo de un anillo o gollete y de una empuñadura integrada, incluye dos semi-moldes dotados cada uno de ellos de al menos una huella para la fabricación de al menos un recipiente mientras que cada huella de cada semi-molde está destinada a recibir el cuerpo tubular de una preforma, presentando cada huella de cada semi-molde una ranura de forma generalmente correspondiente a al menos una parte de la empuñadura de la preforma para recibir y conservar esta última en el transcurso de la operación de estirado-soplado, estando además la citada ranura realizada entre dos partes compactas del semi-molde, a saber: una parte compacta exterior a la empuñadura y una parte compacta correspondiente al vacío interior de la empuñadura.
Debido a que los inventores han llegado por otra parte a controlar la orientación angular de las preformas a lo largo de toda la cadena de fabricación de los recipientes, han concebido un molde para la fabricación de recipientes con empuñadura integrada cerrada en forma de asa unida en dos puntos al cuerpo tubular de la preforma. Un asa de ese tipo presenta, en efecto, ventajas para el producto acabado. El molde según la invención es del tipo citado con anterioridad, pero debe mencionarse que la citada parte compacta interior a la empuñadura forma un núcleo en el que una zona está destinada a ser bordeada por una parte de dicho cuerpo tubular de la preforma.
Sin embargo, para una empuñadura de ese tipo, tanto el moldeo como el desmoldeo, pueden resultar difíciles debido en particular al calentamiento inevitable de la empuñadura.
Según un modo de realización ventajoso y original, al menos uno de los bordes de la ranura presenta en una gran parte de la profundidad de la ranura un ensanchamiento hacia el exterior con el fin de realizar, en particular, un reformado de la empuñadura en caso de que ésta experimente una ligera deformación y/o un reblandecimiento en el momento del calentamiento de la preforma que precede a su moldeo.
Por ejemplo, solamente el fondo de la ranura presenta una dimensión que corresponde sensiblemente a la de la empuñadura, estando el resto de la ranura ensanchado hacia el exterior.
Está claro que el ensanchamiento preconizado no es un simple destalonado de desmoldeo o un simple chaflán, sino un ensanchamiento importante y de manera preferente, el ensanchamiento de la ranura forma un ángulo comprendido entre 30º y 45º con relación a una perpendicular al plano de unión del molde.
Por ejemplo, también, la parte compacta del semi-molde que forma la parte exterior de la ranura está interrumpida sobre la parte inferior de la empuñadura de tal modo que esta parte inferior de la empuñadura se encuentra en la cavidad de moldeo para estar al final sensiblemente en contacto con la pared correspondiente del recipiente acabado.
La invención podrá ser bien comprendida con la lectura de la descripción que sigue y que se refiere a los dibujos anexos, en los que:
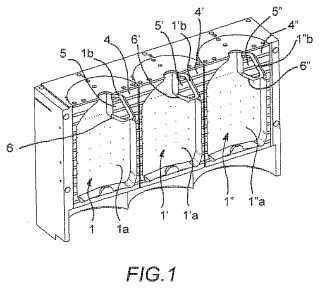
Las Figuras 1 y 2 representan, respectivamente en perspectiva y en alzado, un semi-molde con tres huellas según la invención;
Las Figuras 3 y 4 corresponden respectivamente a las Figuras 1 y 2, con una preforma dispuesta en cada huella;
La Figura 5 representa el semi-molde de las figuras anteriores después del moldeo, y Las Figuras 6 y 7 son cortes según, respectivamente, VI-VI de la Figura 2 y VII-VII de la Figura 4.
En las Figuras 1 y 2 se puede apreciar un semi-molde según la invención que incluye, en este ejemplo, tres huellas 1, 1', 1".
Bien entendido, el número de huellas puede ser cualquiera, y está claro que un molde completo incluye dos semimoldes idénticos tales como los representados.
Los semi-moldes representados están destinados a fabricar, mediante moldeo a partir de preformas 2, 2', 2" (Figuras 3 y 4) recipientes 3, 3' 3" (Figura 5) por medio de un procedimiento de moldeo por soplado y más en particular por estiramiento-soplado.
Resulta particularmente difícil, según se ha dicho ya, fabricar recipientes dotados de una empuñadura integrada y en particular de una empuñadura cerrada en forma de asa a partir de preformas 2, 2' 2" dotadas, cada una de ellas, de un cuerpo tubular 2a, 2'a, 2"a cerrado por un extremo y provisto por su otro extremo de un anillo o gollete 2b, 2'b, 2"b, y de una empuñadura 2c, 2'c, 2"c conectada por dos puntos a dicho cuerpo tubular 2a, 2'a, 2"a de la preforma.
Para lograr esto, cada huella 1, 1', 1" de un semi-molde está provista de una cavidad 1a, 1'a, 1"a para realizar el propio recipiente y de una ranura 1b, 1'b, 1"b de forma general correspondiente a al menos una parte de la empuñadura 2c, 2'c, 2"c de la preforma.
La ranura 1b, 1'b, 1"b de la huella se aproxima a la forma general de la empuñadura con el fin de conservar bien la de ésta en el transcurso del moldeo.
Cada ranura ha sido realizada según muestran los dibujos, entre dos partes compactas del semi-molde y más en particular una parte compacta exterior 4, 4', 4" y una parte compacta 5, 5', 5" que corresponde al vacío interior de la empuñadura 2c, 2'c, 2"c formando... [Seguir leyendo]
Reivindicaciones:
1. Molde para la fabricación de recipientes (3, 3', 3") con empuñadura (2c, 2'c, 2"c) , por estiramiento-soplado a partir de preformas (2, 2', 2") dotadas, cada una de ellas, de un cuerpo tubular (2a, 2'a, 2"a) estirable cerrado por un extremo y dotado por su otro extremo de un anillo o gollete (2b, 2'b, 2"b) , y de una empuñadura integrada (2c, 2'c, 2"c) cerrada en forma de asa unida en dos puntos a dicho cuerpo tubular, incluyendo el citado molde dos semimoldes dotados cada uno de ellos de al menos una huella (1, 1', 1") para la fabricación de al menos un recipiente (3, 3', 3") mientras que cada huella de cada semi-molde está destinada a recibir el cuerpo tubular (2a, 2'a, 2"a) de una preforma, presentando cada huella de cada semi-molde una ranura (1b, 1'b, 1"b) de forma general correspondiente a al menos una parte de la empuñadura (2c, 2'c, 2"c) de la preforma para recibir y mantener esta última durante la operación de estiramiento-soplado, estando además la citada ranura realizada entre dos partes compactas (4, 4', 4"; 5, 5', 5") del semi-molde, a saber: una parte compacta exterior (4, 4', 4") en la empuñadura y una parte compacta (5, 5', 5") correspondiente al vacío interior de la empuñadura, estando el molde caracterizado porque la citada parte compacta interior (5, 5', 5") de la empuñadura forma un núcleo en el que una zona está destinada a ser bordeada por una parte de dicho cuerpo tubular (2a, 2'a, 2"a) de la preforma.
2. Molde según la reivindicación 1, caracterizado porque al menos uno de los bordes de la ranura (1b, 1'b, 1"b) presenta en una gran parte de la profundidad de la ranura, un ensanchamiento hacia el exterior con el fin de realizar en particular un reformado de la empuñadura (2c, 2'c, 2"c) en caso de que ésta hubiera experimentado una ligera deformación y/o un reblandecimiento en el momento del calentamiento de la preforma, que precede a su moldeo.
3. Molde según la reivindicación 2, caracterizado porque solamente el fondo de la ranura (1b, 1'b, 1"b) presenta una dimensión correspondiente sensiblemente a la de la empuñadura, estando el resto de la ranura ensanchada hacia el exterior.
4. Molde según una de las reivindicaciones 2 y 3, caracterizado porque el ensanchamiento de la ranura forma un ángulo (a) comprendido entre 30º y 45º con relación a una perpendicular al plano de unión del molde.
5. Molde según las reivindicaciones 1 a 4, caracterizado porque la parte compacta (4, 4', 4") del semi-molde que forma la parte exterior de la ranura se interrumpe sobre la parte inferior de la empuñadura de tal modo que esta parte inferior de la empuñadura se encuentra en la cavidad (1a, 1'a, 1"a) de moldeo para estar al final sensiblemente en contacto con la pared correspondiente del recipiente acabado.
Patentes similares o relacionadas:
Recipiente con bolsa interior, del 1 de Julio de 2020, de GAPLAST GMBH: Recipiente, que consiste en un recipiente exterior sustancialmente rígido y una bolsa interior ligeramente deformable, en el que el recipiente exterior y la bolsa interior consisten […]
Recipiente multi volumen y procedimiento para el moldeo por soplado del recipiente, del 1 de Julio de 2020, de Corpack GmbH: Un recipiente multi volumen compuesto de un primer elemento y por lo menos un segundo elemento , en el que el primer elemento […]
Molde de soplado, del 27 de Mayo de 2020, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Molde de soplado para recipientes de plástico que comprende - al menos dos semimoldes , - al menos dos soportes de semimolde […]
Molde de soplado, del 8 de Abril de 2020, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado, que define un eje longitudinal (X), para recipientes de plástico que comprende al menos dos semimoldes ; al menos dos soportes […]
Aparato para el moldeo por soplado de recipientes de plástico, del 1 de Abril de 2020, de Sacmi Imola S.C: Un aparato para moldear por soplado recipientes de plástico, que comprende al menos una estación de moldeo por soplado que define al menos una cavidad de moldeo para formar […]
Sistema de movimiento de contenedores entre unidades operativas, del 19 de Febrero de 2020, de SMI S.P.A.: Un sistema de movimiento de contenedores hasta y desde una unidad de procesamiento de dichos contenedores, que comprende: - un carrusel rotativo en […]
Dispositivo de moldeo para recipientes de material termoplástico, del 12 de Febrero de 2020, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Una máquina de soplado rotativa para recipientes de material termoplástico, adaptada para rotar en torno a un eje de rotación (Z), que comprende una […]
Dispositivo para moldeo por soplado de recipientes, del 1 de Enero de 2020, de Sacmi Imola S.C: Un dispositivo de moldeo por soplado de recipientes, que está provisto de un bastidor de soporte para al menos una estación para moldear preformas por […]